背板冲切机的研制
2014-03-07曹志南
■ 曹志南
背板冲切机的研制
■ 曹志南
本文就冰箱背板成型线的冲切机的设计、动作原理及其装配等方面进行初步探讨。
前言
2012-2013年我单位为合肥华凌股份有限公司做了一条冰箱背板成型线。背板冲切机是这条生产线上的一个单机,本人独立完成这个单机的研制任务。本生产线已交付使用,厂家已验收。
一 背板冲切机的设计
1.1 背板冲切机的设计要求
背板成型线是将一定尺寸的钢板,通过关联的各种设备,按照产品要求依次进行上料、冲切、翻转、辊轧、端压型、端折弯、下料,加工出合格的产品背板。分别对应的设备为上料机、冲切机、翻转机、辊轧机、端压型机、端折弯机和下料机。冲切机是其中重要的专机,实现背板的切角功能。
厂家对该设备提出如下要求:
(一)冲切工位所有冲切一次完成。
(二)冲切能保证加工在技术参数范围内甲方提供图纸中所有产品及尺寸范围(以甲方提供的产品图纸为准)。
(三)冲切毛刺不大于0.05mm。
1.2 背板冲切机所采取的方案
本人认真分析对方的需求,对方要求在产品的长度和宽度方面有一定范围的调整量。结合这个重点,我在多种方案的基础上确定了这个方案,就是宽度方向一边为固定边,一边为活动边,长度方向一侧固定不变,另外一侧为活动组件的方案。这个方案选择是切实可行的,符合整个生产线的布局要求。
1.3 背板冲切机的主要结构
背板冲切机主要由机械、气动和电控等部分组成。
目前油茶整地造林主要包括造林地规划、整地、排灌设施。其中,林地规划中的道路规划存在一定的不足;整地方式主要以全垦整地、环山水平梯带整地和国土过度开发整地等。排灌方面主要是油茶苗地积水较为严重。
1.3.1 机械部分
机械部分包括冲切机底座、固定侧机座、活动侧机座、一号到四号模架、冲切模具、定位机构、输送机构、废料收集装置等。
1.3.1.1 冲切机底座
底座采用钢结构型材焊接,且在型材上焊接钢板的整体底座,并经整体时效处理,具有足够的刚度和强度,用于安装固定侧机座、活动侧机座及输送装置等。
1.3.1.2 固定侧机座和活动侧机座
固定侧机座和活动侧机座采用钢结构型材焊接,且在型材上焊接钢板的结构,并经整体时效处理。产品展开宽度尺寸为473-803mm,活动侧机座活动范围是400 mm,满足要求。采用两侧导轨导向,中间滚珠丝杆转动确定调整宽度尺寸。
1.3.1.3 一号到四号模架(结构如图一)

图一
1.3.1.4 定位机构
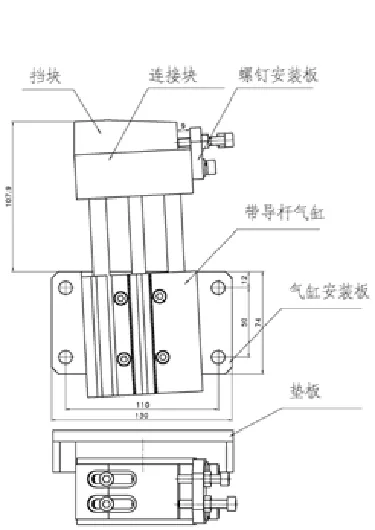
(一) 前定位机构:(结构如图二)
前定位机构的气缸安装板通过螺钉连接二号模架,挡块通过调节螺钉调整前定位尺寸,精确定位。气缸可以伸缩,板料到位时组件才有气缸打出,挡块挡料。
(二)侧定位机构
侧定位机构是:固定边处两个挡料的挡板定位;活动边两个组件,每个组件有一个气缸推动挡块帮助料在宽度方向的定位。
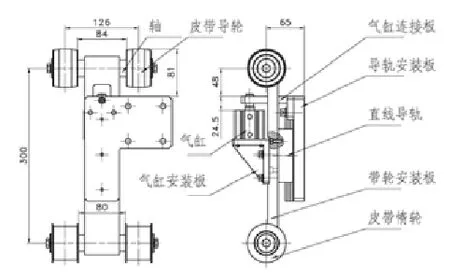
1.3.1.5 输送机构
在固定侧机架和活动侧机架上各有一组输送机构。每组输送机构两根皮带,均由电机通过联轴器使主轮旋转,从而使皮带向前运动。板料进入模具之间,中间的输送组件下降10mm,使板料与模具高度一致,同为890mm;模具冲切完成后中间的输送组件上升10mm,板料在皮带带动下向前运动,送出板料。(具体的结构如图三)。
1.4 背板冲切机的动作原理
电机带动导轮运动使皮带向前运动,进入冲切机。中间输送机构下降,前定位机构在气缸动作下向上伸出,侧面定位气缸打出,后推气缸打出,使板料打到前定位机构的挡块。油缸带动模具向下动作,压住板料,冲切产生废料,与此同时,侧定位和前后定位气缸退回。冲切完成后,中间输送机构上升,皮带带动板料向前运动。
1.5 背板冲切机的装配
图二
图三
(一)底座组合的上表面在装配零件前调整地脚螺栓,须用水平仪校平;
(二)固定侧机座安装时,宽度方向是以键的指靠面作为基准,长度方向看焊接板的边与底座对应边要保证平行;
(三)三处丝杆转动部件,要求直线导轨滑动自如,丝杆转动灵活;
(四)输送机构中升降气缸带动的部件滑动灵活,且各个导轮灵活运动,无卡滞现象,皮带不跑带。
结束语
本机是背板冲切线上的一个关键组成部分。它的质量从根本上影响到整条生产线的质量。本人精心设计,满足客户要求,较好地完成了交付任务。
(作者单位:中航工业航空动力机械研究所)