一种基于三菱PLC的RDF自动生产线控制系统设计
2014-02-11翟满喜赵玉柱吴振宇
张 震,翟满喜,赵玉柱,吴振宇
(中科院生态环境研究中心鄂尔多斯固废所,内蒙古鄂尔多斯 017000)
一种基于三菱PLC的RDF自动生产线控制系统设计
张 震,翟满喜,赵玉柱,吴振宇
(中科院生态环境研究中心鄂尔多斯固废所,内蒙古鄂尔多斯 017000)
垃圾衍生燃料(RDF,Refuse Derived Fuel)作为垃圾能利用领域的新方法,已朝着大规模工业应用的方向发展。提出了一种基于三菱PLC的RDF生产线控制系统,并进行了实际应用。该套系统主要由上位机监控及与PLC通讯、PLC集中控制等部分组成。通过实际生产证明,该自动控制系统设计合理,完全满足了提出的控制要求,具有广阔的应用前景。
RDF;自动生产线;控制系统
0 引言
生活垃圾的能源化作为环保与能源交叉领域的新兴科学技术,已逐渐引起世界各国的重视,而焚烧是垃圾能源利用的最重要的手段之一。但由于垃圾直接焚烧存在二次污染、炉内腐蚀等问题,大大影响了垃圾能利用的成本。在此背景下,垃圾衍生燃料作为垃圾能利用领域的新的生长点应运而生,并朝着大规模工业应用的方向发展[1]。本文提出了一种以本单位独立研发并申请专利技术的RDF自动生产线为平台的RDF生产线控制系统,该系统具有集工控机远程监控控制与现场控制为一体,多种故障急停模式等特点。本系统经过现场实际调试,完全满足了RDF自动化生产线的控制要求,整条生产线获得良好的经济效益,具有广阔的市场前景,值得应用推广。
1 RDF自动生产线工艺流程
RDF自动生产线是本所专利技术产品,既可以与生活垃圾分选综合处理生产线结合使用,也可以单独作为独立生产线使用。该生产线主要设备包括给料机、一次破碎机、二次破碎机、混料机、成型机及连接皮带等。物料经给料机暂存后由给料机均匀给于一号皮带上,一号皮带将物料送入一次破碎机进行粗破碎,破碎后的物料由二号皮带机送入二次破碎机,再次破碎后的物料进入混料机与粉煤等混合后由三号皮带机送入成型机成型,成型后的物料落入中转料斗。其工艺流程如图1所示。

图1 RDF自动生产线工艺流程
2 RDF自动生产线控制系统的设计
2.1 生产线控制要求
(1)由于该生产线使用电机较多,为了避免启动对电源产生较大冲击,各设备应沿生产线物料流向逆序逐台启动,每两台设备间应有启动间隔。
(2)为了使停机时各设备及皮带上没有存料,停机时各设备应按沿生产线物料流向正序逐台停止,每两台设备间设置停机间隔。
(3)故障急停按钮设置。生产线在工作状态随时会遇到紧急情况,所以在每台设备附近设置急停按钮,沿各条皮带设置拉绳急停按钮,总控箱及工控机设置总急停按钮。为最大限度避免皮带及设备重载停车,要求各设备附近急停按钮与皮带拉绳急停按钮只停止生产线物料流向中该设备位置以前的设备。
(4)运行方式。设置可以互相切换的多种运行方式,即自动方式、手动方式。在工厂中,生产线一般都是工作在自动方式,手动方式常用于设备调试与检修。
(5)联锁和互锁。生产线的各个部分相互关联,因此在工作过程中程序控制需要在各种条件下进行联锁。而且,由于生产线机构能够有几种工作状态,但是不能同时工作,因此需要互锁,如自动模式和手动模式的选择等。
(6)工控机监视。在上位工控机既可以实时察看各设备的工作情况,也可以远程启动或停止整条生产线。
2.2 硬件设计
可编程逻辑控制器(Programmable Logic Con⁃troller,PLC),它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。但是,PLC在人机对话、故障判断等方面有不方便、不直观的特点。因而需要用工控计算机作为上位机来配合PLC组成优良的自动控制系统。本设计根据生产线所需要的I/O点数量和系统控制需要等因素选用三菱公司FX-3U-32MR型PLC作为控制系统核心,通过FX3U-232-BD RS232串行通信扩展板与上位工控机进行通信[2]。如图2所示。
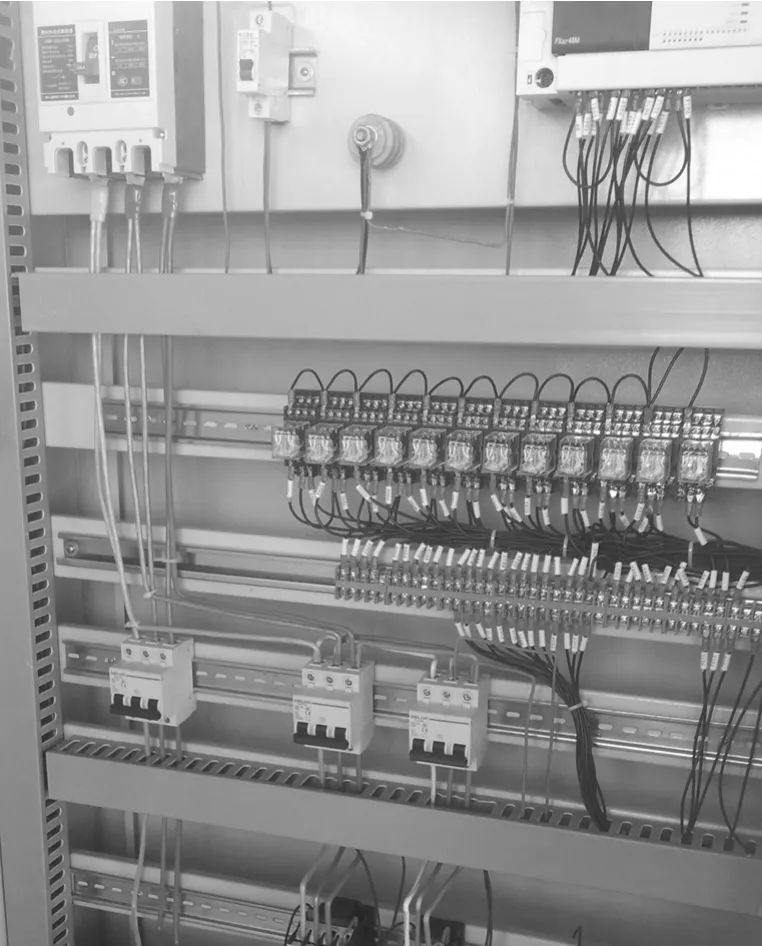
图2 PLC主控柜安装
2.3 上位工控机软件设计
MCGS是北京昆仑通态的一款组态软件,其在界面的友好性、内部功能的强大性、系统的可扩充性、用户的使用性以及设计理念上在国内都均为一流[3]。本设计上位工控机通过MCGS软件进行组态,实时将整条生产线工作状态显示于工控机,并实现上位工控机对整条生产线的远程启动、停止和急停。如图3所示。
2.4 PLC程序设计
由于使用三菱FX系列PLC,编程软件对应选用了GXworks2。GXwork2为三菱PLC编程软件GX Developer的新版本替代编程软件[4]。PLC程序实现的功能为:
(1)当RDF自动生产线主控制柜上手自选择开关置于自动时,可以通过主控制柜上自动启动/停止和上位工控机自动启动/停止进行生产线的启动/停止,控制柜上及上位机上手动启停按钮均为不可用;
RDF Automatic Production Line Control System Design Based on Mitsubishi PLC
ZHANG Zhen,ZHAI Man-xi,ZHAO Yu-zhu,WU Zhen-yu
(Ordos Research Institute of Solid Waste,Ecology Center of Chinese Academy of Science,Ordos 017000,China)
As the use of new approaches in the field of garbage power,Refuse Derived Fuel is toward to a large-scale industrial application development.This paper presents a RDF production line control system based on Mitsubishi PLC,which has been used in the demonstration engineering.The system mainly consists of PC monitoring and communication with PLC,PLC centralized control components.The production practice shows that the automatic controlsystem design is reasonable,fully meet the control requirements,and has broad application prospects.
RDF;automatic production line;control system
TP273
A
1009-9492(2014)08-0017-02
10.3969/j.issn.1009-9492.2014.08.005
2014-02-20
