模糊理论在数控铣床加工中的应用研究
2014-01-15周宝同
周宝同,林 岗
(河海大学 机电工程学院,江苏 常州 213022)
数控铣床是加工制造过程的重要制造装备。近年来,虽然数控铣床的发展取得了长足的进步,但随着生产力的发展,传统的数控铣床显露出了弊端。它是基于对零件工艺分析,编制数控程序,属于非实时控制加工,出于对加工母机,刀具保护等考量,加工参数选取的比较保守,不能充分发挥数控机床的性能,造成了很大程度上的资源浪费。因此,研究新的铣削过程控制方法,提高加工效率,具有较大的工程价值。
1 模糊控制系统设计
1.1 模糊控制的概述
模糊控制的概念是由美国加利福利亚大学教授L.A.Zadeh提出来的。模糊理论的引入,可将人的判断,长期累积的经验,思维过程用一套数学形式表达出来,从而使对复杂系统或无法建立精确数控模型的系统做出合乎实际的,符合人类思维方式的处理成为可能。较传统控制而言,数控铣床应用模糊控制具有较多优点。
1.2 模糊控制的系统框架
数控铣床的自适应模糊控制系统结构[1-2],如图1所示。模糊控制器是实现自适应调节参数的核心部分,它输出一个速度给运动控制卡,运动控制卡根据速度调节脉冲输出给伺服电机,伺服电机通过放大作用,驱动伺服马达带动进给机构。同时测量伺服电机电流,转换成功率参数,与给定恒功率相比较,完成一个周期的循环控制作用。

图1 数控铣床自适应控制结构图Fig.1 Structure diagram of milline machine in self-adaptation control
1.3 模糊控制器的设计
一个完整的模糊控制器主要包括3个方面的内容:模糊量的精确化,将一个精确的输入转换成一个模糊集合;模糊控制算法的设计,编制模糊控制规则,实现恒功率控制;输出信息的模糊判决,将一个模糊的量精确化输入到控制器上。
1.3.1 输入量的模糊化
在控制系统中,模糊控制器的输入语言变量E和EC的量测值都是确定数,但模糊控制器的输入要求为模糊集合,因此需要将精确值模糊化[3]。在本论文中,选定伺服电机额定功率为400 W,误差e的基本论域为[-30,30],误差变化率e论域为[-24,24],控制量变化 u 的基本论域为[-36,36],n 均取 6。
根据误差的实时测量值 e1,以及量化因子ke,由ni=ke×e1求取e1在基本论域[-30,30]上的量化等级,然后查找语言变量E的赋值表,找出在元素ni上与最大隶属度对应的语言值所决定的模糊集合。该模糊集合便代表确定数e1的模糊化。
1.3.2 模糊控制算法的设计
由模糊控制控制器误差基本论域为 [-30,30],E的论域X={-6,-5, …,0, …+5,+6}, 得误差 e的量化因子 ke=6/30=0.2,为语言变量选取 7 个语言值:PB,PM,PS,0,NS,NM,NB。根据实际操作者的实践经验[5],可建立语言变量E的赋值表,如表1所示。

表1 语言变量E的赋值表Tab.1 Language variable e assignment table
用同样的方法可建立语言变量EC和U的赋值表。基于操作者手动控制策略的总结,得出一组有49条模糊条件语句构成的模糊控制规则,将这些模糊条件语句加以归纳,可建立数控铣床恒功率系统控制规则的模糊控制状态表,如表2所示,表中有X号称为死区。

表2 模糊状态控制表Tab.2 Fuzzy control state table
模糊空控制状态表2包含的每一条模糊条件语句都决定一个模糊关系[6],它们共有49个,事例计算如下:


1.3.3 输出量的模糊判决
模糊控制器的输出是一个集合,但要是对伺服电机进行控制,就必须给出一个精确的量,那么有必要对该模糊集合进行解模糊计算。离线建立该解模糊查询表,把它存放到计算机的存储器上,编写一个查找查询表的子程序。在实际控制过程中,在一个采集周期内,将采集到的误差e(k)和计算得到的误差变化e(k)-e(k-1)分别乘以量化因子得到相应论域中的元素,到查询表中查询,即可得到所需的控制量uij,乘以比例因子ku,即为所需加到被控过程的实际控制量变化值。
2 仿真实验
为了验证该控制方法对数控系统的实用性,以数控系统上使用的某种伺服电为例,对当数控铣削加工情况发生变化时,伺服电机自我调节能力进行了仿真[6-7]。其数学模如图2所示。
模拟当铣削力变化为80N时,控制系统的相应曲线如图3所示。
从图中可以看出,控制响应曲线最大超调量约为2.5,响应时间约为0.5 s,稳态误差较小,基本可以满足控制要求。
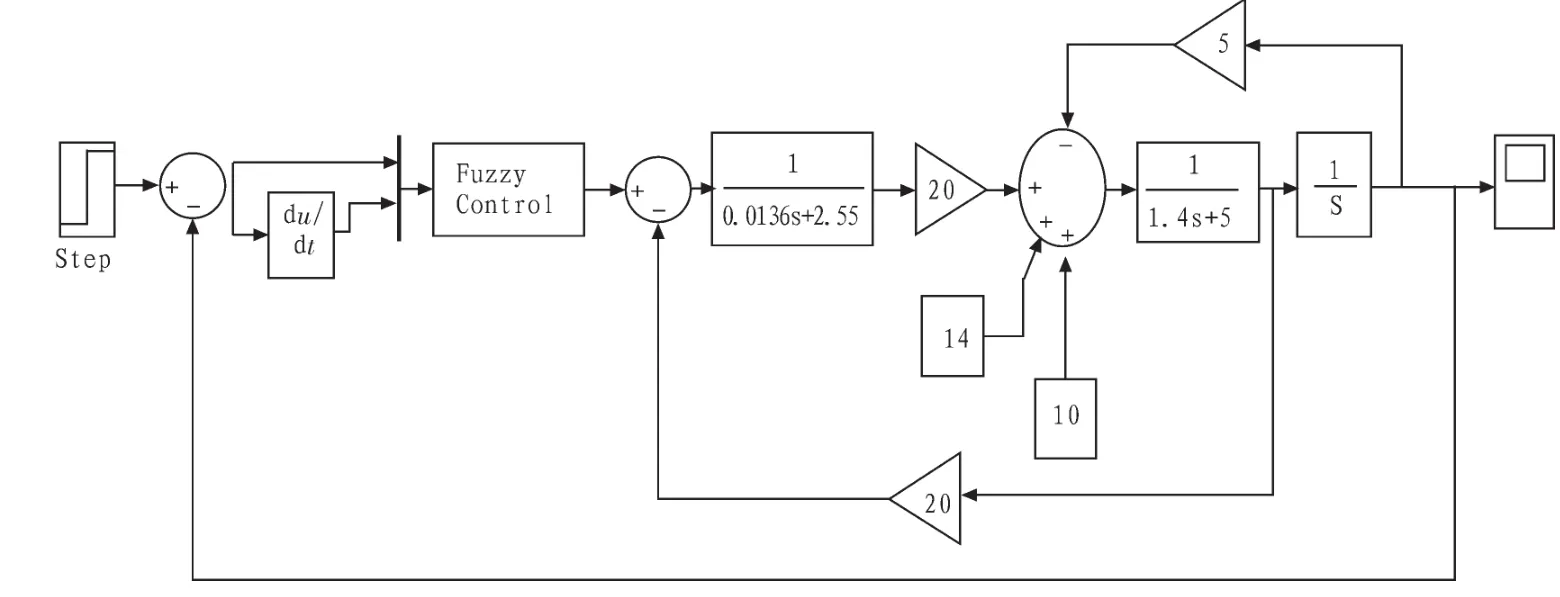
图2 伺服电机数学模型Fig.2 The mathematical model of servo motor
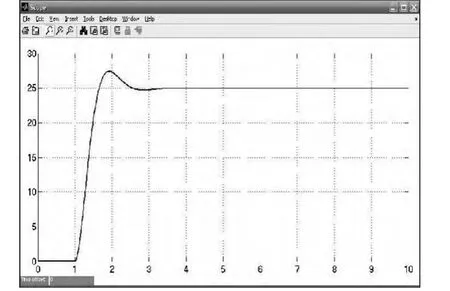
图3 伺服电机自适应控制响应曲线Fig.3 Response curve of servo motor
3 结束语
文中提出的将模糊控制[8]应用于数控铣床加工过程自适应控制,以恒功率为约束目标,能够有效提高加工效率和快速调整铣床加工趋向稳定状态,研究表明可以提高加工效率20%以上[1],部分地区已开始推广使用,有广泛的应用前景。
[1]任永忠.数控加工智能控制系统的研制[D].西安:西安科技学院,2003.
[2]王德斌.运动控制系统及其在机床数控化改造中的应用关于研究[D].上海:上海交通大学,2007.
[3]许家民.基于传感器的加工过程只能控制技术研究[D].常州:河海大学,2007.
[4]章卫国.杨向忠 模糊控制理论与应用[M].西安:西北工业大学出版社,2000.
[5]黄卫华.方康玲 模糊控制系统及应用[M].北京:电子工业出版社,2012.
[6]王宏华.王时胜 现代控制理论[M].北京:电子工业出版社,2013.
[7]张国良,曾静,柯熙政,等.模糊控制及其MATLAB应用[M].西安:西安交通大学出版社,2012.
[8]林涛,刘仰魁,陈克斌.基于模糊控制的入口匝道智能控制方法[J].电子科技,2012(8):100-103.LIN Tao,LIU Yang-kui,CHEN Ke-bin.Entrance ramp intelligent control method based on fuzzy control[J].Electronic Science and Technology,2012(8):100-103.