热板温度的控制要求与检测方法的探讨
2014-02-11吴文栋李茂东
吴文栋,李茂东,涂 欣,笪 菁
(广州特种承压设备检测研究院,广东广州 510663)
热板温度的控制要求与检测方法的探讨
吴文栋,李茂东,涂 欣,笪 菁
(广州特种承压设备检测研究院,广东广州 510663)
综述了目前国内热熔焊机热板温度控制存在的常见问题,分析了产生问题的主要原因,为明确相关标准对热板温度控制要求的规定,探讨了全自动热熔焊机热板温度的控制要求和检测方法。
全自动热熔焊机;热板温度;控制要求;检测方法
0 前言
聚乙烯(PE)燃气管道用热熔焊机是通过热板直接接触待焊管材端面,并在一定界面作用力下,使管材端面达到所要求的熔融状态,将管材相互连接在一起的设备。热板作为热熔焊机的关键部件,直接控制焊接温度,影响管材端面的熔融情况,从而决定焊口的焊接质量。从高分子聚合物的性质[1]和加工原理[2-4]可知,如果热板温度过低,则不能使管材端面充分熔融,PE高分子链达不到充分解缠与接触,直接影响焊接强度;如果热板温度过高,则很容易导致部分PE高分子链发生断裂与分解,分子量下降直接影响焊接强度;如果热板表面各点温度偏差过大,导致部分未达到充分熔融而另一部分已发生分解。因此,热板温度的控制水平的提高及检测方法的规范对控制焊机质量和焊接质量是极其重要的。
现行国家标准对热熔焊机热板的尺寸、材料及表面处理、温度控制要求给出了一定的规定,但是从笔者单位对广州地区施工单位送检的各品牌的全自动热熔焊机性能的检测结果来看,存在不少焊机热板的温度出现显著偏高或偏低,甚至整个热板表面温度最大差值超过20℃[5]。这可能与目前缺乏强制性型式检验和规范的出厂检验有关,同时与对热板温度的控制要求规定和检测方法完善程度有关。
本文从现行国家标准规定出发,结合目前热熔焊机热板存在的常见问题,分析了温度控制的现状,探讨了热板温度控制要求和有效可行的检测方法。
1 现状与存在的问题及原因分析
从全自动热熔焊机性能检测结果中发现,不少热熔焊机热板既存在尺寸过小的问题,又存在热板表面温度偏差过大的问题。
其一,部分焊机热板的尺寸偏小。一方面,较,可明显看出焊接最大规格管材时热板有效面积偏小。从图2可看出,有些焊机的热板的边缘带有螺丝孔,尽管热板直径较大,但实际有效尺寸低于国家标准GB/T 20674.1-2006[6]要求。另一方面,部分焊机热板厚度也偏小。图1热板厚度约为20 mm,是检测中发现较薄的热板。这可能与现行国家标准对热板厚度未作明确规定有关。因此,国家标准既要规定热板直径和厚度偏差以及热容量,同时对各型号热板的厚度也需要给出明确的规定。如图1所示,某一品牌的250型热熔焊机热板的最大直径为264 mm,与机架上的最大规格夹具比

图1 某一品牌250型热熔焊机的热板
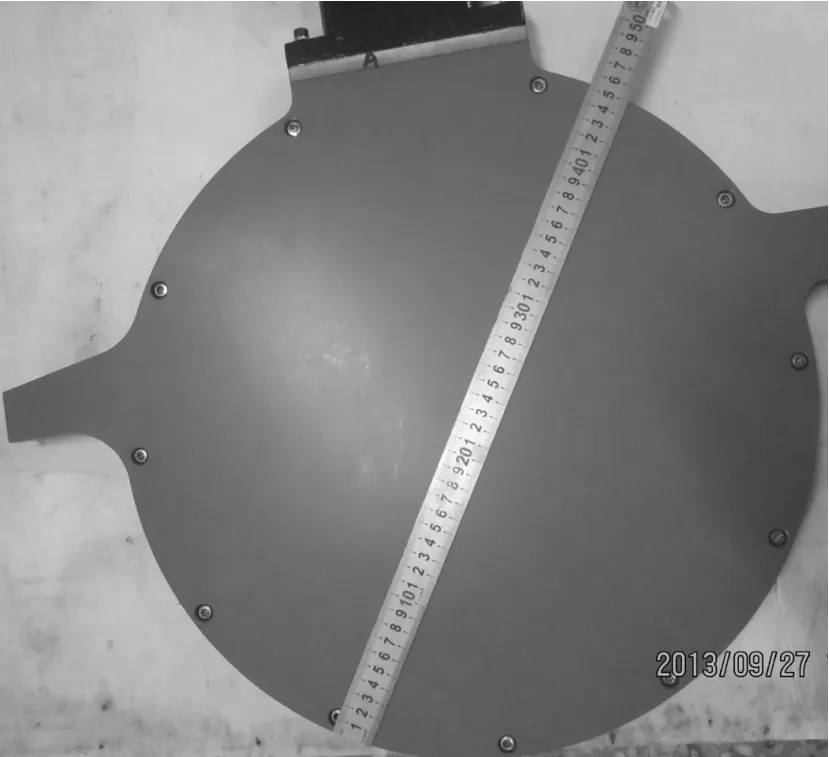
图2 某一品牌400型热熔焊机的热板
其二,大部分焊机热板存在显示温度与设定工作温度偏差较大的问题。尽管国家标准明确规定热板显示的工作温度与设定温度的偏差应小于±5℃,但检测中发现大部分焊机需要校准后才满足要求。一方面,这与焊机长时间使用后未进行检测与校准有关;另一方面,不少全自动热熔焊机程序设定的工作温度范围较宽,这导致热板温度一段时间内时而明显偏高或偏低,存在温度周期性波动的现象。
其三,不少焊机热板温度存在明显的温度不均匀问题。尽管国家标准明确规定热板在-10℃到+40℃环境温度下,在170℃至260℃范围内温度控制系统应能确保加热板工作区域任一点的温度偏差小于±7℃,但是发现不少焊机热板最高温度与最低温度的差值超过14℃。例如某一施工单位送检一台新买的某品牌315型热熔焊机,其热板温度检测结果为220.1℃~239.7℃,平均温度为224.5℃,此时焊机设定的工作温度为230℃。其原因这既与热板本身加热系统有关,又与该品牌的热板装置结构有关。从图3可看出,一方面,该类型热板两侧的温度与内部发热丝或发热片的接触紧密程度以及热膨胀系数有关;另一方面,固定热板在机架上的装置结构对热板温度均匀性有较显著的影响,在检测中发现该类型的热板固定支架端在未采取良好隔温处理前,其温度可达到120℃左右,从而导致与固定支架端热板温度显著偏低。
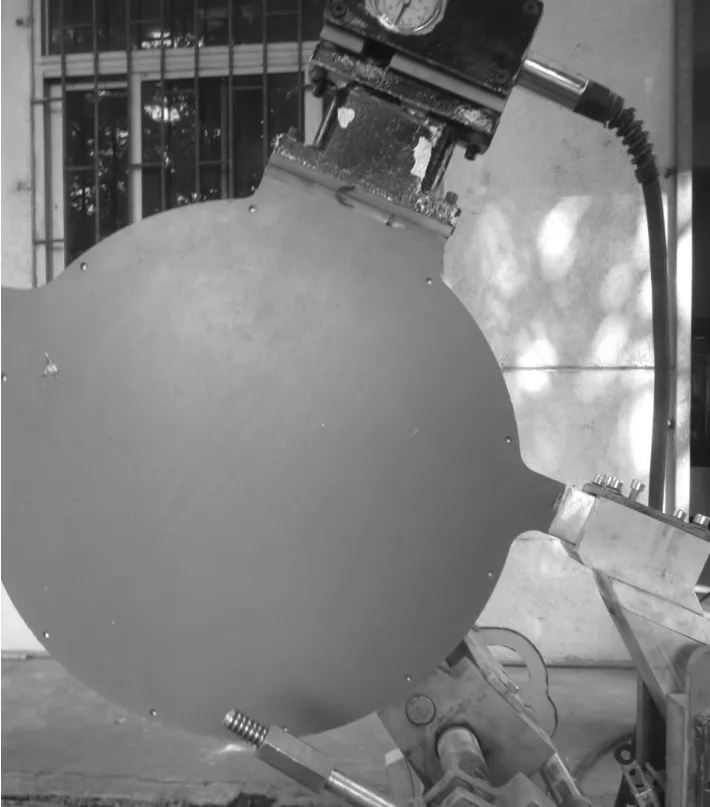
图3 某一品牌热熔焊机机架上固定的热板
其四,某些焊机的相同型号热熔焊机的热板互换后出现温度偏差的现象。对于半自动型焊机来说,由于热板温度由独立温控装置控制,其温度控制与主机无关。但对于全自动型焊机来说,热板温度是由主机控制,直接更换热板一般不能完全满足要求,建议更换后进行温度的校准。
其五,不少厂家对焊机热板温度的自检既不够规范又不够准确。在检测过程中发现,不少焊机经厂家校准后温度控制仍超出标准允许范围,其原因在于,有些厂家检测温度时,既未对温度测量值进行记录,又存在测量整个热板表面的温度点数量过少的问题。这容易导致对热板温度实际情况缺乏准确检查,同时无法有效地对温度进行校准。
2 温度控制要求的明确化与具体化
尽管现行国家标准规定了热板诸如同种尺寸和型号的热熔焊机的热板应可互换、尺寸、表面平面度、材料导热性、表面处理与防护等方面的要求,同时规定了对热板的温度控制与热容量等方面的要求,但这对目前大量使用的全自动热熔焊机来说,存在一定的局限性。这导致不少焊机厂家设置的热板温度允许工作范围存在明显的差异,对全自动热熔焊机的设定温度和热板显示温度及实际温度等存在不同的看法。
从焊机检测结果和焊机厂家反馈的信息中发现,对标准要求存在理解差异与控制差异主要表现如下几个方面。
其一,对热板的温度表示存在差异。有些认为屏幕上显示的温度即为热板的实际温度,这是不完全恰当的。由于热板工作区域面积较大,当温度达到设定温度时,各点的温度既存在差别,又存在一定的波动性。因此,热板的温度应表述为统计的平均温度,而对于此种情况采用算术平均值即可。如果各点的温度偏差均在标准允许范围内,各点温度的总的平均值可以较好地描述热板的温度。而屏幕显示的温度值为温度传感器测得值,因此实际温度既与温度传感器的精度和传感热板温度部位有关,又与其对应性有关。因此,热板的显示温度应定期进行校准,而不只是对温度仪表的检定。
其二,对焊机产品标准要求与相关技术规范规定相混淆。尽管国家标准GB/T 20674.1-2006要求不超过热板的显示温度不超过设定值的±5℃且各点温度偏差不超过±7℃,由于TSG D2002-2006[7]给出的推荐性焊接参数表中提到225℃±10℃(焊接PE100管材时)或210℃± 10℃(焊接PE80管材时),不少厂家认为热板温度的显示偏差允许为±10℃或各点温度偏差为±10℃。其实这应理解为焊接PE100管材时,设置的热板温度不超过215℃~235℃范围,而热板本身的温度偏差与显示偏差仍应符合产品标准要求。
其三,设置的热板温度允许工作范围存在差异。只有个别品牌的热板工作温度等于设定温度,即显示温度等于设定温度时才允许焊接;而大部分焊机设置的允许工作温度范围较宽,比如允许工作温度为210℃±5℃、225℃±5℃、230℃±5℃、230℃(+10℃,-5℃)等。
其四,热板的工作温度与选择的焊接工艺参数表有关。当热板本身温度偏差满足产品标准要求时,实际的工作温度与焊机选择的焊接工艺参数表有关。目前工作温度主要分为两大类,一类是基于DVS 2207标准,另一类是基于WIS 4-32-08或BG(GAS)标准,后者温度比前者较高。其实焊接参数的选取是由焊接工艺评定来确定的,但焊机热板温度的控制要求仍应满足产品标准要求,也仅如此方可实现所选取的焊接参数。
为了保障焊接质量,避免热板温度出现显著偏差的问题,对于全自动热熔焊机热板温度控制应满足如下要求。
(1)热板各部件完好;最大焊接区域内涂层无明显划伤;防护板的隔热和保护效果正常。
(2)温度均匀性应满足在-10℃到+40℃环境温度下,任一个在170℃至260℃范围内的工作温度,任一点的温度与工作温度的偏差应小于±7℃。
(3)温度显示偏差应满足在-10℃到+40℃环境温度下,任一个在170℃至260℃范围内的工作温度,热板表面温度平均值与工作温度的偏差应小于±5℃。
(4)考虑到热板本身各点温度的差异,设定的工作温度允许范围不宜超过±3℃。
(5)加热板温度未达到设定工作温度,应自动不允许焊接。
3 检测方法的统一与完善
采取统一的检测方法和规范的检验程序是确保获得热板表面实际温度重要途径,这既有利于检查热板的质量,又有利于促进焊机技术的提高。
为了有效地检查和判定热板温度是否正常,既要考虑温度的统计分布性,又要考虑焊机热板工作的特点,因此既需要确定足够数量的测量点,又需要选择恰当的测量温度时间。对于全自动型热熔焊机,尽管不同品牌焊机热板加热特点与供电情况不同,由于焊机具有自动检测和判断温度达到焊接工作温度功能,选择测量温度时间为焊机自动判断温度达到即可。测量温度的仪表精度宜不低于±0.1℃,且为接触式测温仪。如图4所示,测量点宜沿热板中心对称分布,两侧分别测量热板的最大直径与最小直径圆周的温度,最大直径为允许焊接的最大管材的公称外径,最小直径为允许焊接的最小管材的公称直径或90 mm。任一圆周两点的圆心角为60°,因此,两侧各12个检测点,总计24点。同时,有必要对热板其他区域的温度进行抽查。
测量过程中,应依序测量并记录各点的测量值。测量完成后,计算各点温度与设定温度的偏差是否超出±7℃的范围,各点温度总平均值和各圆周温度平均值与设定温度是否超出±5℃的范围。
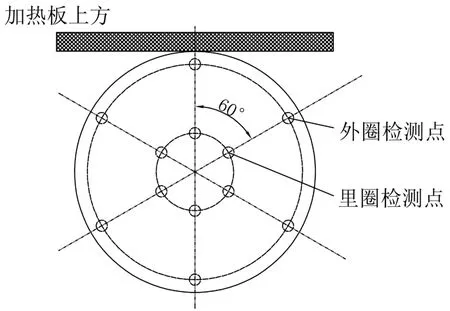
图4 测量热板表面点分布示意图
4 结束语
目前全自动热熔焊机热板温度的控制情况差异较大,存在的问题不容忽视。为了提高焊机热板温度的控制水平和焊接质量,提出了较为全面而具体的控制要求,又提供了较为科学而规范的检测程序与方法。
[1] 何曼君,张红玉,陈维孝,等.高分子物理:第三版[M].上海:复旦大学出版社,2007.
[2]A.Melotto Michael,宋宝生.聚合物加工温度的控制[J].橡胶参考资料,1996(03):46-51.
[3]周持兴,俞炜.聚合物加工理论:第一版[M].北京:科学出版社,2004.
[4]童彬,徐玲.聚合物分子运动对聚合物加工成型温度的影响[J].高分子材料科学与工程,2013(05):188-190.
[5]吴文栋,李茂东,林金梅,等.聚乙烯管道热熔焊机质量现状与发展分析[J].城市燃气,2013(05):4-7.
[6]GB/T 20674.1-2006.塑料管材和管件聚乙烯系统熔接设备:第1部分:热熔对接[S].
[7]TSG D2002-2006.燃气用聚乙烯管道焊接技术规则[S].
Discussion on the Control Requirements and Detection Methods of Hot Plate’s Temperature
WU Wen-dong,LI Mao-dong,TU Xin,DA Jing
(Guangzhou Special Pressure Equipments Inspection and Research Institute,Guangzhou510663,China)
The major problems of the control of hot plate’s temperature of current domestic fusion welding machines were summered,and the main reasons were analyzed.In order to definitude the control requirement of hot plate’s temperature for relevant standards,the control requirements for hot plate’s temperature of automatic fusion welding machines were discussed,and some simple and feasible detection methods were provided.
automatic fusion welding machine;hot plate’s temperature;control requirement;detection method
TG432
A
1009-9492(2014)08-0132-04
10.3969/j.issn.1009-9492.2014.08.037
吴文栋,男,1984年生,湖南娄底人,硕士。研究领域:聚乙烯材料等非金属材料及设备的检验检测。 (编辑:王智圣)
2013-10-19;
2014-07-03
