植酸酶对不同原料发酵乙醇的影响
2014-02-09刘劲松金明亮宫殿良郭福阳
刘劲松,金明亮,宫殿良,郭福阳
(中粮生化能源(肇东)有限公司,黑龙江肇东151100)
植酸酶对不同原料发酵乙醇的影响
刘劲松,金明亮,宫殿良,郭福阳
(中粮生化能源(肇东)有限公司,黑龙江肇东151100)
本文考察以不同原料为底物时,在液化前添加植酸酶对液化粘度、DE值及后续发酵的影响。结果显示,当以全玉米粉为发酵底物,配料浓度为30%,植酸酶加量为10U·g-1干基时,液化及发酵效果最好,乙醇浓度可达15.38%(V/V),残糖指标相对也较低。使用全粉为原料时添加植酸酶对酒分提高显著。
高温植酸酶;不同原料;乙醇
磷是合成酵母菌体细胞中核酸、核蛋白、磷脂和其他含磷化合物的重要组成元素,是菌体细胞中许多辅酶的重要组成部分。当细胞中缺少磷时,会引起各种代谢产物的紊乱[1]。其中玉米中的磷大部分以植酸磷的形式存在,不能被微生物利用,一方面造成资源的浪费,另一方面大量的植酸磷残留在酒糟中,作为饲料难以被畜禽利用,导致环境的污染[2]。在发酵过程中加入植酸酶,它将植酸磷分解为无机磷,供酵母生长代谢利用[3],又可以减少植酸对其他营养因子的螯合作用和对淀粉酶、蛋白酶的抑制作用,从而提高出酒率[4]。
全玉米粉和玉米混合粉为常用的发酵原料,玉米胚芽经榨油后的玉米粕与脱胚玉米粉构成了玉米混合粉。在生产线上提取玉米胚芽油后,其营养成分几乎全部残留在胚芽粕中,粕中玉米纤维和蛋白质的含量极高[5]。由于玉米混合粉有提油处理的过程,因此,相对于全玉米粉发酵增加了利润,并且玉米粕对酵母的生长有一定的促进作用,是目前企业比较成熟的生产方式[6]。本文主要考察了耐高温植酸酶对全玉米粉和玉米混合粉的发酵影响,目的是优化植酸酶的较优发酵原料及添加量,验证植酸酶对玉米酒精发酵出酒率的影响,为植酸酶应用到大生产提供数据支持。
1 材料与方法
全玉米粉;混合玉米粉:脱胚玉米粉加13%左右的粕粉;安琪超级酿酒高活性干酵母(湖北安琪酵母股份有限公司);淀粉酶(诺维信公司);酸性蛋白酶(山东隆大公司);糖化酶(诺维信公司);植酸酶(北京华农生物工程有限公司);葡萄糖;NaOH;HCl;H2SO4均为分析纯。

图1 全玉米粉粒度分布Fig.1Particle distribution of whole corn powder
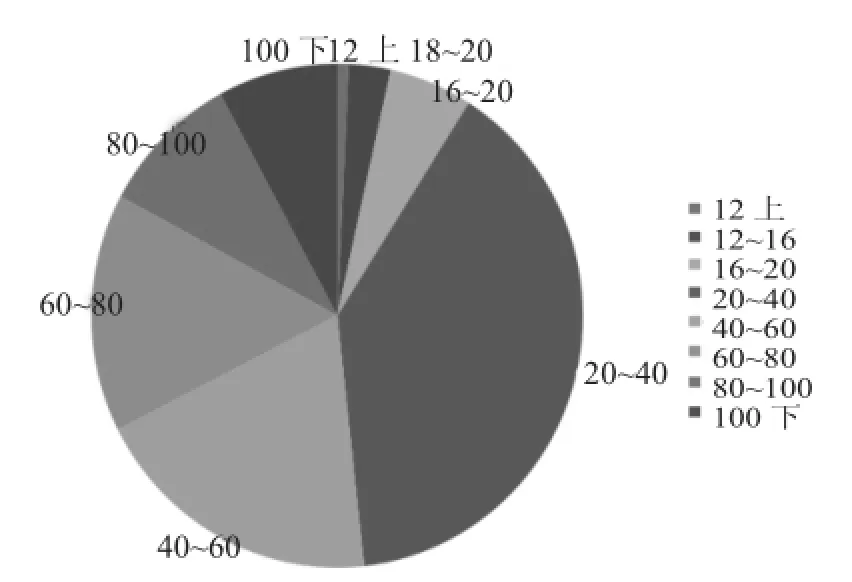
图2 混合粉粒度分布Fig.2Particle distribution of mixed corn powder
1.2 仪器与设备
Mettler AL204型分析天平(梅特勒-托利多仪器上海有限公司);NDJ-5S型粘度计(上海恒平科学仪器有限公司);HWS-28型水浴锅(浙江金坛市荣华仪器制造有限公司);PHS-3C型pH计(上海精密科学仪器有限公司雷磁仪器厂);ZHWY-2112F型摇床(上海智城分析仪器制造有限公司);Agilent1260型液相色谱(安捷伦科技发展有限公司);SCIGA 3-18k型离心机(Sigma公司);尼康50I型显微镜(日本尼康)。
1.3 方法
1.3.1 原料液化称取相应物料克数至恒重的生物反应器中,加入相应温度的工艺水与清液,将全玉米粉、混合粉配成干物浓度为30%的底物,体系总重800g。调整pH值至5.6,加入淀粉酶与植酸酶(10U·g-1干基),不加植酸酶做空白对照。将反应器放入温度为85℃的水浴锅,在水浴锅温度升至85℃时开始计时,调整搅拌速度为120r·min-1,3.5h将醪液迅速降温至32.5℃左右。
1.3.2 发酵调整液化醪pH值至4.4,称取液化醪350g,称量一定质量的酵母至醪液中(加量1‰),加入酸性蛋白酶和糖化酶稀释液于发酵醪中混合均匀,加入3×10-6青霉素稀释液,及时记录样品重量。发酵温度为32℃,摇床转速为80·min-1,发酵时间为72h,取样滴定全分析及HPLC分析检测。
1.3.3 残糖的测定方法:斐林试剂法[7]
这样,入冬之前聚集在塔哈巴哈台城的各方兵力,由于食粮短缺,自动或被动地迁离。在城内只剩一小部分兵力,埋伏于礼拜寺周围。实际上,塔尔巴哈台又一次陷入孤军守城局面。[注]中国边疆史地研究中心、中国第一历史档案馆合编:《清代新疆满文档案汇编》280,“同治五年六月十六日呼图克图喇嘛棍噶扎勒参奏闻塔尔巴哈台城失陷情形折”,广西师范大学出版社,2012年,第3~4页。
1.3.4 成熟醪各试验组的测定方法高效液相色谱法
采用安捷伦1260型色谱进行测定,色谱柱:伯乐HPX-87H,300×7.8mm;预柱:伯乐125-0129,30*4.6mm;流动相:0.005mol·L-1H2SO4;泵流:0. 6mL·min-1;柱温:65℃;RID设置温度:50℃;进样量15μL;运行时间30min。
1.4 计算公式
1.4.1 淀粉出酒率、残淀粉、残糊精的计算方法
残淀粉=(残总糖-过滤总糖)×0.9
残糊精=(过滤总糖-还原糖)×0.9
2 结果与讨论
2.1 液化粘度与DE值对比
液化醪为乙醇发酵过程中的重要原料,其粘度的大小直接涉及整个乙醇的连续生产,粘度过大会导致管路物料输送慢,液化不彻底,影响糖化酶对淀粉链的进一步作用,从而影响产率;粘度过小则导致设备利用率低,能耗偏高,产酒能力降低[8]。

图3 液化粘度与DE值对比Fig.3Contrast of liquefaction viscosity and DE value
由图3可以看出,在全玉米粉作为原料时,添加植酸酶的降粘效果较好,可降低30%;在混合粉作为原料时,添加植酸酶的降粘效果不明显。
在酒精发酵的生产中对液化醪的DE值的控制是十分关键的,液化DE值表示的是在液化过程中,还原糖在液化醪中所占的百分比。不同干物质浓度的物料所要求的DE值也是不同的。为了防止液化醪中过高的还原糖对酵母产生抑制作用而降低酒精得率,在不影响生产的情况下尽可能保持较多量的糊精和低聚糖及较少量的葡萄糖[8]。由图3所示,在全玉米粉作为原料时,添加植酸酶的液化DE值提高了7.2%;在混合粉作为原料时,添加植酸酶的液化DE值提高了0.9%。
2.2 成熟醪酒分与淀粉出酒率对比
如图4,5所示,在全玉米粉作为原料时,添加植酸酶的成熟醪酒分提高至15.38%(V/V),相较于未添加植酸酶试验组,提高了0.85%,淀粉出酒率为53.67%;而混合粉作为原料时,添加植酸酶的试验组相较于未添加植酸酶试验组,成熟醪酒分提高了0.20%,淀粉出酒率差异不大;全玉米粉做原料发酵的酒分均高于混合粉试验组。

图4 成熟醪酒分对比Fig.4Contrast of mature raw spirit

图5 成熟醪淀粉出酒率对比Fig.5Contrast of distillation yield of mature raw spirit
2.3 成熟醪残糖对比
残糖在酒精发酵工艺中是一个重要的指标,随着发酵过程的进行,糖分含量不断下降,在发酵结束后残余的糖分越少说明发酵效果越好[9]。

表1 成熟醪残糖对比Tab.1Contrast of residul sugar in mature raw spirit
从表1可以看出,添加植酸酶的全玉米粉的发酵残还原糖和残总糖含量最低,分别为0.31%和2.51%;在4个试验组中,在全粉作发酵底物时,添加植酸酶的残糖指标较优。
2.4 成熟醪的HPLC分析
从表2可以看出,发酵主产物乙醇的产量,添加植酸酶的试验组酒分均高于未添加植酸酶的试验组,而全玉米粉作底物发酵的酒分高于混合粉,其乙醇/甘油值也最高,为10.8;各个试验因素间的麦芽糖、乳酸含量相差不大。

表2 成熟醪的HPLC检测结果Tab.2HPLC detection results of mature raw spirit
3 结论
本文使用全玉米粉与混合粉做原料进行发酵试验,考察以不同原料为底物时,在液化前添加高温植酸酶对液化粘度、DE值及后续发酵的影响。当以全玉米粉为发酵底物时,配料浓度为30%,植酸酶加量在10U·g-1干基时,液化及发酵效果最好,乙醇浓度高达15.38%(V/V),残糖指标相对也较低。根据目前显示的试验数据,使用全粉为原料时添加植酸酶对酒精含量影响显著。使用混合粉为原料时,添加植酸酶对酒精产率仅有微弱优势,分析原因是混合粉中含有13%左右的粕粉,粕中含有老化淀粉,导致植酸酶对混合粉的作用效果不显著。针对粕中的老化淀粉,目前没有较好的检测手段,该课题尚需要进一步的深入研究。
[1]张强.植酸酶在玉米原料酒精生产中的应用[J].酿酒科技,2005,(7):51.
[2]李娜.植酸酶在玉米酒精发酵中的应用研究[J].酿酒,2013,40(3):91.
[3]许宏闲,阮振华,段钢.高粱生料酒精发酵植酸酶的应用研究[J].食品科学,2010,31(5):148.
[4]KeShun Liu,Jianchun Han.Changes in mineral concentrations and phosphorus profile during dry-grind processing of corn into ethanol[J].Bioresource Technology,2011,102:3110-3118.
[5]杨丽.玉米胚芽粕资源的综合利用及展望[J].食品研究与开发,2012,(11):205.
[6]张秋琴,叶义杰,张敏,等.玉米胚芽油的生产现状与发展前景[J].工艺探讨,2008,54-56.
[7]王福荣.酿酒份析与检测[M].北京:化学工业出版社,2005.
[8]岳国君,董红星,焦龙,等.酒精生产液化-糖化过程中醪液黏度的变化规律[J].食品与发酵工业,2009,35(9):10-13.
[9]W.M.Ingledew,D.R.Kelsall,G.D.Austin.The Alcohol Textbook Fifth Edition[M].Nottingham:Nottinghamuniversitypress,2009:413-415.
Influence on the fermentation with different raw corn flour by applying phytase
LIU Jin-song,JIN Ming-liang,GONG Dian-liang,GUO Fu-yang
(COFCO Bio-Energy(Zhaodong)Co.Ltd.,Zhaodong 151100,China)
In this study,the viscosity,DE value and the influence on the fermentation with different raw corn flour were investigated by applying phytase during liquefactions.The results showed that:Ethanol concentration is up to 15.38%(V/V)and the parameters of residual sugar are lower than the other conditions,when 10U phytase per gram raw material was added under the dry solids of 30%with the whole corn flour.The ethanol output was improved significantly under the condition of the whole corn flour adding phytase。
meal;phytase;ethanol
Q55
A
1002-1124(2014)09-0070-03
2014-07-28
刘劲松(1974-),男,高级工程师,天津大学化学工程博士,主要从事谷物发酵生产酒精及生物质能源方面的研究工作。