浅谈球磨铸铁管水泥内衬机布料小车的定位控制
2014-02-21董铁成本溪北营钢铁集团设计研究有限公司
董铁成/本溪北营钢铁(集团)设计研究有限公司
浅谈球磨铸铁管水泥内衬机布料小车的定位控制
董铁成/本溪北营钢铁(集团)设计研究有限公司
球磨铸铁管水泥内衬机布料小车的定位控制是球磨铸铁管生产的关键技术。本文提出控制系统,其中包括硬件结构和软件设计,并进行了论述。
球磨铸铁管;水泥内衬;布料小车;控制系统
一、序论
水泥内衬工艺是球磨铸铁管总体工艺流程中的一个重要环节,该工艺是对已经浇注完的管子内壁进行水泥衬层。对于直径在100~1000mm的球磨铸铁管,衬层厚度为3~6mm。目前,据笔者所知:我国国内几家球墨铸铁管厂自行设计制造的水泥内衬机还十分落后,不能充分满足产品质量的要求。笔者依据长期从事球磨铸铁管水泥内衬机设备的维护与保养的理论知识和实践经验,拟对球磨铸铁管水泥内衬机布料小车的定位控制,撰写本文进行探讨和研究。
本溪北营钢铁(集团)股份有限公司球墨铸铁管厂于1994年从德国布拉格公司引进了具有世界90年代水平的水泥内衬机。共引进大、小两台机组,分别对直径在350~1000mm和100~300mm的管子进行水泥衬层。按照国际产品质量标准的要求,对于直径在100~1000mm的球墨铸铁管,其长度可以分为四种:4.5m、5m、5.5m、6m。因此,在使用水泥内衬机对管子进行水泥衬层时,对不同直径、不同长度规格的管子,布料(即把水泥填充在管子内)的多少是不同的,布料小车的位移(相对于起始位)及速度也不同,如图1所示。
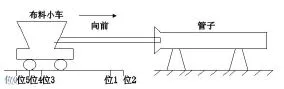
图1 布料小车的行进过程示意图
当管子传送到布料工位后,布料小车从0位开始快速向前。到位1时,布料小车慢速向前。到位2时,布料小车停止,同时边返回边布料。到位3时,布料小车慢速返回,继续布料。到位4时,布料小车停止布料并快速返回。到位5时,布料小车慢速返回,至位0停止。对于不同直径、不同长度规格的管子,图1中位1、2、3、4、5相对于位0的距离是不同的,如果该距离控制不好,布料小车就会把料步在管子的外面,造成浪费;或不能进行充分布料,影响衬层质量。根据工艺提出的这一要求,控制系统必须能够实现对布料小车进行定位控制,这是水泥内衬机在设计上需要解决的关键性技术问题。
二、布料小车电气控制系统
1.硬件结构。布料小车的定位控制系统的硬件结构如图2所示。
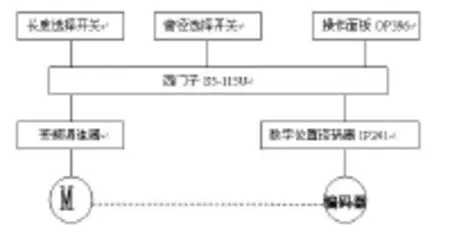
图2 控制系统的硬件结构
硬件采用了西门子S5-115U PLC控制系统。布料小车的行走速度通过三相交流电机及变频调速器控制。当布料小车行走经过位1、2、3、4、5时,S5-115U分别向变频调速器设定不同的频率基准值,以改变电机的转速,从而获得工艺上要求的布料小车行走速度。为了实现对布料小车进行定位控制,该控制系统采用了西门子数字位置译码器IP241,并采用了增量位置编码器匹配模板(匹配模板安装在IP241上)。相应的编码器采用增量位置编码器。编码器的轮盘通过皮带和布料小车驱动电机的驱动轴相联。当电机转动时,编码器的转盘跟随转动,从而在编码器内部的电子电路中形成脉冲。这些脉冲通过传输导线传送给IP241。IP241由两个通道;通道1和通道2。每个通道有16个轨道。就其功能而言,IP241与凸轮控制器的功能相似,每个轨道相当于一个电子凸轮。用户可以根据工艺要求确定使用轨道的数量,并位这些轨道建立不同的起始与终止设定值。当布料小车行走时,编码器不断向IP241发送脉冲,IP241的匹配模板对这些脉冲计数,以确定布料小车的实际位置。当计数脉冲的数值在一条轨道的起始与终止设定值之间时,IP241即对该轨道的标识符置位。S5-115U根据轨道标识符位的信号状态,实现对布料小车进行定位控制。图2中,管子长度及管径选择开关用于选择不同规格的管子。S5-115U根据管子的规格分别处理由用户所设定的数据,从而控制布料小车的行走速度计位移。操作面板OP396用于设定数字位置译码器IP241所用轨道的起始与终止设定值。
2.软件设计。S5-115U是通过集成在CPU内部的标准功能块FB156及FB157来寻址IP241的。功能块FB156用于对IP241进行初始化,以便在S5-115U启动时将各轨道的起始与终止设定值传送至IP241的匹配模板。IP241匹配模板上的数据在初始化之前被删除掉。因此,在S5-115U启动程序中要调用功能块FB156。功能块FB157用于控制IP241,它所完成的功能根据其参数的设置情况决定。本设计中,功能块FB157用于以下两个方面:(1)进行软件级同步化 因为IP241采用了增量位置编码器匹配模板,所以S5-115U在启动以后,首先要对用户所使用的通道建立零位移参考点,即进行同步化。只有在进行了同步化以后,IP241匹配模板才能对布料小车的行走位移计数。同步化可以在硬件上进行,也可以在软件上进行。本设计中,同步化是在软件上进行的,即布料小车在起始位时,S5-115U调用功能块FB157,并将其功能设置成软件级同步化。(2)修改轨道设定值 当管子规格变化时,相应IP241各轨道(即被用户所使用的轨道)的起始与终止设定值也必须跟着变化。为此,S5-115U必须通过调用功能块FB157,并将其参数设置成修改轨道设定值才能实现这一功能。由于布料小车在行走过程中根据速度的变化需要确定5个位置,因此设计上使用IP241通道1的轨道0、1、2、3、4对应布料小车的5个位置,即位1、2、3、4、5。各轨道的起始与终止设定值以及标识符位的信号状态如图3所示。
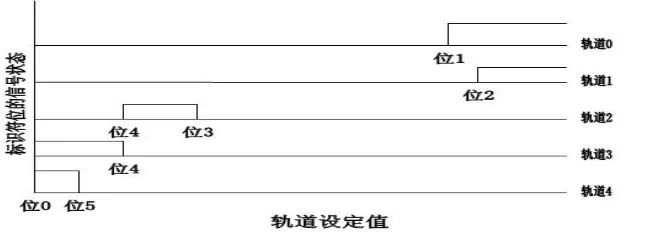
图3 轨道设定值与标识符信号状态
图3中,轨道标识符位的信号状态在搞电压时位“1,”在底电压时为“0”。不同规格的管子所对应的各轨道起始与终止设定值存储在不同的数据块中,当选定某一种规格的管子后,打开相应的数据块,其数据块被传送到由功能块FB156指定的数据块中。S5-115U再通过调用功能块FB157将更新后的数据传送至IP241,即可对模板上轨道0、1、2、3、4的起始与终止设定值进行修改。采用上述控制方式所实现的布料小车定位控制,会使布料小车在位1、2、3、4、5产生小于20mm的行走误差。造成这一误差的主要原因是由于变频调速器在响应S5-115U的指令后需要有一个短的加速、减速过程和小车的惯性作用。但由于工艺上要求上的误差范围是0~30mm,上述误差是能够满足工艺要求的。
三、结束语
该系统在实际生产中自动化程度高、故障率低、控制准确、布料适量,能充分保证产品的质量。目前,本溪北营钢铁(集团)股份有限公司球墨铸铁管厂水泥内衬机衬层合格率接近于100%,成效显著。
