二硫化钼生产工艺废气处理新方法
2014-03-10解小锋魏改莉惠三顺刘智全
解小锋,魏改莉,惠三顺,刘智全
(金堆城钼业股份有限公司化学分公司,陕西 渭南 714000)
0 前言
二硫化钼生产线产生的废气主要有HCl、HF、H2O、NOx,若处理不到位就加以排放,会对大气造成污染,并严重影响周围居民的生活环境。目前国内外工业生产对废气的处理主要是液体吸收净化法[1],它是利用废气中各混合组分在选定的吸收剂中溶解度不同,或者其中某一种或多种组分与吸收剂中活性组分发生化学反应,将有害物从废气中分离出来,达到净化废气的目的[2]。其主要方式是利用吸收塔对产生的废气进行吸收,但长时间使用吸收塔时就会产生如下一些缺陷:如成本过高、长时间吸收效果下降明显、出现问题不易维护、废气量瞬间过大时不能完全吸收等。造成了废气处理在使用一段时间后容易出现废气不达标的情况。为了有效处理废气,先采用过量碱液(氢氧化钠)直接吸收废气,然后尾气再用还原吸收剂尿素作为补充净化手段。该法处理废气处理效果良好,操作简单,设备易于维护。
1 与净化塔吸收法比较
二硫化钼生产线之前所用的废气处理设备为吸收塔,所采用的酸碱中和吸收法的吸收剂为氢氧化钠。吸收塔由于在工艺原理上采用气相过量和液相分散逐段接触进行酸碱中和吸收,在酸浸反应刚开始及升温时由于短期产生的废气量过大,存在不能完全吸收的情况,另外管路和通风机无法彻底解决废气和水蒸气遇冷形成混合酸,无法彻底解决密封防泄漏以及对管路和通风机产生的腐蚀,而且吸收塔在运行一段时期后由于酸碱中和使吸收塔内部的喷淋、填料、塔板、管道等已有较多的结晶盐,逐渐增加造成填料对碱液的分散效果越来越差导致对废气吸收效率的下降,进而达不到环保的废气治理要求,并造成大量的环保投诉。现二硫化钼生产线改用碱罐直接进行吸收处理废气,并以缓冲罐对尾气进行补充吸收,此法在工艺原理上采用液相过量进行废气酸碱中和吸收,设备要求简单,易于维护,不易被腐蚀,吸收效果好。吸收塔与碱罐吸收废气比较见表1。
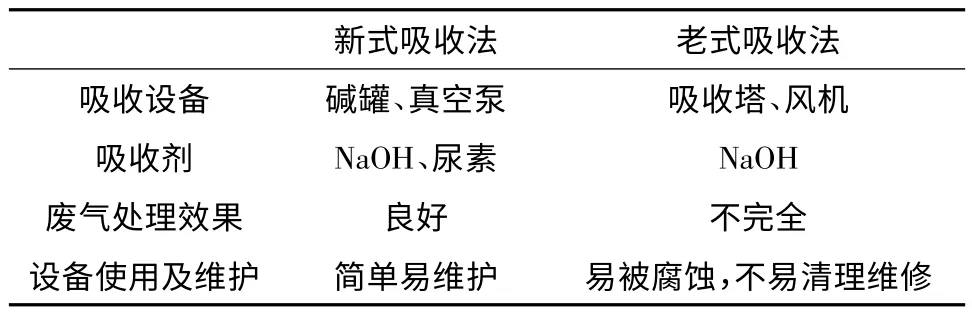
表1 吸收塔与碱罐吸收废气比较
2 废气处理原理
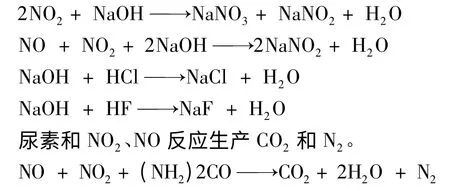
此法以氢氧化钠作为吸收剂,先对废气中大量的NOx和少量挥发的HCl 和HF 进行吸收,然后利用还原剂尿素对少量的Nox进行吸收。
废气中的NOx主要为NO2、NO,NaOH 和NO2反应生成硝酸盐和亚硝酸盐,和N2O3(NO2+NO)反应生成亚硝酸盐,NaOH 和HCl 反应生成NaCl。
3 废气处理方式
在二硫化钼生产工艺正常运行的情况下,该法以碱罐直接吸收废气作为处理方式,利用真空泵提供动力,废气处理工艺路线见图1。
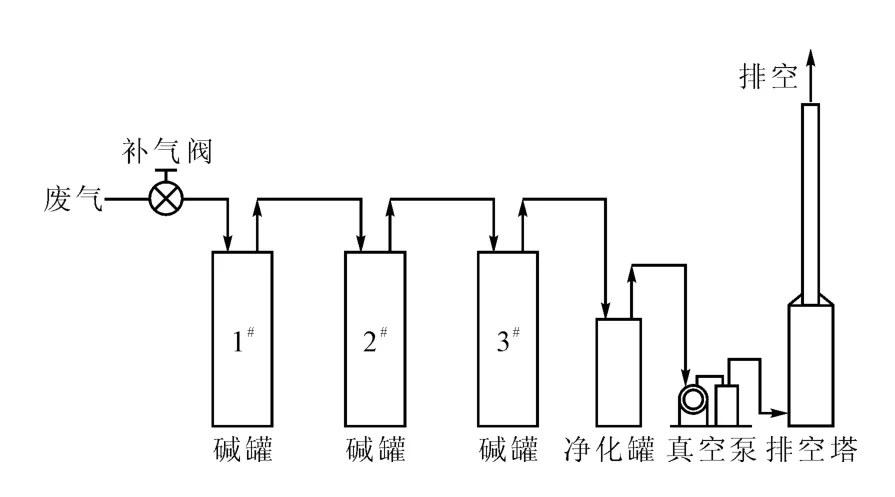
图1 碱-尿素废气处理工艺流程
4 影响因素
4.1 碱罐数量
利用碱罐直接吸收废气时,在真空泵的作用下,碱液会剧烈翻腾充分与废气进行反应,因此,碱罐中液位不能超过碱罐高度的75%。在吸收废气时,若碱罐个数较少,承装的碱液量较少,废气反应历程较短,就会造成废气处理不完全;若碱罐个数较多,会增大真空泵的负荷,并造成废气不能及时吸收而从反应釜溢出。通过试验发现3 个碱罐既能完全将废气进行处理,也能保证工艺生产产生的废气被及时吸收。
4.2 碱液液位高低
本文试验了1#、2#、3#碱罐分别在不同液位时处理废气的效果,发现单个碱罐碱液的液位对吸收效果影响不大(见表2),而3 个碱罐的总液位高度对处理效果有一定影响。如图2 所示,碱液浓度固定为10%,尿素浓度为40 g/L,在3 个碱罐的总液位高度为9 m 时,即废气处理历程为9 m 时,废气能被很好地处理。

表2 不同碱罐液位对废气吸收效果的影响
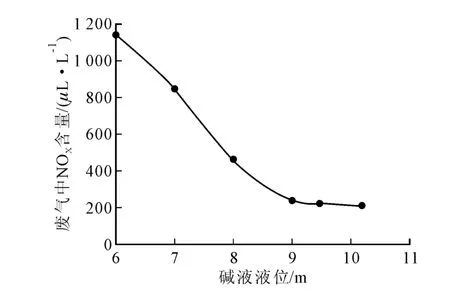
图2 碱罐碱液液位对废气吸收效果的影响
4.3 碱液浓度
本文所述方法以NaOH 为废气吸收剂,在选定碱罐个数为3 个,液位高度为9 m 时,尿素浓度定为40 g/L,分别试验了2%、5%、8%、10%、15%、18%、22%共7 个不同浓度下碱液处理废气情况,发现在碱液浓度大于8%时,废气能被极好地处理。如图3所示,而当新配吸收碱液浓度超过22%时,碱液易于结晶堵塞管道。因此新配碱吸收液浓度应控制在12%~20%。吸收终点控制在8%。试验发现,在碱液浓度大于2%时,生产过程中挥发的少量HCl和HF 就能被很好的吸收,使HCl 含量降低为50 μL/L,使HF 含量降为20 μL/L。因此,试验中对条件的选择主要考虑NOx含量。

图3 碱罐碱液浓度对废气吸收效果的影响
4.4 尿素浓度
尿素作为碱液吸收废气后进行再次吸收的补充净化手段,对排放较低浓度的废气有很好的作用。在选定碱罐个数为3 个,总液位高度为9 m,NaOH浓度为12%的条件下,对不同浓度的尿素(分别为20 g/L、40 g/L、60 g/L、80 g/L、100 g/L、120 g/L)进行了试验,发现尿素浓度在大于60 g/L 的情况下,废气吸收效果较好,如图4 所示。根据生产实际情况新配尿素的浓度控制100~150 g/L,吸收终点浓度控制为60 g/L。
4.5 补气口大小

图4 尿素浓度对废气吸收效果的影响
除上述影响因素外,补气口的大小也对废气吸收效率有一定的影响,一方面调节补气口可以改变废气的流速改变废气浓度;另一方面调节补气口可以改变废气中NO 的氧化速率,提高废气净化效率。在实际生产过程中,补气阀上有5 个闸口,每次开关补气管道的1/5 以增加空气。通过试验发现该控制阀在开启3/5 时,既能保证废气的处理速度,也能保证废气的处理效果。
5 实际运行效果
选定3 个碱罐,总液位高度为9 m 时,碱液、尿素浓度分别为13%、120 g/L 时,对二硫化钼正常生产产生的废气进行处理,效果显著,见表3 所示。

表3 NaOH-尿素直接吸收废气工艺指标
6 结论
本文介绍了一种新型的处理废气方法,在条件选择合适后能较好地处理二硫化钼生产所产生的废气,解决了废气对生产的制约。此方法与之前工艺所用吸收塔方法进行了比较,不仅较好地解决了吸收塔废气吸收处理不完全的问题,还解决了设备不易维护的难题。此方法还可作为参考应用于其他废酸气的处理。
[1]王海强,吴忠标.烟气氮氧化物脱除技术的特点分析[J].能源工程.2004,(3):27-30.
[2]童志权.工业废气净化与利用[M].北京:化学工业出版社,2001.