基于PLC与触摸屏控制的圆弧自动焊接机的设计*
2014-02-11贲少辉梁兴华茂名职业技术学院广东茂名55000广东石油化工学院广东茂名55000茂名全球水塔有限公司广东茂名55000
王 开,刘 美,贲少辉,梁兴华(.茂名职业技术学院,广东茂名 55000;.广东石油化工学院,广东茂名 55000;.茂名全球水塔有限公司,广东茂名 55000)
基于PLC与触摸屏控制的圆弧自动焊接机的设计*
王 开1,刘 美2,贲少辉1,梁兴华3
(1.茂名职业技术学院,广东茂名 525000;2.广东石油化工学院,广东茂名 525000;3.茂名全球水塔有限公司,广东茂名 525000)
针对某厂法兰接口焊接的缺陷,提出基于PLC与触摸屏控制的圆弧自动焊接机解决方案,改善生产环境、提高生产效率、降低生产成本,达到环保、高效、节能的效果,提高企业的经济效益。
PLC;触摸屏;步进电机;开环控制;自动焊接机
0 引言
焊接是制造业一种重要的加工方法。某厂专业生产各类不锈钢水塔、水塔配套设备、不锈钢制品、水暧器材等,其主要产品不锈钢水塔的进出水口的焊接要依靠人工作业,焊接的工艺与焊工的水平有关,生产效率低,劳动强度大,焊接质量的稳定性差[1],一等品通过率不高,每焊接一个接口要5分钟,焊接时引弧电流达200 A。本文提出基于PLC与触摸屏控制的圆形自动焊接机解决方案,自动完成不锈钢水塔圆形出水口的焊接过程,不仅提高生产效率、降低生产成本,同时也改善生产环境,减少在焊接过程中对工人身体特别是眼睛的伤害。
1 自动焊接机控制要求
自动焊接机工作过程主要有焊枪下降与工件定位、工件焊接过程定位和焊枪复位三个步骤,从而实现对圆形工件自动焊接,其机械部件的结构和工作控制过程如图1所示。其中控制系统主要有气缸和步进电机两个动力源,分别控制着工件定位与焊枪下降上升、焊枪水平方向的旋转定位等。焊枪的水平方向的运动采用主从齿轮联动结构,其中主齿轮30个齿,从齿轮192个齿。
其工作过程如下:自动焊接机有手动和自动两种工作方式,两种工作方式都是在触摸屏上进行操作。如果是选择自动工作方式且初次启动,首先,按回原点按钮,焊枪与工件定位组件上升,步进电机逆时转动,使焊枪复位,然后按下启动按钮,气阀伸出,焊枪与工件定位组件下降,延时后启动焊枪进行焊接,同时,启动步进电机按设定的角度和速度顺时针方向旋转,当到达指定的角度后步进电机停止焊枪延时收弧,气阀复位,焊枪与工件定位组件上升,完成一个工件焊接过程。当再次放上工件并按下启动按钮,重复上述过程,只是步进电机逆时针转动。如果选用手动操作,每按下触摸屏上的手动按钮,则系统启动相应的动作。

图1 自动焊接机工作过程原理图
2 工件焊接过程定位系统设计
工件焊接过程中的关键是焊枪的速度控制和位置定位,常用的控制系统有步进电机开环控制系统和闭环伺服控制系统。步进电机开环控制系统如图2所示。控制信号由PLC产生,PLC输出一定数量、频率的脉冲信号,经驱动器分配放大,输出两相功率脉冲信号给步进电机,带动负载以一定的转速运动,当停止控制脉冲信号时负载也停止,从而实现通过脉冲控制负载转速和位置的效果。本系统具有结构简单,系统稳定性好的特点[2]。

图2 开环控制系统
闭环伺服控制系统如图3所示[3],其控制单元包括位置控制器、速度控制器、电流控制器和功率放大器等。伺服驱动器均采用数字信号处理器(DSP)作为控制核心,其优点是可以实现比较复杂的控制算法,实现数字化、网络化和智能化。功率器件普遍采用以智能功率模块(IPM)为核心设计的驱动电路,IPM内部集成了驱动电路,同时具有过电压、过电流、过热、欠压等故障检测保护电路[4]。闭环伺服控制突出优点是由于采用了负反馈,因而被控制量对于外部扰动或系统内部变化所引起的偏差能自动消除,具有抑制干扰的能力,对元件特性变化不敏感,并能改善系统的响应,具有精度高的特性。但反馈回路的引入检测、反馈比较等环节,增加了系统的复杂性,成本增加,而且增益选择不当时会引起系统的不稳定[2]。

图3 闭环伺服控制原理图
综全考虑控制的要求和制造成本,本设计采用步进电机开环控制系统,步进电机选用日本多摩川TS3684N112E30,步距角为1.8°,即在无细分的备件下200个脉冲电动机转一圈。步进电机驱动器选用日本乐兹RD-023MSA,设置细分为10 000步/转,焊枪旋转1°需要的脉冲数计算如下:
因为焊枪的水平运动主齿轮30个齿,从齿轮192个齿,驱动器细分为10 000步/转,所以焊枪的旋转1周的脉冲数为:

焊枪旋转1°需要的脉冲数为:

对控制器PLC的选型主要考虑控制系统对PLC的处理速度是否满足实时控制的要求和外围设备的需要[5],本控制系统控制较为简单、外围设备较少,主要是要输出频率较高的脉冲信号,因此,PLC选用三菱FX1S-14MT PLC作为控制器,可满足系统的控制要求。自动焊接机的PLC控制系统接线原理图如图4所示,图5为步进电机与驱动器接线图。步进电机驱动器时钟脉冲输入和旋转方向输入端子选择1CK输入,即CLK+和CLK-输入脉冲信号,控制步进电机的转速和位移,UD+和UD-输入方向信号,没有电流输入时为正转,有电流输入时为逆转。PLC的Y0向步进电机驱动器CLK-端输出脉冲信号,Y1向驱动器UD-端输出正反转的方向信号。
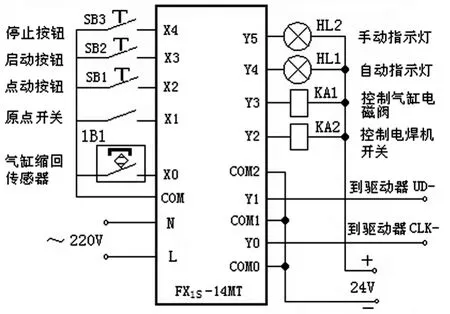
图4 PLC控制系统接线原理图
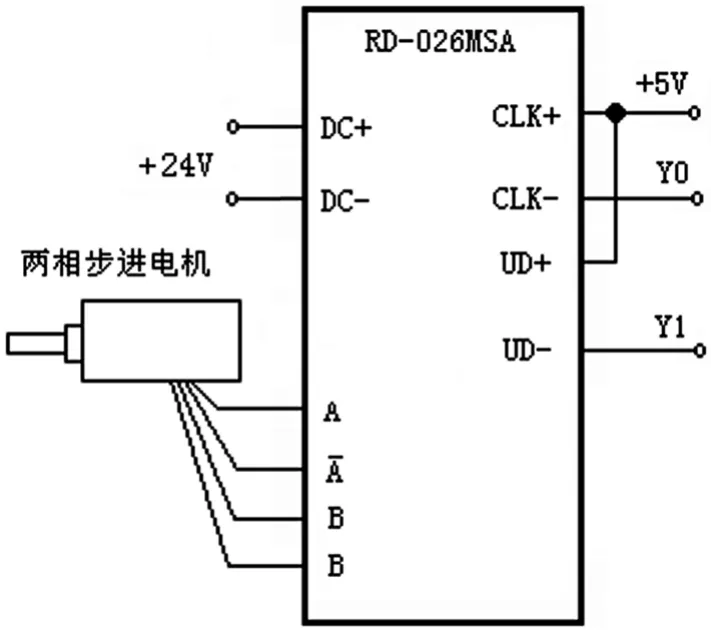
图5 步进电机与驱动器接线图
3 系统软件设计
根据圆形钢桶出水口焊接工艺过程和工作要求,设置自动和手动两种工作方式。自动方式流程为按启动按钮,焊枪与工件定位——焊接——转动焊枪——一周后延时收弧——焊枪复位,完成一个工件焊接过程。手动方式主要是单步控制自动焊接机每一步,主要作用是在自动焊接过程中,如果发现某些工艺参数需要调整,可以暂时停止焊接,切换到手动方式进行参数调整[6],或对不合格产品进行补焊。程序结构也由手动控制和自动焊接两部分组成。手动方式用梯形图进行编程,梯形图内容还包括初始设置、方式选择和脉冲输出等,程序如图6所示。其中,43步和45步所在行为手动/自动方式选择控制[7-8]。自动焊接过程的和手动焊接过程要实现互锁。
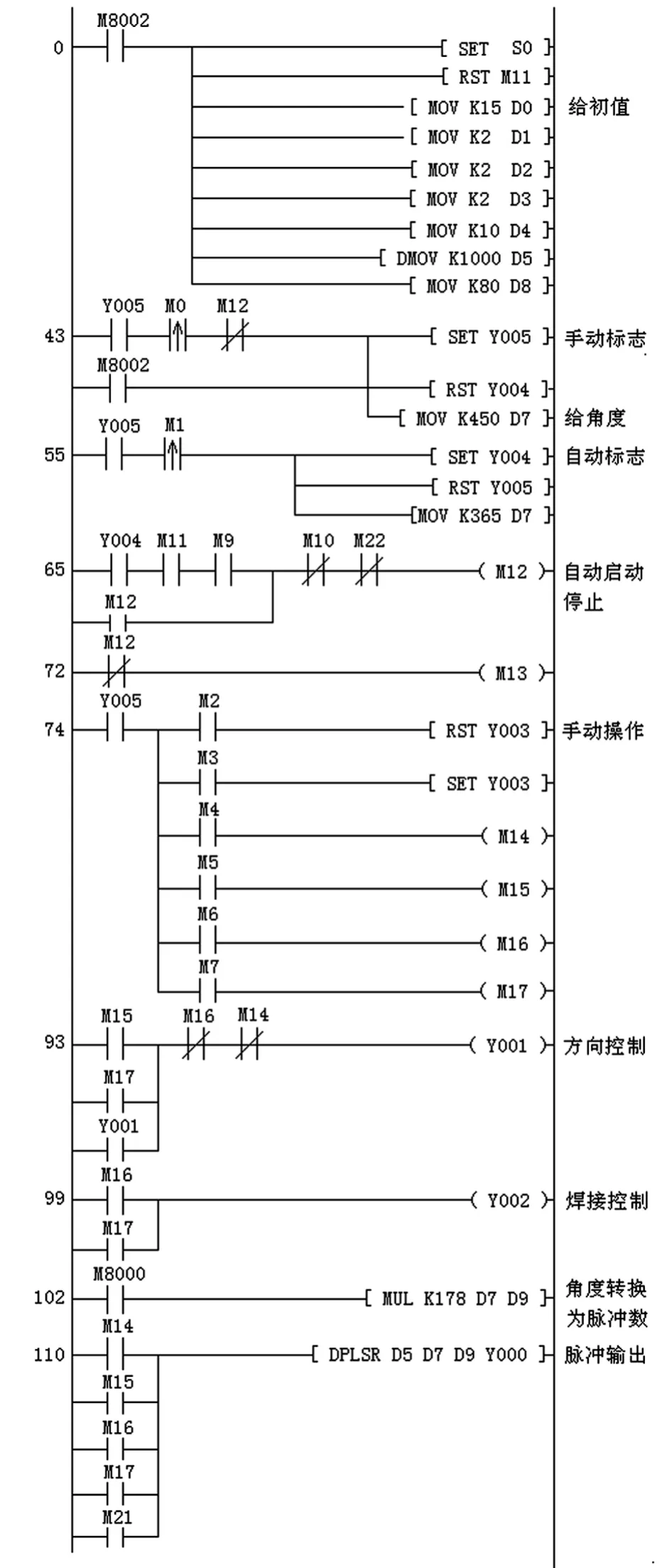
图6 手动控制梯形图
自动方式用SFC顺序功能图进行编程,如图7所示。程序包括自动焊接过程控制和回原点控制,这部分是选择分支结构,两者只能选择其一。刚开机时,初次选择自动模式必须进行回原点操作,使原点标志位M11为ON时,才能进行自动焊接过程。在编写自动焊接程序时,为了在焊接完成时不产生气泡,不出现漏水的现象,必须要进行收弧处理,即焊接完毕,还要点焊一两次,步进流程图中的S23步就是实现收弧处理功能的。
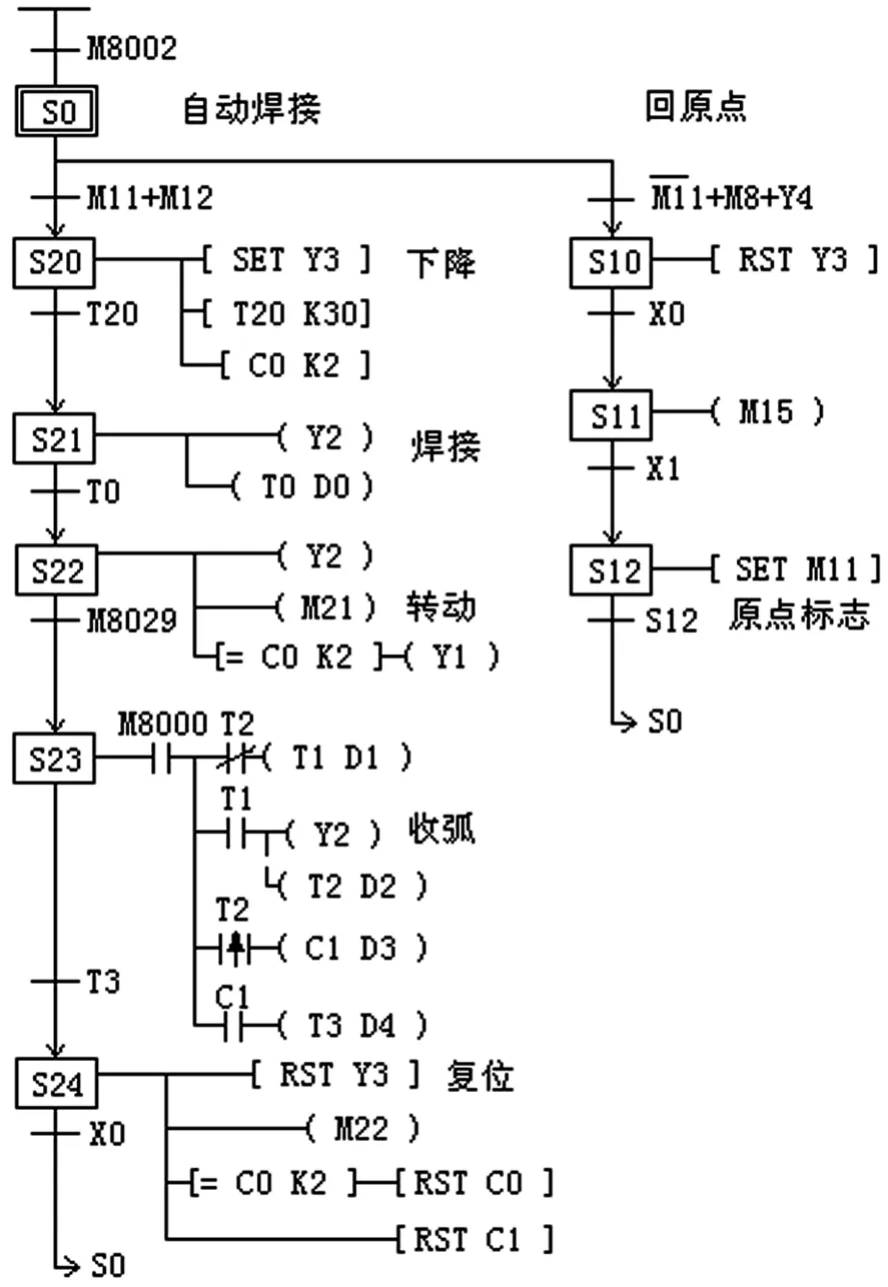
图7 自动焊接方式SFC顺序功能图
4 触摸屏界面设计
为了实现良好的人机交互操作性能,提高系统操作的可靠性、灵活性、简单性、生动性,完善系统控制功能[9],本设计采用步科MT500T触摸屏与三菱PLC联合进行控制。通过触摸屏在圆形自动焊接机的应用,使操作者容易操作,并根据生产的实际需要,在触摸屏中随时更改系统设置的参数,如旋转角度、延时时间、收弧次数等,达到提高质量和效率的目的。

图8 欢迎进入界面

图9 启动操作界面

图10 参数设置界面
根据生产需要和人机交互的要求,本设计设置了开机欢迎进入、启动操作和参数设置三个触摸屏界面。其中,欢迎进入界面设置进入密码,只有取得密码人员才能进入系统操作,提高系统安全性。启动操作界面主要有方式选择、手动操作和自动启动等按钮,从而实现手动控制和自动运行的功能。参数设置界面是系统的重要组成部分,它不但能实时显示运行参数,还能方便地修改各种运行参数,改善运行性能。用MT500T专用组态软件EasyBuilder500设计的欢迎进入、启动操作和参数设置三个界面如图8、图9、图10所示。
5 结论语
应用PLC和触摸屏等新技术设计制作的不锈钢水塔进出水口圆形焊接机,经调试使用,性能稳定、操作简单,在效率、节能、环保等方面取得较好的效果,焊接能力由原来手工焊接的1个/ 5分钟提高到1个/1分钟内,引弧电流由电手工焊接的200 A降低到10 A以下。同时,产品的一等品率由过去的93%提高到99.5%,每个水箱生产成本降低2.5元,每年可节约成本约5万元,水塔年生产能力从原来的2万个/年增加到3万个/年,可新增产值约600万元,提高企业的经济效益。
[1]王健强,桂贵生.四坐标自动焊接机的CNC系统[J].合肥工业大学学报:自然科学版,1998(03):66-70.
[2]肖安,扬向宇.自动控制系统及应用[M].北京:清华大学出版社,2006.
[3]王海祥,高峰.基于PLC及伺服系统的剪板机的控制系统设计[J].制造业自动化,2012(12下):115-119.
[4]张同苏,徐月华.自动化生产线安装与调试[M].北京:中国铁道出版社,2010.
[5]王开,贲少辉.基于PLC在钢桶自动印字系统中的应用设计[J].机电工程技术,2013(08):62-64.
[6]刘皓春,陈春丽.基于PLC的自动焊接机升降控制系统设计[J].武汉理工大学学报:信息与管理工程版,2007(12):133-135.
[7]崔宇清,姜兆亮,仪维.基于PLC的夹紧力在线调控系统[J].机电工程,2013(7):852-855.
[8]乔东凯,扬向宇.基于PLC对三维立体运动系统的电气控制及应用[J].工程设计学报,2012(12):465-468.
[9]于殿勇,刘兴义.基于PLC与触摸屏控制的搬运机械手的应用 [J].制造业自动化,2009(08):121-123.
Design of the Circular Arc Automatic Welding Machine Based on PLC and Touch Screen
WANG Kai1,LIU Mei2,BEN Shao-hui1,LIANG Xing-hua3
(1.Maoming Vocational and Technical College,Maoming525000,China;2.Guangdong University of Petrochemical Technology,Maoming525000,China;3.Maoming Global Water Tower Co.,Ltd.,Maoming525000,China)
Aiming at the defects of a factory flange interface welding,the solutions based on the PLC and touch screen control circular arc automatic welding machine is proposed.The new automatic welding machine can improve the production environment and production efficiency,and also can reduce production costs,achieve high efficiency,energy saving,environmental protection effect.It is significant for improving the economic benefit of the enterprise.
PLC;touch screen;step motor;open-loop control;automatic welding machine
TP273
A
1009-9492(2014)08-0004-04
10.3969/j.issn.1009-9492.2014.08.002
王 开,男,1967年生,广东电白人,大学本科,高级讲师。研究领域:电子与电气工程。已发表论文17篇。 (编辑:阮毅)
*2013年茂名市科技计划项目(编号:茂科字[2013]32号)
2014-06-24
