浅谈如何提高轧辊加工效率
2019-11-27张小宇
张小宇
(南京钢铁联合有限公司,江苏 南京 210000)
1 前言
在竞争日益激烈、市场低迷的大环境下,为了突破重围走“薄、特、宽、厚”路线。每月品种钢和超宽规格的带钢生产比例不断提升,获取了一定的经济效益,但提供轧辊的难度增加了。在走“薄、特、宽、厚”路线前,平均每日换辊量在30 套左右,如今每天换辊量在45 套以上,原有的人员配置和加工效率已不能满足带钢厂换辊需求,但是公司倡导减员增效,增加人员已不可能,只有在轧辊加工效率上进行创新。同时为了保证150×260 钢坯的宽展度,对650 轧辊孔型进行改进。孔型改进前、后如图1、图2所示。

图1 改进前轧辊孔型图

图2 改进后轧辊孔型图
改进后孔型中间由平滑的斜度变为圆弧凸度,增加了车削的难度。两个班次只能加工一个孔型,车削效率低。对这两个方面进行分析,制定了如下措施。
2 提高平辊加工效率
2.1 平辊的加工流程
将平辊表面疲劳层车削后,再将其磨削至规定的圆锥度和表面粗糙度。加工流程为:轧机使用→拆卸辊座→车床车削→磨床磨削→装配辊座→轧机使用。
2.2 平辊磨削方式
轧辊加工的最终质量控制在磨削过程,主要过程为:沿轧辊辊面从左至右完毕进刀,再从右至左完毕进刀,反复磨削至圆锥度和表面粗糙度达标。
由于作业区内车床使用时间较长、性能差,轧辊车削精度难以保证,车削完毕轧辊圆锥度超过1.5 mm,而一般磨削进刀量为0.05 mm,一支轧辊磨削完毕需40 min 左右,磨削时间较长。
2.3 轧辊使用现状
由于对钢带表面要求较高,特别是一些品种钢换辊较频繁,JP5、JP6 轧机更换下的轧辊表面较平整,观察轧机更换下的工作辊和支承辊,部分轧辊表面磨损较轻,特别是支承辊不与钢带接触,若无掉块及轧辊抱死现象,则表面磨损极其微小。此类轧辊特点为中间轻微磨损,而轧辊圆锥度在0.05 mm 以下。
3 改进加工流程
针对轧辊使用状况,作业区挑选磨损较小的轧辊直接磨削,制定措施如下。
对磨床操作者进行技术培训,培训重点为如何正确判断轧辊的磨损程度,依据的标准为手触摸无明显的凹凸感,并且轧辊表面无掉块、砂眼、水纹和钢带的撞痕;对所有轧机换下的轧辊进行挑选,选择可直接磨削的轧辊;直接磨削轧辊达到工艺要求的粗糙度和圆锥度,磨削结束后必须对轧辊再次全面检查,防止细小缺陷未被发现。
此次改进的优点为增加了轧辊的使用次数,降低辊耗。最大优势为轧辊本身圆锥度达标,缩短了轧辊磨削时间,目前平均一支轧辊磨削时间为20 min 左右。
4 改进磨削工艺
4.1 分段式磨削
对于可直接磨削的轧辊,采用分段式磨削方式,先磨削1、2 两段,使之低于中间磨损端面,最后按照以前磨削工艺反复磨削整个辊面至圆锥度和表面粗糙度达标。
4.2 分段式磨削优缺点
分段式磨削如图3所示。分段式磨削可以缩短1/3 的磨削时间,降低砂轮的损耗;缺点是不易控制轧辊的点差,易出现轧辊两边低或两边高。需要磨工勤测量,作业区勤检测。
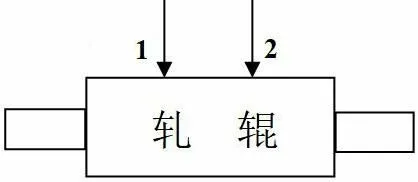
图3 分段式磨削图
5 提高150×260 坯料650 轧辊的加工效率
5.1 原有的加工工艺
原有的加工工艺如图4所示。
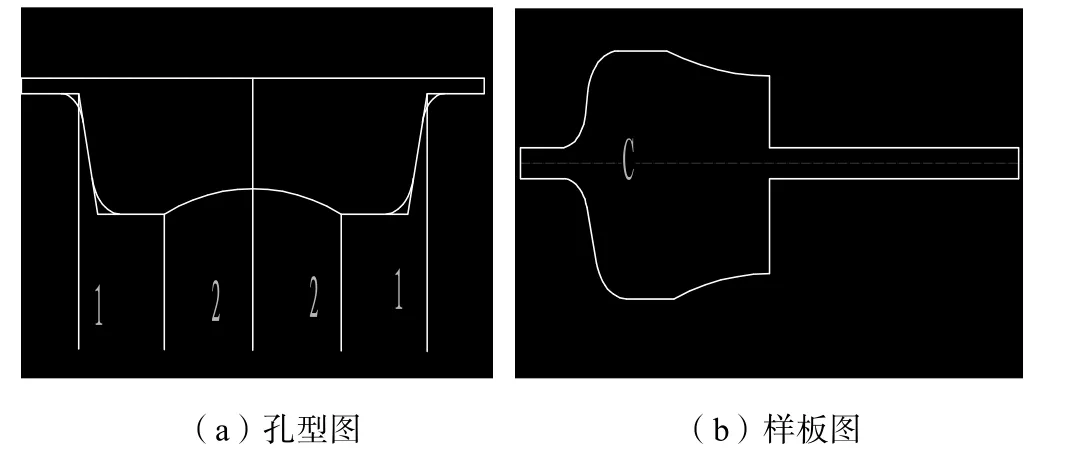
图4 原有的加工工艺
用样板C 对1、2 部分整体车削,由于1、2 部分整体宽度超长,孔型刀所受阻力较大,车床转速低,刀头易磨损,车削一个孔型需2 个班次时间。
5.2 改进后的加工工艺
改进后的加工工艺如图5所示。
先利用样板B 和B 孔型刀(按照样板B 加工B 孔型刀)车削孔型1 部分与样板B 完全吻合,再利用样板C 和C 孔型刀(按照样板C 加工C 孔型刀)车削孔型2 部分与样板C完全吻合,最后用样板A 对整个孔型进行校正。
图5 改进后的加工工艺
由于分段车削,刀头受力缩短了一半,缩短了车工磨制孔型刀的时间,车床转速提高1 倍,目前车削1 个孔型只需1 个班次即可完成。
通过以上的技术改进,轧辊加工效率有了显著提高,备辊数量增加,满足了生产轧机备辊需求。