国产Ф180 mm连轧管机组的装备水平及应用
2014-02-20吕建钢李永刚汤德瑞
吕建钢,李永刚,汤德瑞
(1.天津市精通无缝钢管有限公司,天津300353;2.天津君晟成套设备有限公司,天津300300)
国产Ф180 mm连轧管机组的装备水平及应用
吕建钢1,李永刚2,汤德瑞2
(1.天津市精通无缝钢管有限公司,天津300353;2.天津君晟成套设备有限公司,天津300300)
概述了国产Ф180 mm限动芯棒连轧管机组的生产能力、生产流程、设备选型及产品的规格与品种,介绍了该机组立式锥形辊穿孔机、5机架限动芯棒连轧管机、3机架脱管机、24机架张力减径机等主要设备的特点及技术参数。以Ф73 mm×5.51 mm和Ф159 mm×14 mm两个规格的产品质量验证了国产连轧管机组主要设备的性能,为无缝钢管生产企业的设备选型提供了更多的选择。
热轧无缝钢管;国产连轧管机组;立式锥形辊穿孔机;限动芯棒连轧管机;脱管机;张力减径机
天津市精通无缝钢管有限公司(简称天津精通)的国产Ф180 mm连轧管机组于2011年3月6日动工,2013年8月19日全线热负荷试车成功并开始正式生产。设计规模为年产热轧无缝钢管35万t,产品规格为Ф48~177.8 mm×3~25 mm,主要品种为管线管、输送流体用管、结构用管、石油套管管体、油井管接箍坯料、高压锅炉用管、低中压锅炉用管、液压支柱管、高压化肥管等。
国产Ф180 mm连轧管机组采用立式带导板锥形辊穿孔机、5机架限动芯棒连轧管机、3机架脱管机、24机架张力减径机等,其机械部分由天津君晟成套设备有限公司提供,电气控制系统由天津精通和天津天传电气有限公司共同开发完成。配备了天津精通自主开发的穿孔机工艺辅助设计系统、连轧工艺监控系统、轧制过载保护系统、张力减径机工艺辅助设计系统和在线质量检测保证系统等。本文主要对该机组的装备水平及应用情况进行介绍。
1 机组工艺流程
国产Ф180 mm连轧管机组的工艺流程如图1所示。
现以Ф210 mm管坯轧制Ф48.0~177.8 mm钢管为例对工艺流程进行描述。

图1 国产Ф180 mm连轧管机组的工艺流程示意
Ф210 mm连铸长圆管坯运至坯料准备区,由冷锯锯切成1.5~3.5 m的定尺长度,经环形加热炉加热到1 250~l 280℃后,送往穿孔机穿轧成Ф222 mm毛管。毛管在旋转托辊上进行吹氮、喷硼砂后由横移机械手送到连轧管机预穿台架,再由毛管上料回转臂送入轧管机前台,穿入芯棒。当芯棒限动系统将芯棒前端送至连轧管机的预定位置时,毛管和芯棒一起进入连轧管机,将毛管轧制成Ф185/ 195 mm的荒管(毛管在进入连轧管机前需用高压水除鳞)。荒管直接进入3机架脱管机脱管。脱管后芯棒返回前台,经冷却、润滑后循环使用,脱管后的荒管经辊道运输后有2条工艺路线选择:①经常化冷床快速(或常化)冷却后进入再加热炉,加热到920~980℃后出炉,经高压水除鳞后送至张力减径机轧制成Ф48~177.8 mm钢管;②不进入再加热炉,由旁通辊道运送经高压水除鳞后,送往张力减径机轧制。钢管在冷床上冷却后,被成排送往排管锯,切割成所需的定尺长度,随后送往六辊矫直机矫直。矫直了的钢管经吸灰后进行管体无损探伤,对有缺陷的钢管进行人工在线修磨、探伤、切管,对合格的钢管进行测长、称重、人工检查等。然后根据钢管不同的工艺要求进行喷印包装或送往相关生产线继续加工[1-5]。
2 主要设备特点及参数
2.1 立式锥形辊穿孔机
立式锥形辊穿孔机如图2所示,机架牌坊为铸钢结构,机架整体刚度好,便于制造。下横梁用螺栓固定在机架上;上横梁为可移动式,工作状态由液压缸锁紧,换辊时可移动到牌坊两侧。两轧辊与轴承座在机架内上下布置。轧制分力通过穿孔机牌坊内上下轧辊调节机构吸收。轧辊轴承箱的结构为互换式,装在上下转毂中,其导向装置安装在穿孔机牌坊内。
锥形辊穿孔机工作时轧制中心线保持不变。轧辊轴承座通过上下调节机构,对轧制中心线进行上下调整,其工作辊上、下垂直布置,导板左右水平布置。与传统的二辊斜轧穿孔机相比,立式锥形辊穿孔机具有以下特点[6-7]:

图2 立式锥形辊穿孔机
(1)采用铸造整体机架,刚度大。完善的液压平衡和锁紧机构,使穿孔过程的弹跳值减至最小,保证调整参数的准确和毛管尺寸的精度。
(2)采用可靠稳定的长入口导套和布置在牌坊上的机内抱心辊,可减小被穿毛管的壁厚偏差,弥补了连轧纠偏能力差的缺点。
(3)轧辊直径由入口向出口逐渐增大,与穿孔时金属流动速度逐渐增加相一致,有效地避免了桶形轧辊的横锻效应,减少了毛管外表面缺陷。
(4)可实现大延伸、大扩径量穿孔。延伸因数可达4.0以上,扩径量可达30%,这有利于减少管坯规格,扩大产品规格范围。
(5)变形区加长,变形过程变缓,轧制孔型封闭性好,可穿制高合金钢和壁厚较薄的毛管,为连轧管机提供高质量的毛管。
(6)穿孔效率高。锥形辊穿孔机穿孔速度快,穿孔周期短,产量高,适合与连轧管机配套使用。
锥形辊穿孔机技术性能参数如下:
轧辊直径850~1 000 mm
轧辊长度750 mm
送进角6°~15°
辗轧角15°
轧辊最大开度300 mm
轧制速度0.54~1.10 m/s
轧辊转速114 r/min
轧辊电机功率4×1 500 kW
管坯规格Ф210 mm×1 500~3 500 mm
毛管规格Ф222 mm×13.7~28.3 mm
2.2 连轧管机
国产Ф180 mm限动芯棒连轧管机如图3所示,为MPM型二辊5机架连轧管机。轧辊机架采用平-立布置形式:第1、3、5机架水平布置,第2、4机架垂直布置,5个机架均设有液压卸荷装置(当轧制压力超过设定值,液压系统卸荷,保护机械及电气设备不受损坏)。产品质量好,尺寸精度高,工具消耗少,品种范围广,产量高,单位产量投资低,是生产小直径无缝钢管的最佳机型[8-9]。

图3 国产Ф180 mm限动芯棒连轧管机
该连轧管机主要特点如下:
(1)工艺设计时既考虑了芯棒预穿,也考虑了在线穿棒,但芯棒预穿只用于壁厚大于16 mm毛管的生产,其他规格毛管采用在线穿棒,以防芯棒与毛管接触时间长,钢管温降快。
(2)轧管机入口侧设置高压水除鳞装置,可改善钢管表面质量。
(3)在连轧管机前增设1架空心坯减径机,其作用是将毛管内径与芯棒间的间隙减至最小,以提高连轧管机轧制的稳定性,从而提高轧制效率。空心坯减径机选用单机架四辊(2辊主动,2辊从动),孔型封闭性较好。
(4)MPM连轧管机选用了成熟的机械压下辊缝控制技术,并设有液压卸荷装置。它既可以减少投资,降低介质消耗,又可以改进工艺和操作,减少故障,降低成本。此技术同单纯的机械压下、小行程液压控制相比具有以下优点:①带有液压卸荷,动态性能好;②位置精度高,重复性好;③可用于轧制力的测量和控制;④可过载保护,防止轧卡,减少停机。
连轧管机技术性能参数如下:
轧辊直径465~525 mm(1~3机架)
420~470 mm(4~5机架)
出口最大速度4.0 m/s
最大轧制力3 400 kN(1~3机架)
1 350 kN(4~5机架)
轧辊电机功率1 000~1 600 kW(1~3机架)
450~1 000 kW(4~5机架)
电机转速60~500 r/min(1~3机架)
60~1000 r/min(4~5机架)
荒管规格Ф185/195 mm×4.0~24.2 mm
2.3 脱管机
脱管机与MPM连轧管机呈一条线布置,从而保证钢管从芯棒上连续脱管。脱管机的框形机架为焊接结构,包括用于轧辊机架传动的3根轴和相应的联轴器,以及用于轧辊机架在工作位置上精确锁紧的机构。
脱管机采用最新结构的三辊式3机架3电机单独传动,设备结构紧凑,机架更换方便。缩短了工艺流程,提高了终轧温度,并且在脱管的同时也起到一定延伸和定径的作用,利用脱管机可直接生产部分极限规格钢管。
脱管机技术性能参数如下:
轧辊名义直径420 mm
轧辊机架间距400 mm
荒管最大壁厚25.0 mm
荒管温度950~1 050℃
电机功率3×225 kW
电机转速900~1 800 r/min
减速比3.10~3.15
脱棒后荒管规格Ф175/185 mm×4.0~25.0 mm
2.4 张力减径机
24机架外传动张力减径机如图4所示。该机机架设计为三辊式矩形结构,最大24机架位排放,由3套主电机+迭加电机传动,即采用3组串列式6电机集体差速传动的方式:第1~8机架由1号主电机和1号迭加电机传动,第9~14机架由2号主电机和2号迭加电机传动,第15~24机架由3号主电机和3号迭加电机传动。3套主电机+迭加电机转速分别通过3套齿轮减速箱变速(1号主电机和1号迭加电机到每一机架的传动比不同,2号和3号主电机到各机架传动比相同,2号和3号迭加电机到各机架传动比不同),然后由减速箱的24根轴输出,24根轴呈上下交错排列,每根轴经分齿箱的伞齿轮啮合另两根轴后分别作用1个机架的3个轧辊。

图4 24机架外传动张力减径机
每个机架的3个轧辊采用外传动方式,与传统的内传动相比具有以下特点[10-11]:
(1)结构简单,设备维修方便。机架中的轧辊传动从机架外部单个传动,机架内只装3个轧辊和支承轧辊的轴承,运行成本低,设备简单,因而机架的换辊、拆装和维护比较方便。
(2)有利于缩小机架间距和提高机架强度,可减少成品管切头、切尾的损失,提高成材率。
(3)能适应张力减径机频繁换辊的需要。同时还能保证轧辊的装配精度,减少机架的制造和装配工作量。
张力减径机技术性能参数如下:
轧辊名义直径310 mm
轧辊机架间距290 mm
单机架减径率6.5%
总减径率72%
轧制力矩22 kN·m
轧制力 140 kN
成品管规格 Ф48~177.8 mm×3.5~25.0 mm
3 先进的电气控制技术
3.1 供电系统
直流传动控制系统共设计10台整流变压器。穿孔机上辊和下辊、轧管机1号和4号机架、张力减径机1号和2号电机等均采用裂解式双副边整流变压器。这对电网构成等效十二相整流电路,可以大大减少谐波对电网的影响。轧管机5机架由1台整流变压器独立供电,脱管机3台电机、空减机架电机和穿孔机顶杆小车共用1台整流变压器,每套系统的进线侧加进线电抗器。
穿孔区和轧管区直流电机励磁电源由整流变压器ZB7供电,张力减径区直流电机励磁电源由整流变压器ZB10供电;其他辅助传动交流电机,包括辊道电机、调整电机,以及液压泵等,由动力变压器供电。电气设备的控制电源,也是来自厂区的动力变压器。
3.2 传动系统配置
电控设备采用交-直流混合传动方式:直流电动机采用西门子公司的6RA70全数字控制装置,有调速要求的交流电机采用西门子公司的SINAMICS S120变频器和日本安川电机的A1000系列变频器,其他不调速交流电机采用继电器、接触器控制。
3.3 自动化系统
采用了西门子公司最新的SIMATIC S7系列PLC组成系统,系统采用多级网络化设计,即工业以太网。它可以快速准确地完成集中监控和数据传输,其传输速率为100 Mb/s;可采用TCP/IP协议,适应性更广泛、灵活。其原理为随机总线访问方式,即各设备相对独立,如果一个设备失效,其他设备的数据通信不受影响,这样使数据通信更为可靠。PROFIBUS是令牌方式的现场总线网,其特点是实时性好,传送速率最高达12 Mb/s,最远距离可达1 200 m,通过PROFIBUS网可将传动系统及现场远程I/O连为一体,减少了电缆的使用量,提高了设备的安全性和数据传输的可靠性[12-13]。
4 生产效果及实测数据分析
试生产1个月,机组工艺设备、工辅设施及自动化控制系统运转正常,轧制节奏最快为35 s,平均为40 s(还可进一步提速),共热轧钢管7 256 t,最高班产量381.9 t。产品规格最小Ф73 mm×5.51 mm,最大Ф159 mm×14 mm,共计12个规格,4个钢种(20、27SiMn、45、N80)。经检测,产品内外表面质量、尺寸精度、物理力学性能等均符合相应标准。生产线全套设备达到设计要求。
以Ф73 mm×5.51 mm和Ф159 mm×14 mm规格产品的实测数据进行分析。通过电锯切断钢管头部和尾部,获得产品壁厚和外径数据,在钢管头、中、尾部沿圆周各均匀选12个测量点测量外径和壁厚。减径后Ф73 mm×5.51 mm规格钢管长71.8 m,经切头2.4 m、切尾1.6 m后,实测几何尺寸见表1;Ф159 mm×14 mm钢管长18 m,切头400 mm,切尾300 mm,实测几何尺寸见表2。
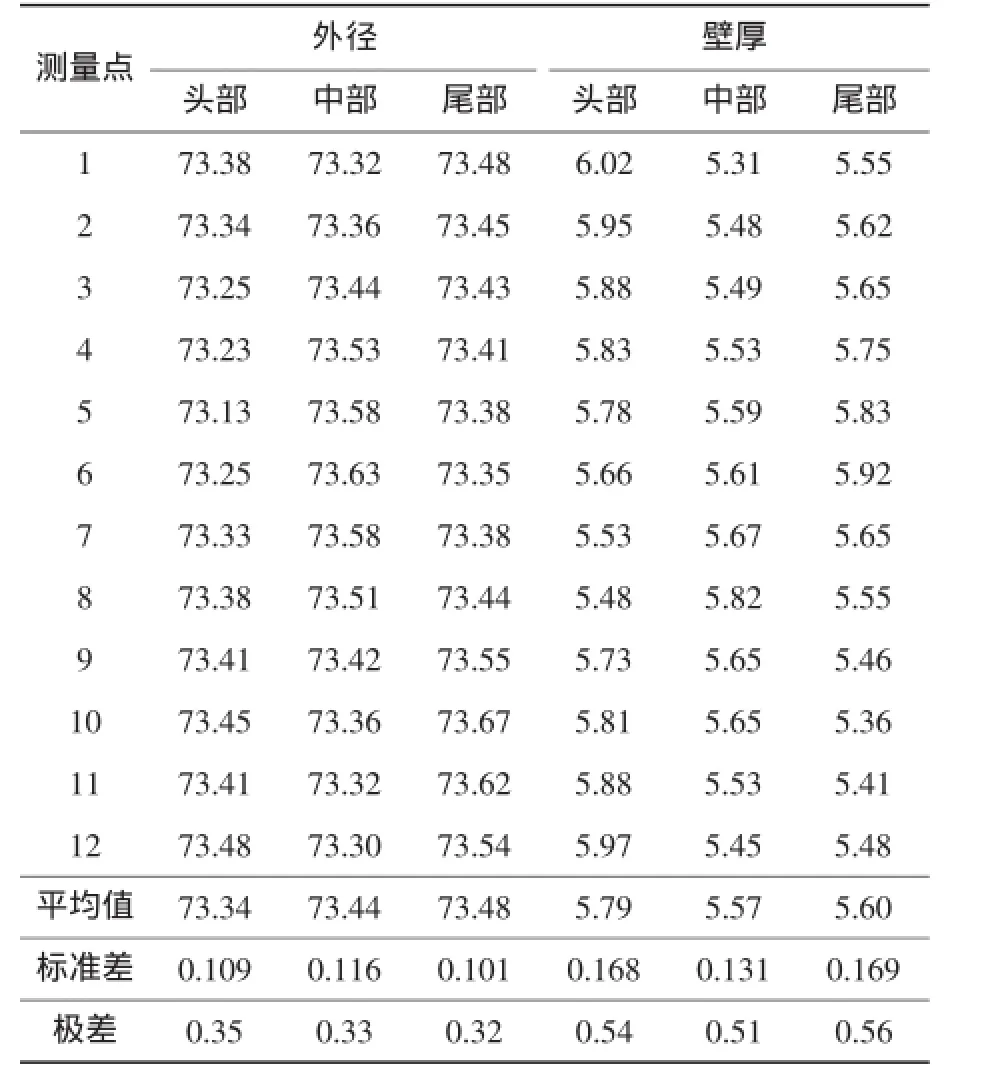
表1 Ф73 mm×5.51 mm规格产品的实测几何尺寸mm
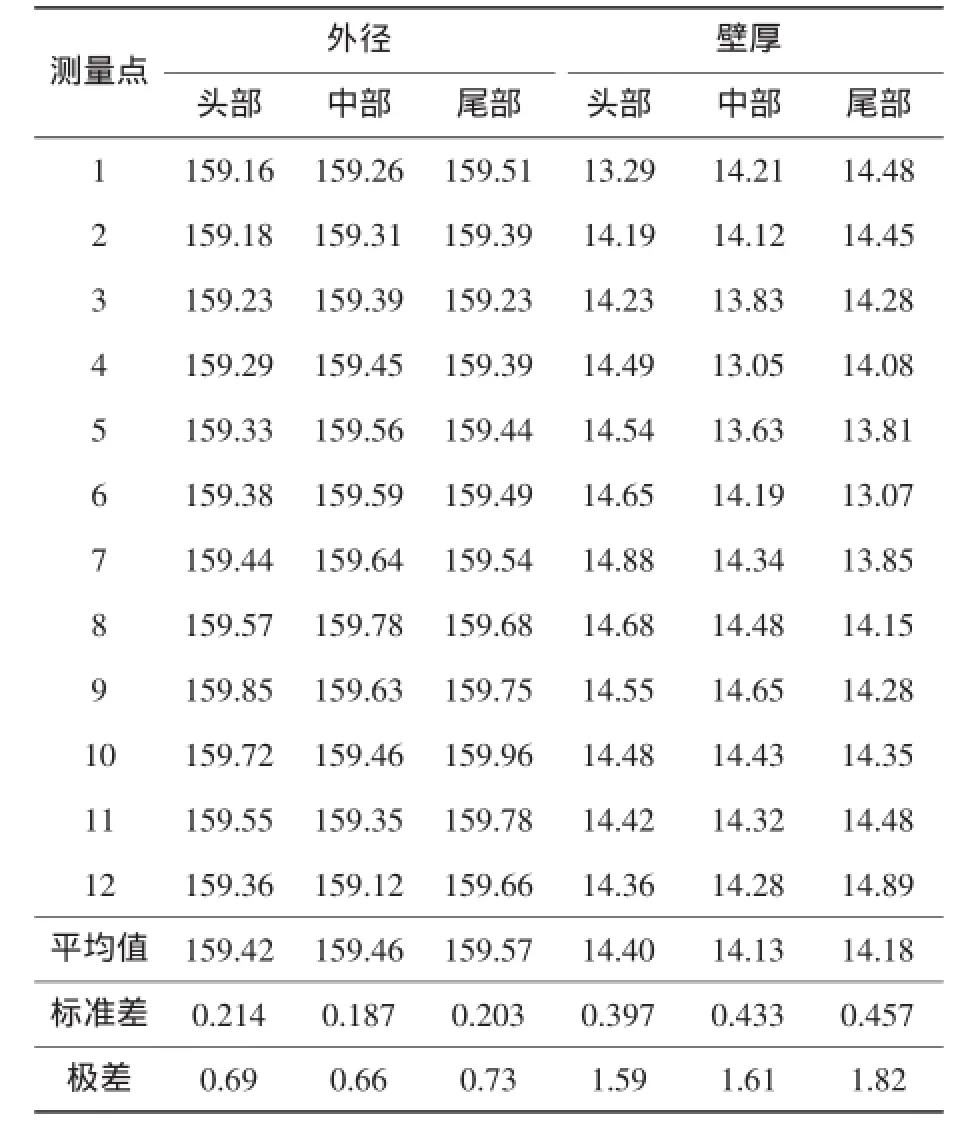
表2 Ф159 mm×14 mm规格产品的实测几何尺寸mm
从表1~2可以看出:天津精通国产Ф180 mm连轧管机组生产的无缝钢管质量好,精度较高,产品完全满足相应标准,全套设备已达到设计要求。
5 结语
天津精通国产Ф180 mm连轧管机组生产线具有设备布置紧凑、工艺流程短、运行可靠、生产效率高等特点;开发的生产线电气传动及自动化系统,技术先进、匹配完整、配置合理、使用安全可靠;生产线投产后使用状况良好,运行稳定,各项性能均达到设计要求。该机组具有良好的推广前景,其成功投产为我国无缝钢管生产企业在设备的更新改造方面提供了更多的选择。
[1]肖松良.Ф273 mm限动芯棒连轧管机组工艺设备特征[J].钢管,2006,35(5):37-42.
[2]周晓锋,张传友.天钢Ф258 PQF连轧管机组介绍[J].钢铁研究,2009(5):46-50.
[3]杜民献.连轧管工艺改进[J].中国高新技术企业,2007(11):79-81.
[4]陈江林,夏洪斌.新一代Ф159三辊式限动芯棒连轧管机[J].四川冶金,2009(2):26-30.
[5]曾良平,易兴斌.Ф340 mm连轧管机组工艺技术特点和装备水平[J].钢管,2006,35(4):35-38.
[6]刘志勇,星晓东,王玉勃.Ф273 mm Accu-roll无缝钢管机组工艺与设备[J].金属世界,2008(5):51-54.
[7]肖松良.Ф89 mm半浮芯棒连轧管机组工艺装备及控制特点[J].钢管,2005,34(3):35-40.
[8]刘铁航.现代国产限动芯棒连轧管机工艺设备基本特征[J].钢管,2010,39(4):36-38.
[9]李元德,李国栋,田颖峰.对连轧管机机型选择的探讨[J].钢管,2011,40(2):20-24.
[10]刘邦义.SM670A12型定径机的技术特性[J].湖南冶金,2005(4):39-41.
[11]武建兵,刘世虎.SRM330-24机架张力减径机简介[J].机械管理开发,2009(1):70-71.
[12]张军.连续热镀锌生产线张紧装置电控系统设计[J].机械设计,2009(10):23-26.
[13]张东旭,李继伟,梁猛,等.现场总线技术在大型轧管厂的应用与探索[J].钢管,2013,42(5):73-76.
Equipment Level and Application of Home-made Ф180 mm MPM Plant
LV Jiangang1,LI Yonggang2,TANG Derui2
(1.Tianjin Master Seamless Steel Pipe Co.,Ltd.,Tianjin 300353,China;2.Tianjin Junsheng Complete Equipment Co.,Ltd.,Tianjin 300300,China)
Briefed in the paper are the production capacity,production flow,equipment type selection,product specification and variety of the home-made Ф180 mm plant.Also introduced are the characteristics and technical parameters of the main equipments of the plant,i.e.the vertical cone type piercer,5-stand retained mandrel pipe mill,3-stand extracting mill,24-stand stretch reducing mill etc.The properties of the main equipments of the homemade MPM plant are verified by the quality of two sizes of products,Ф73 mm×5.51 mm and Ф159 mm×14 mm,which provide more options for the equipment type selection to seamless steel tube manufacturers.
hot-rolled seamless steel pipe;home-made MPM plant;vertical cone type piercer;retained mandrel pipe mill;extracting mill;stretch reducing mill
TG335.71
B
1001-2311(2014)03-0059-05
2014-02-27)
吕建钢(1966-),男,硕士,高级工程师,总经理,从事无缝钢管生产工艺、设备等技术研发和管理工作。