Q345钢生产双相钢无缝钢管的工艺试验及成型性能评价
2014-02-20刘纪源刘大伟朱伏先石明浩
刘纪源,刘大伟,朱伏先,石明浩
(1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110819;2.沈阳东洋异型管有限公司,辽宁沈阳110003)
Q345钢生产双相钢无缝钢管的工艺试验及成型性能评价
刘纪源1,刘大伟2,朱伏先1,石明浩1
(1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110819;2.沈阳东洋异型管有限公司,辽宁沈阳110003)
通过对Q345无缝钢管进行中频感应加热及环形喷水冷却,得到了铁素体+马氏体的双相钢无缝钢管。采用单向拉伸试验测试钢管的力学性能,结合钢管在扫描电镜和透射电镜下的微观组织形貌,分析了临界区不同退火温度对双相钢无缝钢管的组织及性能的影响。采用管端扩口试验方法,对试验钢管的成型性能进行评价。结果表明:Q345无缝钢管通过中频感应加热至临界区退火后,可获得高强度、高成型性能的双相钢无缝钢管,其中750℃退火后,试验钢管的各相分布较为均匀,应力应变曲线呈现连续屈服状态,强塑积可以达到16 510 MPa·%。
双相钢无缝钢管;中频感应加热;环形喷水冷却:临界区退火温度;管端扩口试验;成型性能评价
从节约能源和降低污染的角度出发,汽车轻量化生产是当下汽车行业的一个热点。其中,大量使用机械性能符合要求的空心件取代原有的实心件,催生了异型管成型和内高压成型等管材二次加工技术的发展[1-3],这就要求原料管材具有更高强度和良好的冷成型性能。文献[4-5]提出将碳钢无缝钢管通过热处理的方式转变为具有良好强塑性的双相钢钢管或TRIP(相变诱发塑性)钢管的想法,从而在不增加冶炼成本的条件下,提高钢管强度并满足管材二次加工的性能要求。中频感应加热具有升温速度快,加热均匀,生成氧化铁皮少等特点,并且环境污染小,符合节能减排的生产理念[3]。本文介绍了采用中频感应加热结合环形喷水冷却的方式[6-7],以普通Q345无缝钢管为原料,开发出具有高强塑性的双相钢无缝钢管,并对临界区不同退火温度对试验钢管组织性能的影响[8]进行探讨。
1 试验方法
试验用Q345无缝钢管的化学成分见表1。原料为130 kg铸锭,锻造成近似Ф75 mm棒材,车削掉表面不平整部分,得到Ф70 mm圆棒;将圆棒加热到1 200℃,保温2 h后穿孔,经多道次冷拔,生产出热处理用薄壁无缝钢管(Ф41 mm×1.2 mm)。采用临界区退火和低温过时效工艺,获得具有铁素体+马氏体的双相钢组织。双相钢无缝钢管热处理工艺如图1所示,感应加热的临界区退火温度分别设定为700℃、730℃和750℃,冷却速率为80℃/s。热处理后沿钢管轴向截取标距为25 mm的拉伸试样,进行室温拉伸试验,试样尺寸如图2所示,拉伸速度为3 mm/s;沿钢管轴向取8 mm×8 mm的片状试样,经研磨和4%硝酸酒精腐蚀后,用扫描电子显微镜(SEM)观察钢管微观组织;在钢管轴向上截取直径3 mm、厚度50 μm的圆形薄片,经电解双喷后,在透射电子显微镜(TEM)下观察钢管微观组织;采用管端扩口的方式对双相钢无缝钢管进行成型性能评估,选用30°和60°的锥形顶角工具,扩口率λF按公式(1)[9-10]计算:

式中DF——扩口后钢管直径,mm;
D0——钢管初始直径,mm。

表1 试验用Q345无缝钢管的化学成分(质量分数)%

图1 双相钢无缝钢管热处理工艺

图2 试验钢管拉伸试样尺寸示意
2 试验结果
试验钢管的初始组织如图3(a)所示,由铁素体和珠光体组成。拉拔过程中晶粒都被不同程度拉长,并且存在一部分带状组织,珠光体组织变形后,仍保留其片层状结构,如图3(b)所示。

图3 试验钢管组织
试验钢管临界区不同退火温度热处理后的钢管组织均由铁素体和马氏体组成,3种退火组织中的马氏体体积分数变化并不大,只是随着温度的升高略有增加,如图4所示。通过观察不同退火温度下试验钢管的微观组织,临界退火温度较低时,铁素体中仍存在一定量的冷加工硬化组织,一般表现为小角度晶界亚结构,如图4(a)中箭头所示。随温度的升高,钢中的亚结构逐渐消除,也就意味着钢管组织中再结晶逐渐完全。当温度达到730℃时,如图4(b)所示,试验钢管的铁素体和马氏体的晶粒均有所细化,但晶粒尺寸并不均匀(椭圆标注区域)。当退火温度为750℃时,试验钢管微观组织中的铁素体和马氏体晶粒均比700℃时的细小,并且各个晶粒的尺寸都比较均匀[11],如图4(c)所示。

图4 不同退火温度热处理后试验钢管的SEM形貌
临界区不同退火温度下试验钢管的拉伸曲线如图5所示。原始钢管在拉伸过程中出现了较为明显的屈服平台,屈强比较高;经过热处理后的双相钢无缝钢管在强度上有非常明显的提升,并且伸长率有小幅度提高,加工硬化性能大幅提高。退火温度为700℃时,钢管在拉伸过程中出现了一个小的屈服平台,而另外两个温度退火钢管的拉伸曲线呈连续屈服的状态。临界区不同退火温度双相钢钢管的力学性能见表2,原始钢管经过冷拔变形,产生了一定的加工硬化(小角度晶界亚结构),这为后续临界区退火工艺提供了形核点和再结晶驱动力。热处理后的双相钢无缝钢管力学性能,随着退火温度的升高,抗拉强度升高,屈服强度下降,屈强比降低,加工硬化指数升高,而伸长率呈现先降低后升高的趋势,当退火温度为750℃时,试验钢管的强塑积最高达到16 510 MPa·%。
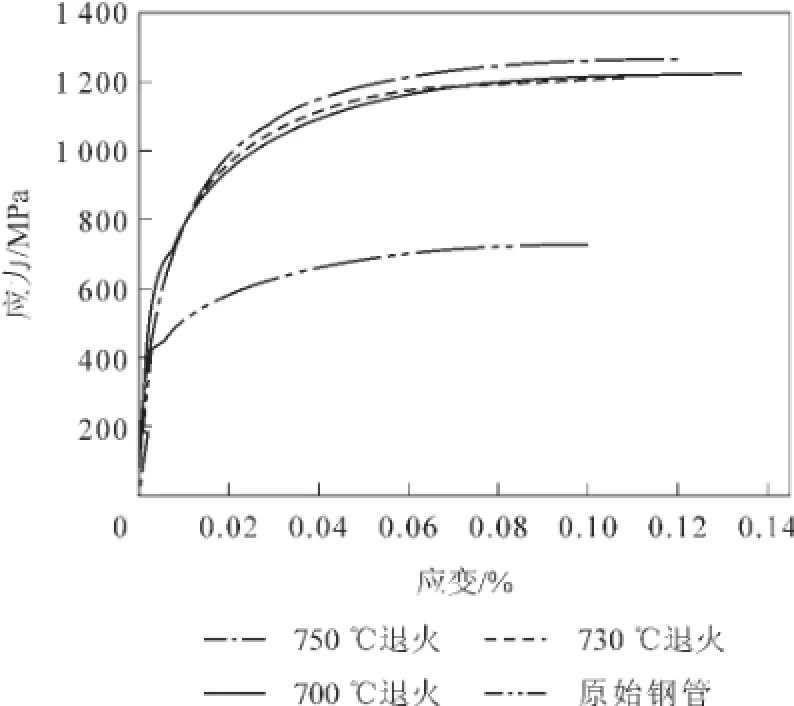
图5 临界区不同退火温度下试验钢管的拉伸曲线
在中频感应加热过程中,其炉体比常规步进式炉短,在钢管逐支入炉时,钢管的头、尾部在感应线圈内加热时所受的功率分配不均,导致受热程度与钢管其他部位有所差别,受影响区域长度与感应炉的长度有关。在钢管全部进入线圈内部时,由于线圈和钢管的同心度良好,故受热是均匀的,钢管周向的组织和性能表现均匀[12]。
为评价试验钢管的冷成型性能,对退火温度为750℃的试验钢管进行扩口试验,经过测量和公式(1)计算,30°和60°的扩口率分别为0.172和0.196;因此,试验钢管具有较好的冷成型性能,可以满足异型管成型和部分内高压成型工艺的要求。
3 分析讨论
由于试验钢管的加热方式为中频感应加热,加热速度大于200℃/s,在加热过程中,冷拔产生的大量变形亚结构的回复受到了很大程度的抑制,可以给铁素体再结晶和奥氏体形核提供更多的形核点和能量。所以,通过中频感应加热的方式可以使晶粒得到细化,但加热和冷却是连续进行的,保温时间较短,临界区退火温度直接决定退火是否完全。当退火温度为700℃时,冷拔产生的亚结构未能完全消除,一方面没有使冷加工变形储能完全作为再结晶形核的驱动力,使铁素体再结晶和奥氏体形核不完全,而最终的铁素体和马氏体的晶粒尺寸均较大;另一方面会在二次加工变形的初期阻碍位错的滑移而提高钢管的屈服强度[13](图5)。当退火温度升高至730℃时,铁素体晶粒几乎完成了完全再结晶,但马氏体的晶粒尺寸并不均匀。出现该现象的主要原因是由于在中频加热过程中,铁素体的再结晶形核先于珠光体向奥氏体转化,由于保温时间短,奥氏体晶粒长大不充分,造成了一部分的晶粒较小[14]。晶粒的尺寸不均匀对拉伸变形造成了影响,故该温度退火后的钢管伸长率下降较大。当临界区退火温度为750℃时,由于温度的升高,给奥氏体形核及长大提供了更多的驱动力,并在较短时间内完成,故最终的组织完成了完全的退火,晶粒尺寸均匀。

表2 临界区不同退火温度下双相钢钢管的力学性能
随着临界区退火温度提高,马氏体体积分数有所增加(图4),其直接作用就是提高了试验钢管的强度。试验钢管在不同退火温度下的力学性能如图6所示,加工硬化指数n值随着温度的升高而增大,屈强比随着温度的升高而降低,这表明750℃退火的试验钢管具有更好的成型性能。这是因为试验钢管具有均匀的晶粒尺寸,以及连续屈服的特性,由于具有面心立方结构的奥氏体在冷却过程中发生马氏体相变,马氏体具有体心立方结构,相变过程中产生了体积膨胀,在铁素体内部诱发了大量可动位错。750℃退火的试验钢管TEM形貌如图7所示。在拉伸变形过程中,铁素体更易进入塑性变形状态,而细小弥散分布的马氏体可以抑制铁素体过分变形,使整个变形过程具有高的硬化状态。若临界区退火温度继续升高,则会提高马氏体的体积分数,钢管的抗拉强度会随之提高,但由于铁素体的体积分数下降,塑性也会降低。所以,以Q345钢为原料通过中频感应加热的方式进行热处理的双相钢无缝钢管,以750℃作为其临界区退火温度时,铁素体和马氏体的体积配比比较理想,马氏体的体积分数约40%,双相钢钢管具有良好的综合性能,强塑积达到16 510 MPa·%。
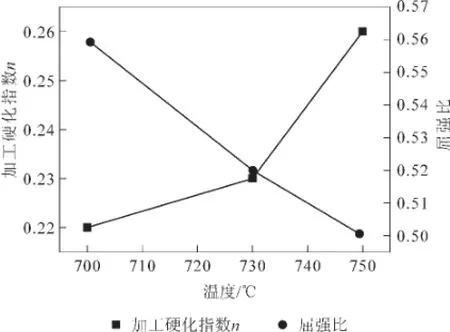
图6 试验钢管在不同退火温度下的力学性能

图7 750℃退火的试验钢管TEM形貌
在管端扩口试验中,750℃退火试验钢管不同扩口角度的断口形貌如图8所示。断口形貌为韧窝状组织,未见“河流”状脆性断裂组织;因此,在扩口过程中,试验钢管的断裂方式是韧性断裂。这是因马氏体晶粒较细小,且比铁素体硬度大,可在铁素体产生屈服后阻碍其过分的变形,从而延缓断裂。均匀分布的马氏体使铁素体各个方向上的变形较均匀,在后续的变形过程中能够产生较高的加工硬化,从而提高钢管的塑性及其扩口率。不同扩口角度试验后的韧窝相比,扩口角度60°的韧窝较深,扩口率也较高,可以发挥更好的塑性。

图8 750℃退火试验钢管不同扩口角度的断口形貌
普通Q345无缝钢管经过适当的临界区退火,可生产出马氏体体积分数约40%的双相钢无缝钢管,从而提升了钢管的屈服强度和抗拉强度(比普通Q345钢管高出500~600 MPa)。同时,细小的马氏体均匀分布在铁素体基体上,可保证双相钢无缝钢管具有良好的塑性,以及较好的二次加工性能,满足大部分汽车结构件的工业生产要求。
4 结论
(1)通过对普通Q345无缝钢管进行中频感应加热和环形喷水冷却热处理,开发出强塑积最高可达16 510 MPa·%的双相钢无缝钢管。
(2)将钢管通过中频感应加热的方式加热至临界区退火,可以细化铁素体和马氏体晶粒,获得两相晶粒尺寸均匀、体积配比较为合理的高强度高成型性无缝钢管。
(3)用普通Q345钢开发的双相钢无缝钢管,经30°和60°扩口试验后扩口率分别为0.172和0.196,断裂方式均为韧性断裂,可以满足大部分汽车结构件的二次加工性能要求。
[1]殷国茂.我国钢管飞速发展的十年概述[J].钢管,2009,38(2):1-11.
[2]杨秀琴.我国钢管工业的现状、问题与发展前景(上)[J].钢管,2008,37(1):12-17.
[3]杨秀琴.我国钢管工业的现状、问题与发展前景(下)[J].钢管,2008,37(2):1-4.
[4]朱伏先,张自成,李艳梅.高成型性高强度钢管制造技术的研究新动向[J].钢管,2010,39(1):35-37.
[5]张自成,朱伏先.高强塑性TRIP钢无缝钢管开发及其内高压成形性能的研究[J].钢管,2012,41(3):13-23.
[6]王三云.钢管中频感应加热热处理的优点和最新技术[J].焊管,2001,24(3):41-47.
[7]Pavlina E J,Van C J,Hertel K.Hydraulic bulge testing of dual phase steel tubes produced using a novel processing route[J].Journal of Materials Processing Technology,2008,201(1-3):242-246.
[8]王国栋.控轧控冷技术的发展及在钢管轧制中应用的设想[J].钢管,2011,40(2):1-8.
[9]Zhang Z C,Manabe K,Zhu F X,et al.Evaluation of hydroformability of TRIP steel tube by flaring test[J]. Journal of the Chinese Society of Mechanical Engineers,2010,31(1):39-46.
[10]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 242—2007金属管扩口试验方法[S].北京:中国标准出版社,2007.
[11]Zhang Z C,Zhu F X,Li Y M,et al.Effect of thermomechanical processing on ferrite grain size and retained austenite morphology of Si-Mn TRIP steel[J].Steel Research International,2010,81(9):110-113.
[12]朱伏先,张明亚.双相钢无缝钢管的中频感应热处理工艺研究[J].钢管,2013,42(4):11-15.
[13]马鸣图,吴宝榕.双相钢——物理和力学冶金[M].北京:冶金工业出版社,1988:13-67.
[14]Zhang Z C,Zhu F X,Di H S,et al.Effect of heat treatment on microstructure and mechanical properties of lowcarbon TRIP steel tube[J].Materials Science Forum,2010(654-656):290-293.
Technological Tests on Dual Phase Seamless Steel Pipe Made from Q345 Steel and Evaluation of its Forming Performance
LIU Jiyuan1,LIU Dawei2,ZHU Fuxian1,SHI Minghao1
(1.State Key Laboratory of Rolling Technology and Rolling Automation,Northeastern University,Shenyang 110819,China;2.Shenyang Dongyang Special Section Tube Co.,Ltd.,Shenyang,110003,China)
By applying intermediate frequency induction heating and spray ring cooling on a Q345 seamless steel pipe,a dual phase seamless steel pipe containing ferrite and martensite is made.Analyzed the influence of different intercritical annealing temperatures on the structure and properties of the dual phase seamless steel pipe. Also evaluated is the forming performance of the testing pipe by the pipe end expanding test.The results of the tests indicate that when a Q345 seamless steel pipe is heated to intercritical temperature by intermediate frequency induction heating and then treated by annealing,a dual phase seamless steel pipe with high strength and high forming performance will be made.For example,after being annealed at 750℃,the testing pipe will have a relatively homogeneous phase distribution,a stress-strain curve showing continuous yielding and a product of strength and elongation reaching 16 510 MPa·%.
dual phase seamless steel pipe;intermediate frequency induction heating;spray ring cooling;intercritical annealing temperature;pipe end expanding test;forming performance evaluation
TG335.71
B
1001-2311(2014)03-0039-05
2013-08-20;修定日期:2014-05-07)
刘纪源(1984-),男,博士,长期从事钢材组织性能控制及钢铁新材料的研究工作。