电除尘输灰系统自动控制改造
2014-02-15赵丽云
赵丽云
(云南解化清洁能源开发有限公司解化化工分公司,云南开远 661699)
电除尘输灰系统自动控制改造
赵丽云
(云南解化清洁能源开发有限公司解化化工分公司,云南开远 661699)
分析了解化化工分公司热动力厂电除尘输灰控制系统存在的问题,并重点介绍了FX2-48MR可编程控制器在输灰控制系统中的组态方法和应用情况。利用闲置设备(FX2-48MR)代替QS系列气力输送系统,对电除尘输灰自动控制系统进行改造,简化了控制程序,提高了控制可靠性,降低了维修成本。
FX2-48MR可编程控制器;电除尘;仓泵
解化化工分公司热动力厂锅炉烟气经电除尘除下的灰尘落入灰斗,再由仓泵输送到灰库。电除尘装置除尘效果较好,仓泵内积灰较快,稍不小心就会造成堵管。热动力厂共有9台仓泵,输灰控制原来采用浓相正压气力输灰系统完成,所用QS系列气力输送控制系统,由QSK程控器和QSF现场阀门控制箱组成,实现输灰自动控制。该系统经过多年的运行后出现了一些问题,从2004年底开始,尝试着对控制系统进行改造,利用闲置的日本三陵公司FX2-48MR可编程控制器来完成QSK、QSF的控制功能。2004年底对1#~3#仓泵改造、投运成功后,分别在2008年及2011年对4#~6#仓泵、7#~9#仓泵进行改造,改造后减少了维修成本,提高了控制质量和可靠性,保证了锅炉烟气排放合格。
1 工艺控制过程
输灰系统采用浓相正压气力输送。浓相正压气力输灰系统主要由空压机、流化传送器(俗称仓泵)、灰库及控制器组成。空压机提供压缩空气作为仓泵输灰的动力源,通过仓泵,由输灰管路将电除尘器灰斗内的流化飞灰输送到灰库,再由汽车运到厂外。输灰系统全部工作过程由程控器自动完成。仓泵输灰工艺流程见图1[1]。
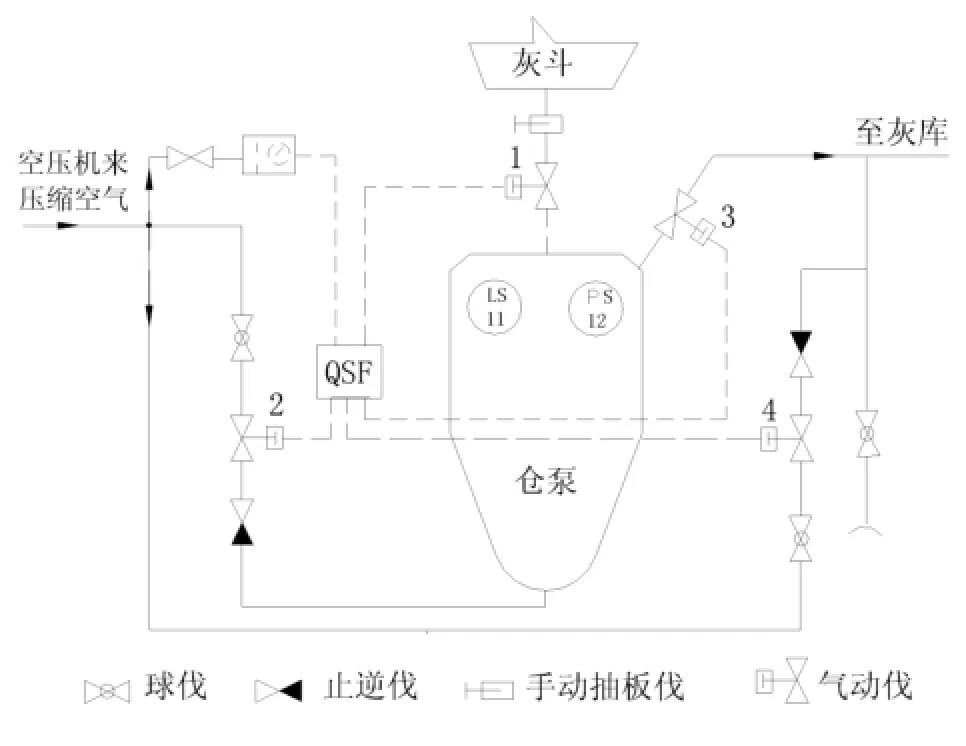
图1 仓泵输灰工艺流程图Figure 1 Flow chart of sum p pum p ash conveying
2 原控制系统存在的问题
原来在QSK程控器中完成自动控制,为保证足够的空气完成输灰过程,程控器按1组1态(即1台输送,其余等待)的方式控制现场控制单元。另外,该控制器不能直接控制电磁阀,必须经过中间继电器转换。因此,每台仓泵就有一块继电器板安装在现场,而每台仓泵都由一对一的QSF现场控制单元完成单台仓泵的输灰过程。使控制系统存在以下问题:
1)现场控制单元安装在现场和仓泵在一起,仓泵处经常漏灰,由于空压站内的冷干机对压缩空气冷干效果不是很好,导致压缩空气内带油带水,使现场控制单元内留下水、油、灰的混合物,时间长了现场控制单元内的元件经常被灰掩埋,使控制单元故障不断。
2)由于QSK程控器的控制指令通过外部继电器完成,而继电器采用24V直流电供电,采用插座连接,由于灰尘大而继电器供电电压又低,继电器内经常进灰,导至继电器接触不良,使仓泵经常出现无法正常工作的情况。
3)输灰控制系统由于安装时接线很不规范,给维护工作带来很大难度,而且QSK程控器价格昂贵,维修成本太高。
3 改造后控制系统的情况
输灰系统改造后,采用FX2-48MR可编程序控制器,用步进顺控指令的组态方法实现仓泵输灰过程的控制,控制器安装于控制室,取消了现场控制单元和继电器,降低了故障率,提高了系统的可靠性,利用气化炉更换下来的FX2-48MR可编程序控制器实现控制功能,充分利用了旧设备,节约了生产成本。
仓泵输灰过程控制流程见图2。
动作过程:
当两台以上仓泵料满时,顺序排队,选中后,开始输送第一步进气:仓泵内压力逐渐升高,电接点压力表PS-12上限触点按通时转下一步,出料阀打开,开始输送,若超过10min PS-12上限触点都没有接通,发出欠压报警信号,检查压力源;如果输送时间超过15 min仓泵压力低触点还不接通,发出堵管报警信号,检查输灰系统,若在15 min内仓泵压力低触点接通,输灰结束,进气阀关,延时30S,出料阀开,延时30 S,进料阀开,当料位高触点接通时排队等待,进入下一输灰过程。
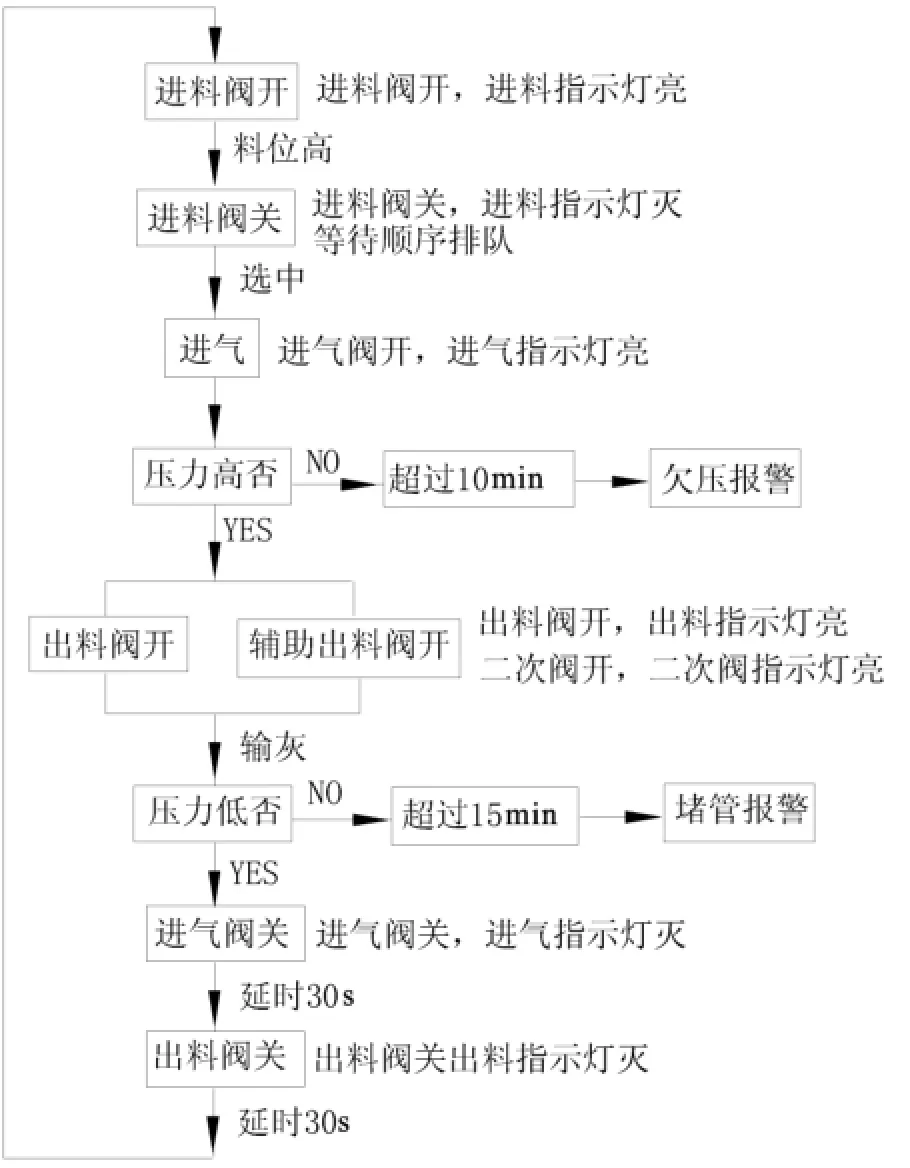
图2 仓泵输灰过程控制流程方框图Figure 2 B lock diagram of the process control of sum p pum p ash conveying
FX2-48MR可编程序控制器单台仓泵控制接线见图3[2]。
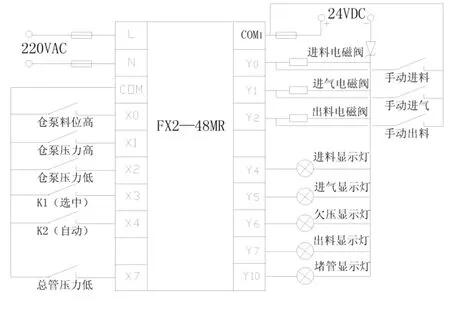
图3 FX2-48M R可编程控制器接线图Figure 3 W iring diagram of FX2-48M R p rogrammab le controller
手、自动开关K2置手动位置时,FX2自动控制程序不工作,输灰过程由手动进料、手动进气、手动出料三个手动开关直接控制电磁阀,实现手动控制输灰过程;K2置于自动位置时,自动输灰控制系统工作,进行自动输灰控制。
单台仓泵输灰自动控制梯形图见图4[3,4]。
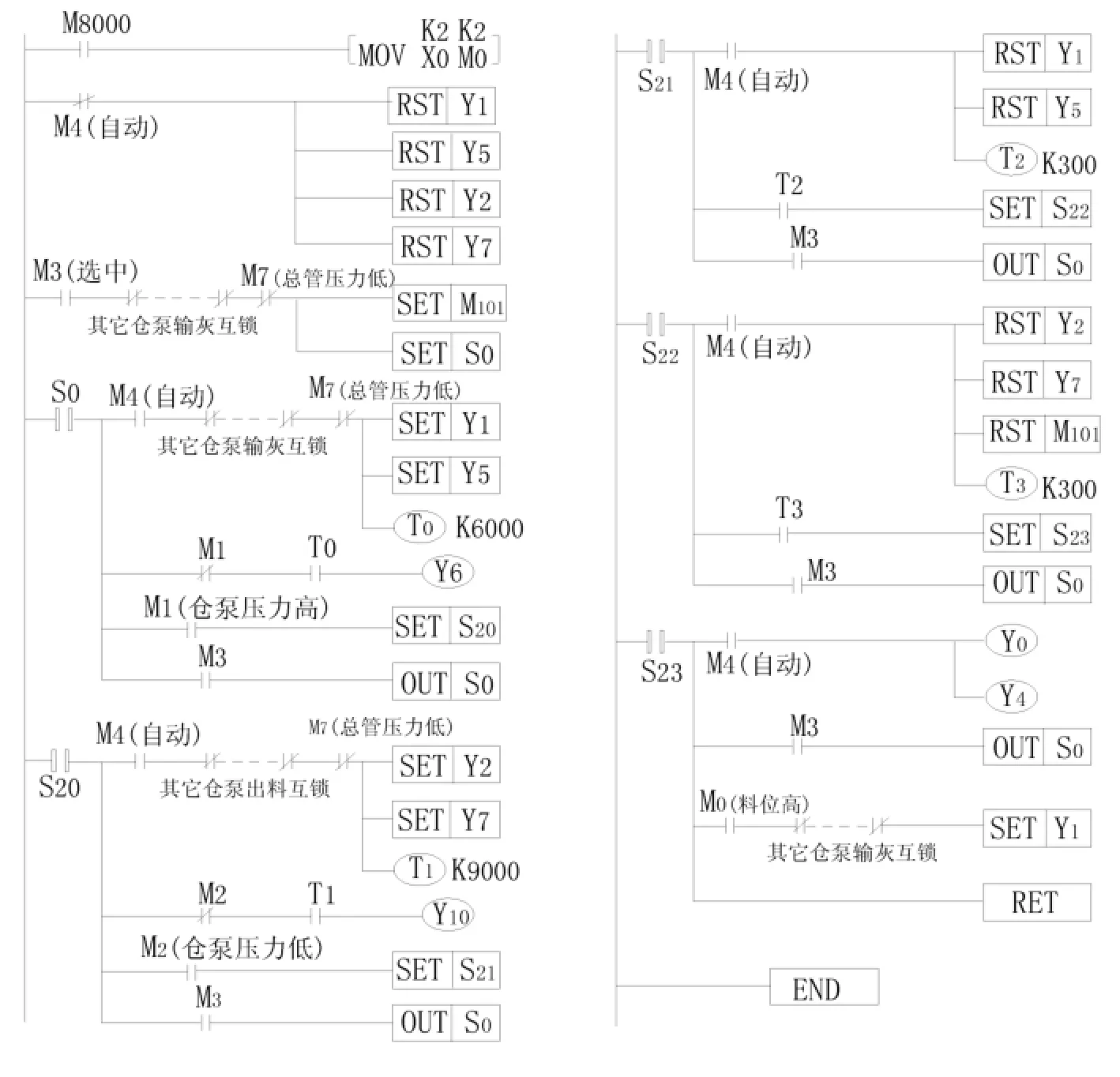
图4 输灰自动控制梯形图Figure 4 Ash automatic control ladder
程序动作过程:
控制器开始运行时,触点M8000按通,输入继电器X0~X7赋值到辅助继电器M0~M7;当手、自动开关K2置手动位置时,进气、出料控制输出继电器Y1、Y2复位,程序不运行;选中(复位)开关K1接通、总管压力正常、其它仓泵不在输送阶段时进入S0状态:进气控制输出继电器Y1接通,进气电磁阀得电,开始进气,同时由输出继电器Y5控制的进气显示灯亮,时间继电器T0开始计时,若超过10 min仓泵压力高触点还不接通,则输出继电器Y6接通发出欠压报警信号,若仓泵压力高触点接通则进入S20状态:手、自动开关K2置自动位置,总管压力正常,其它仓泵不在出料阶段时,出料控制输出继电器Y2接通,出料电磁阀得电,开始出料,同时输出继电器Y7控制的出料显示灯亮,时间继电器T1开始计时,若超过15 min仓泵压力低触点还没接通,则输出继电器Y10发出堵管报警信号,若仓泵压力低触点接通,辅助继电器M2动作进入S21状态:进气控制及显示输出继电器Y1、Y5复位,进气阀关闭,进气显示灯熄灭,延时30 S,进入S22状态:出料控制及显示输出继电器Y2、Y7复位,出料阀关闭,出料显示灯熄灭,延时30 S,进入S23状态:进料控制及显示输出继电器Y0、Y4接通,开始进料,待料位高触点接通时,排队等待下一轮输灰过程。
4 结论
1)FX2-48MR控制器运用技术成熟,编程灵活,通用性好,便于维护和维修;
2)将QSF的功能用FX2-48MR代替后,现场部分基本没有故障发生、降低了系统的故障率,节省了维护、维修的费用,减少了维修工作量;
3)FX2-48MR可靠性非常高,改造完成使用至今,安全可靠,保证了锅炉烟气排放量的合格指标。
[1] 解化化工分公司锅炉编写组.Q/JH J3.SCB024-2010锅炉操作规程[S],2010.
[2] 日本三菱公司.FX2系列可编程控制器使用手册[M].1991.
[3] 廖常初.可编程序控制器应用技术[M].第四版。重庆:重庆大学出版社,2002.
[4] 钟肇新,彭侃.可编程控制器原理及运用[M].第二版.广州:华南理工大学出版社,1997.
Inovation of Automatic Control System for Electrostatic Precipitator Ash Conveying
ZHAO L i-yun
(Jiehua Clean Energy Development Co.Ltd.,Jiehua Chemical Branch,Kaiyuan 661600,China
This paper analyzes the existing problems of the electrostatic precipitator ash conveying control system at the Jiehua chemical company thermal power plant,and focuses on the configurationmethod and the application situation of the FX2-48MR programmable controller on ash conveying control system,the use of idle equipment(FX2-48MR)instead of QS series pneumatic conveying system,electrostatic precipitator ash conveying automatic control system is innovated,through innovation,control procedureswere simplified,control reliability was improved,the cost of repair was reduced.
the FX2-48MR programmable controller;ash conveying;electrostatic precipitator;sump pump
TQ056
: A
: 1004-275X(2014)01-0059-04
12.3969/j.issn.1004-275X.2014.01.017
收稿:2013-07-01
赵丽云(1962-),女,云南建水人,工程师,从事化工自动化仪表工作。
