ZYS-811A型全自动内圆磨床改进
2014-03-07吴龙,刘峰
吴 龙,刘 峰
(1. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 经营发展部,黑龙江 哈尔滨150036)
ZYS-811A型全自动内圆磨床改进
吴 龙1,刘 峰2
(1. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 经营发展部,黑龙江 哈尔滨150036)
针对ZYS-811A型全自动内圆磨床老化、设备故障多、影响产品质量和生产效率的问题,对该机床进行了多项改进,不但使老设备焕发了活力,而且进一步提高了设备的性能。
全自动内圆磨床;测量表机;支点及支点座;回跳油缸;齿轮泵
1 前言
ZYS-811A型全自动内圆磨床主要用于磨削轴承套圈内孔,也适合其他环形零件的内孔磨削,其外形见图 1 所示,主要参数见表 1 所示。该机床具有精度高、效率高、结构紧凑、刚性好、操作方便等特点,曾经是磨削轴承内孔的主力机床,很受操作者欢迎。然而,由于该设备制造年代比较早,长期使用后难免出现一些问题,影响产品质量,给生产带来了一些影响。本着修旧利废、节约挖潜的原则,对该设备进行了一些改造,改善了使用性能,提高了生产效率和产品质量。

图1 ZYS811A全自动内圆磨床外形图
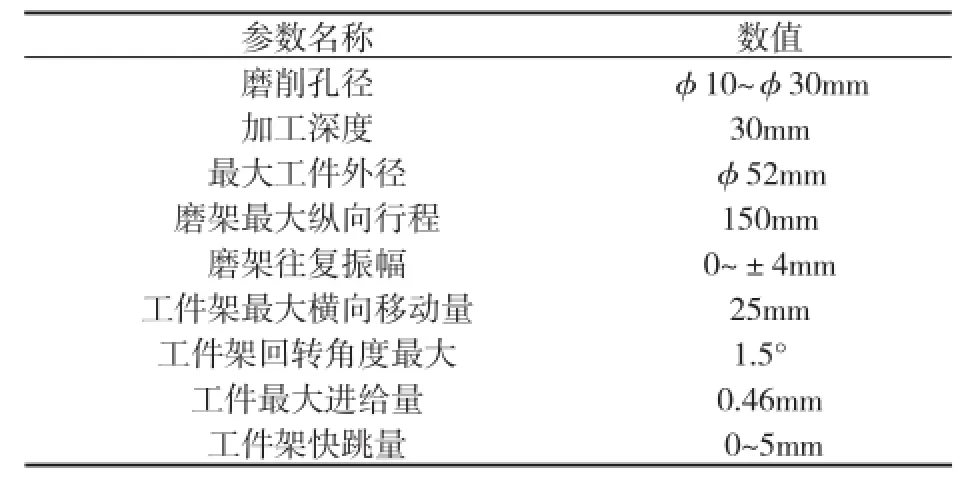
表1 ZYS811A全自动内圆磨床主要参数
2 机床存在的问题和改进方法
2.1 ZNJ-2F内径测量表机的改进
该机床使用的ZNJ-2F内径测量表机具有测量准确、灵敏度高等优点,但也存在密封不够严密、容易进水的问题。该表机位于冷却水附近,机壳内经常出现渗水现象。表机两接线点被固定在金属机壳底部,接线点常常被浸湿,引起电感信号紊乱,表机测量失准,工件尺寸大的大,小的小,毫无规律。出现这种情况后,通常的解决办法是将表机机壳拆开烘干,既耽误生产又不能彻底解决问题。为了解决这一难题,经过长期摸索和实践,并吸取其他型号表机优点,最后决定将原粗屏蔽线换掉,换成细屏蔽线引入机壳内(因为粗屏蔽线引入机壳内会影响收张杆的正常工作),拆除原金属机壳上的接线头,将引入的细屏蔽线固定在收张杆上与表机线圈连接,这样即使机壳内进水也不会浸湿线头,保证了表机测量的准确性。改造后结果令人满意,没有再出现过因表机进水而停机维修的问题,工件尺寸散差明显减小,废品和返修品明显降低,废品率由原来4%降至1.8%以内。ZNJ-2F内径测量表机见图2 所示。

图2 老式ZNG-2F内磨测量装置
2.2 电磁夹盘支点及支点座的改进
本机床工作时采用电磁无心夹具将工件吸附在吸盘上,上下支点支撑着工件,起着定位作用。支点是个易损件,长期使用后会由长变短,使工件位置发生位移,导致定位不准,影响加工精度。为保证加工精度,就要重新调整定位支点的位置,图3为原支点及支点座简图。从图3中支点座上的定位孔可以看出,支点在支点座上只可作纵向(前后)移动,不可做横向(左右)移动,因此,在支点磨损变短后后就不能再用了,必须重新更换支点,造成了支点的浪费,增加了无用的调整时间。为了延长支点使用寿命,减少更换次数,设计了如图 4 所示的支点。改进后的支点及支点座增加了横向和纵向的调整量,不仅减少了支点更换次数,而且扩大了支点的适用范围,节省了夹具消耗。
2.3 快跳油缸的改进
进给机构局部图见图 5。 机床磨削过程如下。磨削循环开始前,杠杆在快退油缸2的作用下,紧靠在快跳调整螺钉 4 的顶端,这时工件处于原始位置。磨削循环开始后,首先是快退油缸通回油,进给拖板在弹簧作用下向前运动,丝杆推动杠杆顺时针摆动。当杠杆的下端与凸轮1碰上时,“快跳”即完成。步进电机驱动凸轮1旋转。凸轮曲线由高到低变化,杠杆随之顺时针摆动,以实现工件的进给。当工件被磨削到尺寸后,快跳油缸快速进油,快速、稳定、准确回跳退车。快退油缸的稳定性直接影响工件的尺寸精度。由于回油过快,使油缸活塞一退到底,退出行程过大准确性不好,在杠杆跳进凸轮时产生的冲击会造成传动轴与轴承的损伤,影响机床的加工精度。为了保持精度,减小振动,在油缸2尾部安装了一个长短和力量适中的弹簧,起到缓冲作用,如图 6 所示。在往复进车时,活塞随往复做同步相反方向的后退运动,一旦尺寸到位,活塞退出行程很小,使往复退出既平稳又准确,确保了尺寸加工精度,减小了大振动对机床精度造成的损坏。
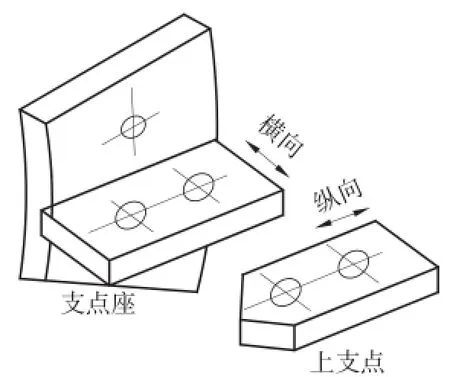
图3 改进前的支点及支点座
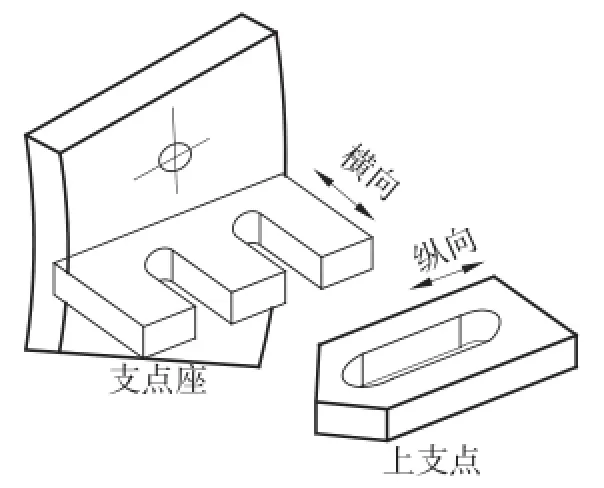
图4 改进后的支点及支点座
2.4 气液泵的改进
ZYS811A机床原来的氮气储能器装置是靠气液泵将油吸上来进入储能器内部的,而气液泵是靠风压带动进行工作的。由于风管中经常会存有大量滤不出去的水,随气液泵进入油箱导致油液中有水混入。水气杂质进入气液泵后,常常引起气液泵研死“现象”,并导致油液变质,油压不稳,需经常更换压力油而造成浪费;而且气液泵结构复杂,维修困难,更换费用高,影响了机床正常开动,给生产带来很大影响。鉴于以上诸多原因,将原有的气液泵改成齿轮泵。齿轮泵具有体积小、重量轻、结构简单、自吸性能好、故障率低且维修方便、不受动力风影响等特点,使用后消除了气液泵存在的缺点,带来了明显的经济效益。
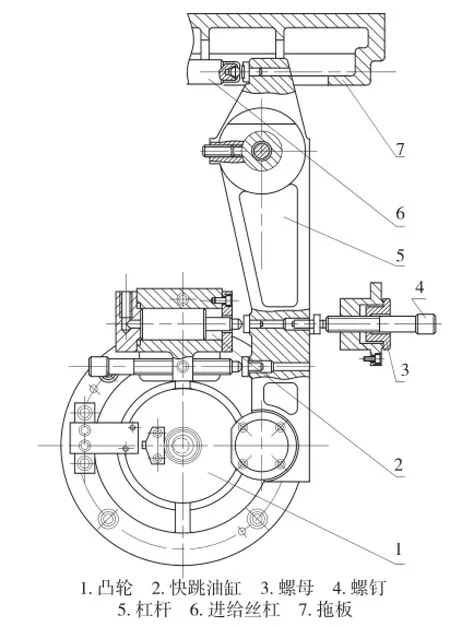
图5 进给机构局部图
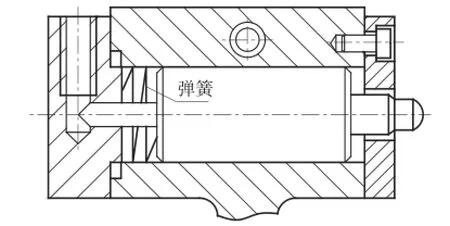
图6 改进后的快跳油缸
3 结束语
经过以上技术改造,克服了原设备存在的缺陷,恢复了老设备的活力,提高了产品质量和生产效率。
(编辑:林小江)
Improvement of ZYS-811A fully automatic internal grinder
Wu Long1, Liu Feng2
( 1. Harbin Hazhou Precision Bearing Manufacturing Co.,Ltd.,Harbin 150036,China; 2. Business and Development Department, Harbin Bearing Group Corporation, Harbin 150036, China )
Aiming at the problem of aging, multi-fault and having effect on product quality and production eff i ciency, the grinder was improved from many aspects, so that not only the old grinder is renewed, but also the performance is further improved.
fully internal grinder; measuring meter ; supporting point and support; rebound oil cylinder; gear pump
TG581+.2
B
1672-4852(2014)01-0020-03
2013-07-25.
吴 龙(1971-),男,技师.
