Ф180 mm TCM三辊限动芯棒连轧管机组的工艺装备特点*
2014-02-18王爱国冯世云
王爱国,冯世云
(太原重工股份有限公司技术中心,山西太原030024)
Ф180 mm TCM三辊限动芯棒连轧管机组的工艺装备特点*
王爱国,冯世云
(太原重工股份有限公司技术中心,山西太原030024)
概述了Ф180 mm TCM三辊限动芯棒连轧管机组的设计制造及生产工艺特点,介绍了该机组导板式锥形辊穿孔机、5机架限动芯棒连轧管机、3机架脱管机和24机架张力减径机的结构特点、性能参数以及控制系统应用情况,并对设备设计制造及安装调试的特点和精度要求进行了论述。
国产三辊限动芯棒连轧管机组;Ф180 mm;结构特点;生产工艺;控制系统;性能参数
太原重工股份有限公司生产的Ф180 mm TCM三辊限动芯棒连轧管机组(简称Ф180 mm TCM连轧管机组)于2010年4月在山东省某钢管厂试车成功以来,已陆续在国内外销售5套,得到用户的一致肯定。该机组的顺利运行打破了国外公司长期以来对三辊连轧管技术的垄断态势。本文将结合近年来Ф180 mm TCM连轧管机组的运行情况对其生产工艺及设备进行全面介绍。
1 Ф180 mm TCM连轧管机组简介
Ф180 mm TCM连轧管机组是国产首套拥有完全自主知识产权的三辊限动芯棒连轧管机组,年产Ф25.4~180.0 mm×2.5~25.0 mm×6 000~15 000 mm各类热轧无缝钢管40万t。品种包括油井管、管线管、锅炉用管、结构用管、液压支柱用管、船舶用管、流体输送用管、汽车用管等专用管材。
生产时,将合格的Ф120 mm和Ф210 mm连铸圆坯(特殊钢种也可能成为轧材)锯成1 500~4 500 mm的定尺管坯,依次经过加热、穿孔、连轧和张力减径等工序加工成为成品钢管。Ф180 mm TCM连轧管机组生产工艺流程如图1所示[1-4]。
2 主要设备及技术参数
Ф180 mm TCM连轧管机组生产线工艺布置情况如图2所示。环形加热炉跨和热轧跨采用高架平台布置。该生产线的主要设备组成为:导板式锥形辊穿孔机+(带空减机)5机架三辊限动芯棒连轧管机+内传动式3机架三辊脱管机+内传动式24机架张力减径机[5]。其主要特点及工艺参数如下。
(1)穿孔机。
管坯直径120 mm,210 mm
毛管外径125 mm,230 mm
主机架型式轧辊上下布置,导板左右布置
轧辊直径650~1 000 mm
轧制速度 最大1.35 m/s
延伸系数 最大3.85
外径偏差±1%
壁厚偏差±4%
(2)连轧管机。
出口钢管外径106 mm,191 mm
壁厚最小3 mm,最小4 mm
长度最大32 m
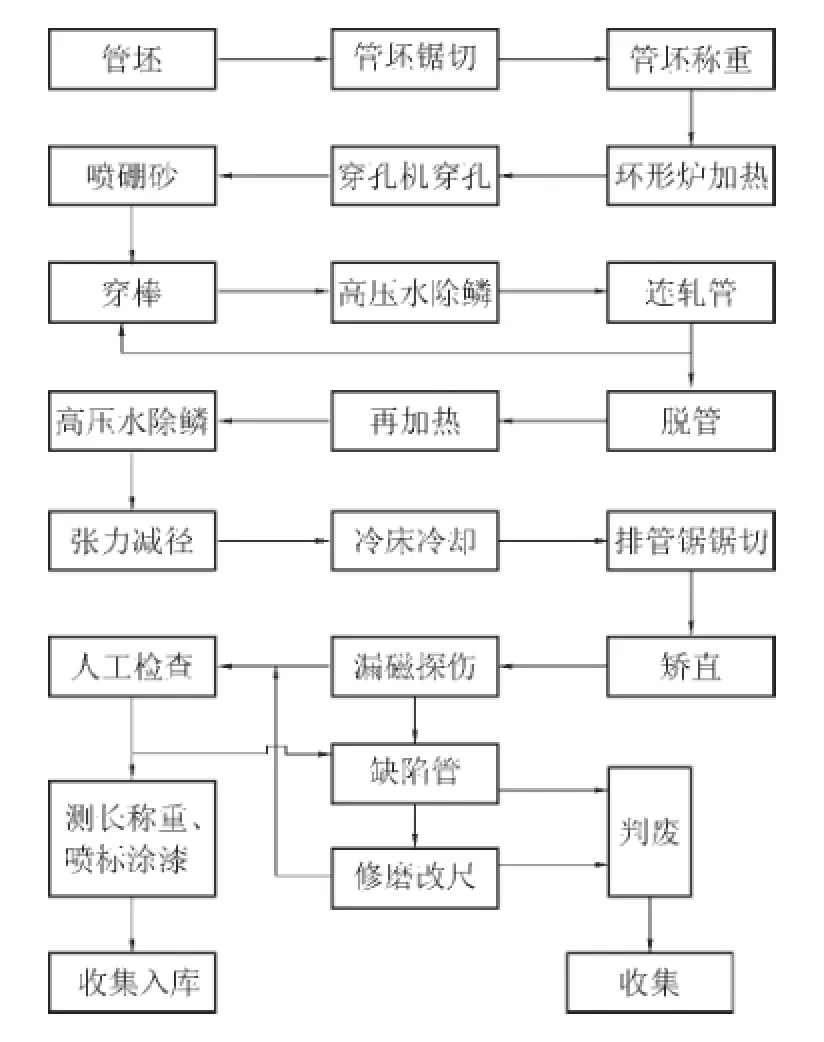
图1 Ф180 mm TCM连轧管机组生产工艺流程

图2 Ф180 mm TCM连轧管机组生产线工艺布置情况
轧制速度最大4 m/s
芯棒长度16 m
延伸系数最大3.85
径壁比最大50
外径偏差±0.5%
壁厚偏差±6%
(3)脱管机。
出口钢管外径98 mm,184 mm
本课程通过教学整体设计的改革使学生对学习的目标更加明确,学习更加积极主动,能运用到实践项目方案设计表现中,整体的效果图设计表现水平有显著提高。教学方法上采用了双线并行贯穿项目,课内和课外两个项目作为课程内容的主要载体,训练能力,学习知识,养成职业道德和职业素质。同时,将外语知识渗透到课程教学实施中,提高学生专业技能水平及职业素质。
壁厚最小3.07 mm,最小4.10 mm
长度最大33 m
轧辊名义直径360 mm
(4)张力减径机。
成品钢管外径25.4~180.0 mm
成品钢管壁厚最小2.5 mm(Φ25.4 mm),
最小3.3 mm(Φ180.0 mm)
钢管长度最大100 m
轧制速度最大6 m/s
轧辊名义直径360 mm
延伸系数最大5.5
外径偏差±0.2%
壁厚偏差±0.3 mm
3 生产工艺控制技术
为提高成品钢管的质量(特别是外径和壁厚精度),提高成材率,Ф180 mm TCM连轧管机组采取了以下几个方面的工艺控制技术。
(1)物料跟踪系统。物料跟踪系统的范围从管坯上料开始至冷床出口结束,跟踪通过不同工序时的流水号和工艺技术参数,冷床只跟踪每批钢管的实际支数和总质量数据。
(2)在线检测质量保证系统。采用在线检测装置是确保现代化轧管机组连续、稳定生产以及获得高质量钢管产品的重要手段之一。
(3)连轧管机辊缝控制系统。连轧管机辊缝控制系统是一个闭环控制系统,能实现辊缝在轧钢过程中的自动调整,体现了液压小舱快速准确定位的优势。机架的每个轧辊都设有一个单独的液压小舱,每个液压小舱都由一个伺服阀来控制。
(4)连轧管机的工艺过程监控系统。连轧管机的工艺过程监控系统能够实现工艺参数的设定和生产工艺的过程控制,管理该区域的操作人员、技术人员、维修人员可以根据连轧管机的工艺过程监控系统提供的信息,调整轧制参数,达到优化产品质量的目的。
(5)穿孔机、张力减径机工艺辅助设计系统。穿孔机和张力减径机工艺辅助设计系统主要由孔型设计系统、工模具管理系统和工艺管理系统3部分组成。孔型设计系统主要是轧制工具的设计计算模块和存储工模具参数以及工艺参数设定的数据库。该系统能够根据产品规格计算出所需的变形工模具参数,并通过储存到相应的数据库为机加工提供模具的参数设定。工模具管理系统和工艺管理系统可以帮助操作人员和工艺人员进行工模具的管理和优化,便于数据的分析,为更好地实现系统管理提供了方便[2,6-9]。
(6)采取特殊工艺措施提高综合成材率。采用有限元及三维仿真等先进设计方法对轧辊和穿孔机顶头外形进行优化设计,有效提高了毛管壁厚均匀性;连轧管机采用头尾削尖轧制技术(FTCS),减少了荒管的切头尾量[10-13];张力减径机采用变张力轧制技术进一步减少了切头尾量,提高了产品成材率。
4 设计制造及安装调试技术
设备的设计、制造及安装精度对其生产钢管的外径和壁厚精度影响非常大,尤其以连轧管机最为突出。
Ф180 mm TCM连轧管机组在借鉴同类设备在国外的加工经验和国内使用过程中发现的问题的基础上,在使用常规设计手段的同时,采用三维仿真设计绘制装配图校验其干涉情况和刚度及强度。模拟真实轧制状态进行有限元分析,采用接触算法,校核其在承受轧制力的状态下隧道机座的下挠和径向弹性变形以及拉杆的强度,以保证Ф180 mm TCM连轧管机隧道机架在轧制过程中有较好的刚度与强度。
将设计与加工相互结合,提出合理的加工精度要求和加工方法,在实际加工中不断改进,以达到连轧管机生产高质量无缝钢管的要求。连轧管机隧道机座和轧辊机架的加工要求角度为120°,误差小于±0.5′,从划线开始,架水准仪、辅助划线,提高划线精度。加工完成后,采用激光跟踪仪对隧道机座和轧辊机架进行测量,测量结果数据证明各项精度均达到设计要求。限动齿条作为限动芯棒连轧管机的关键部件,以前各大钢管制造厂一直依赖进口成品,供货周期长且进口费用昂贵,在一定程度上制约了我国优质管材的发展和自主创新能力。为确保产品质量,该机组限动齿条的设计要求上、下齿距同步对正,各组齿条端部加工凹状连接槽,装配时以哑铃状连接杆连接锁紧,通过电热棒加热使连接杆长度膨胀后装入两端齿条连接槽,恢复常温后缩紧实现预紧功能。
连轧管机组安装调试工作是机组建设的重要环节之一,高精度的安装是轧制出高质量钢管的保证。在连轧管机组的机械安装中,其中心线的校正是最关键的工作。采用激光跟踪仪对连轧管机轧制中心线、脱管机轧制中心线以及限动齿条导轨座中心线的同心度进行了测量和校正,将其偏差控制在±0.10 mm内,将轧辊机架中心与隧道机座中心偏差控制在±0.05 mm内。
连轧管机的电气及液压元件均采用了先进的监控软件及控制元件,以确保调试工作的顺利进行和一次试车成功。连轧管机的调试主要是液压辊缝控制系统的调试。液压辊缝控制系统由西门子TDC控制系统来控制实现,能够快速处理复杂的控制、通信和驱动任务。液压辊缝控制系统用于控制空减机架的平衡装置和连轧管机的辊缝调整。空减机架上装有3个平衡液压缸;每组轧管机架有3套轧辊,每套轧辊上分别装有1个主液压缸和1个平衡液压缸,每个主液压缸上安装有一个位置传感器用来检测标定轧辊的位置,主液压缸的主腔及次腔分别安装有压力传感器用来检测各腔中的压力。轧制时,通过采集安装在液压小舱上的压力传感器和位移传感器的信号,并考虑轧辊重量、弹性变形等因素,计算出实际的轧制压力和辊缝值。将实际的辊缝值与给定值相比较,对其偏差进行PID调节,从而实现对连轧管机压下量的闭环控制,确保轧辊调整的灵活性和统一性,并达到连轧管机辊缝自动控制的目的[14-15]。
5 应用情况
山东省某钢管厂Ф180 mm TCM限动芯棒连轧管机组自2010年4月投产至今,已累计生产钢管150余万t,成材率逐年提高,2013年达到92.38%;作业率不断上升,2013年达到79.36%。机组生产的钢种范围广,除生产碳钢和低合金钢外,还成功轧制了T91、13Cr、超级13Cr等难轧制品种。
6 结语
Ф180 mm TCM连轧管机组是拥有全部自主知识产权的国产三辊限动芯棒连轧管机组,运行4年以来,产品质量稳步提升,具有产品精度高、附加值高等突出特点,在生产高合金难变形品种钢管等方面具有明显优势。
[1]严泽生.现代热连轧无缝钢管生产[M].北京:冶金工业出版社,2009.
[2]卢立锋,岳世斌,范立生,等.Ф460 mm PQF限动连轧管机组工艺设备简介[C]//第十一届北方钢管技术研讨会论文集,2007.
[3]李安全.Ф159 mm FQM三辊连轧管机组主要设备特点[J].钢管,2007,36(6):32-36.
[4]严泽生,庄钢,孙强,等.PQF三辊连轧管生产线工艺及装备自主集成与创新[J].天津冶金,2008(5):9-14.
[5]李国祯.现代钢管轧制与工具设计原理[M].北京:冶金工业出版社,2006.
[6]周晓锋,张传友.天钢Ф258 PQF连轧管机介绍[J].钢铁研究,2009,37(5):46-50.
[7]岳世斌,卢立峰,庄钢.Ф460 mm PQF限动连轧管机组工艺装备[J].天津冶金,2009(2):3-6.
[8]郭火星,范立生,岳世斌.Ф460 mm PQF三辊连轧管机组的工艺装备特点[J].钢管,2013,42(4):32-36.
[9]肖松良.Ф273 mm限动芯棒连轧管机组工艺设备特征[J].钢管,2006,35(5):37-42.
[10]梁海泉,樊荣.头尾削尖技术在PQF连轧管机上的应用[J].钢管,2007,36(3):41-43.
[11]王先进.钢管连轧理论[M].北京:冶金工业出版社,2005.
[12]赵铁琳,王爱国.削尖轧制技术在国产连轧管机上的应用[J].钢管,2013,42(4):51-55.
[13]张琰,夏洪斌,陈江林.削尖轧制技术在Ф159 mm FQM连轧管机上的开发和应用[J].钢管,2010,39(6):31-34.
[14]郝志红,梁百勤.SIMATIC TDC在三辊连轧管机辊缝控制中的应用[J].山西冶金,2012(4):61-63.
[15]杨华英.SIMATIC TDC控制系统在FQM连轧管机组辊缝控制中的应用[J].钢管,2009,38(3):59-62.
Features of Process and Equipment of Ф180 mm TCM 3-roll Retained-mandrel Pipe Mill
WANG Aiguo,FENG Shiyun
(Technology Center,Taiyuan Heavy Industry Co.,Ltd.,Taiyuan 030024,China)
Briefed in the paper are the features of design and manufacture of the Ф180 mm TCM 3-roll retainedmandrel pipe mill,and its manufacturing process.Also detailed are the structural characteristics,performance parameters and control system application,etc.of the main units of the mandrel mill line,i.e.,the cone type piercer with guide shoes,the 5-stand retained-mandrel mill proper,the 3-stand extracting mill and the 24-stand stretch reducing mill.Moreover,a discussion is presented,involving the features of design,manufacture,installation and commissioning,and accuracy requirement of the equipment of the mill plant.
home-made 3-roll mandrel pipe mill;Ф180 mm;structural features;manufacturing process;control system;performance parameters
TG333
B
1001-2311(2014)06-0034-04
2013-05-13;修定日期:2014-07-14)
*该项目获得山西省科技进步一等奖
王爱国(1965-),男,硕士,高级工程师,副主任,长期从事轧钢设备设计、试验和工艺研究工作。
