水基切削废液处理研究
2014-01-14靳航标周洋易董艳玲魏梦妍刘延湘
靳航标,周洋易,董艳玲,魏梦妍,刘延湘
(江汉大学化学与环境工程学院,湖北 武汉430056)
水基切削废液是机械加工企业在生产过程中产生的一种高浓度、乳化严重的环境废液[1-2]。目前切削废液的处理方法主要有物理处理法、化学处理法、生物处理法等,如膜分离技术、气浮法、吸附法、电解法、微电解法、絮凝沉淀法[3-9]。
武汉经济技术开发区是华中地区最大的先进制造业基地,每年大约使用切削液约2 000~5 000桶(一桶220L),产生废液约5 000m3,但是大部分企业未对切削废液进行集中收集处理、回用,而是直接排入城市管网,对环境造成危害,因此寻求一套技术上合理、经济上可行的切削废液处理工艺具有重要的现实意义。
铁碳微电解法因为工艺简单可行、投资和运行费用低、效果好,广泛用于处理一些色度大、难降解的废水[10]。在实际应用中,常利用刨花或废弃的铁屑、粉煤灰、黑炭粉等中的有效组分及其多孔特性,促进污染物的去除,取得了良好的经济效益和环境效益[11-15]。
针对武汉经济技术开发区某汽车配件加工企业切削废液的特点,作者在此采用铁碳微电解/膜过滤工艺对切削废液进行处理,并考察了相关因素对处理效果的影响。
1 实验
1.1 材料、试剂与仪器
水基切削废液:取自武汉经济技术开发区某汽车配件加工企业,初始废液呈乳白状,含油量约为6%,pH值为8.8,COD为14 057mg·L-1。
石油醚;铁粉;粒状、粉状活性炭。
CM-02型COD快速测量仪,北京中仪远大有限公司。
1.2 方法
处理工艺流程如下:废液→酸化破乳→石油醚萃取→微电解处理→膜过滤。
具体步骤:取100mL待处理废液于烧杯中,加入2 mol·L-1的稀硫酸溶液调节废液的pH值进行破乳,然后加10mL石油醚进行萃取分离油分,再加入一定量混合均匀的铁、碳,向反应器底部通入空气进行混合搅拌,反应一段时间后,静置过滤,取滤液测其COD值。
以COD值为考察水质的有效指标,探讨搅拌方式、反应时间、pH值、铁碳投加量、铁碳质量比等因素对处理效果的影响。
2 结果与讨论
2.1 搅拌方式、活性炭性状对COD去除率的影响(表1)
由表1可以看出:曝气搅拌方式相比机械搅拌方式对COD去除率的提高较为有利。这是因为,对溶液进行曝气,通过空气在溶液中的搅拌、振荡作用可以加速铁碳表面的更新和相互接触,有利于电极反应,而且空气中的氧气扩散溶解到水中,促进了阳极反应,所以,提高了COD去除率[12]。活性炭粉/铁粉对COD的去除率要高出活性炭粒/铁粉20%左右,这是因为,活性炭粉在反应过程中与废水接触的表面积比碳粒要大得多,所以反应更充分,处理效果更好,但相比于活性炭粉,活性炭粒在反应结束后更容易回收,更便于再次利用。因此,从经济角度考虑,选择活性炭粒/铁粉、曝气搅拌方式处理切削废液。
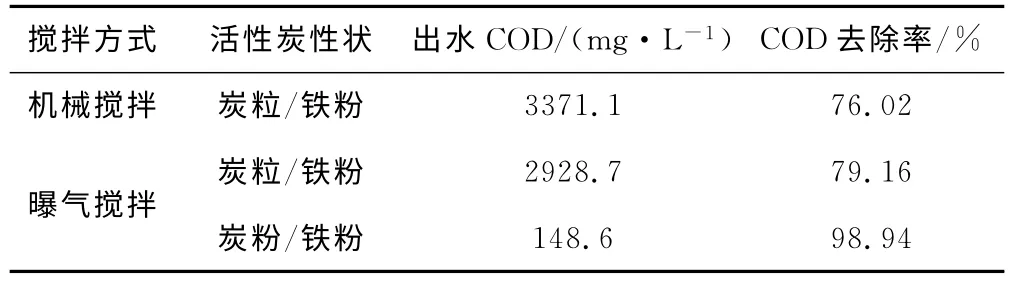
表1 搅拌方式、活性炭性状对COD去除率的影响Tab.1 Effects of stirring mode and activated carbon character on COD removal rate
2.2 反应时间对COD去除率的影响
固定铁碳投加量为0.12g·mL-1、铁碳质量比为1∶1、pH值为1.0,考察反应时间对COD去除率的影响,结果如图1所示。

图1 反应时间对COD去除率的影响Fig.1 Effect of reaction time on COD removal rate
由图1可以看出:反应前期,随着反应时间的延长,COD去除率明显升高;反应60min时,COD去除率相对较高,随后基本保持稳定。根据微电解原理,反应时间越长,微电解作用、吸附作用进行得越彻底,有机污染物的去除率也越高;但反应时间过长,会使铁溶出消耗,体系中Fe2+大量增加而影响色度,增加后续处理成本[14]。因此,选择反应时间为60min。
2.3 pH值对COD去除率的影响
固定铁碳投加量为0.12g·mL-1、铁碳质量比为1∶1、反应时间为60min,考察pH值对COD去除率的影响,结果如图2所示。
由图2可以看出:pH值对COD去除率的影响较大,当pH值从1.0增大到6.0时,COD去除率显著下降。这是因为,在酸性条件下,由于溶液中存在大量的H+,加快了微电池的形成和反应速度,促进了对有机物的降解,COD去除率相应较高。因此,选择pH值为1.0。
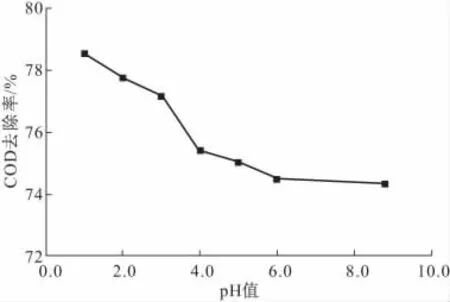
图2 pH值对COD去除率的影响Fig.2 Effect of pH value on COD removal rate
2.4 铁碳投加量对COD去除率的影响
固定铁碳质量比为1∶1、pH值为1.0、反应时间为60min,考察铁碳投加量对COD去除率的影响,结果如图3所示。

图3 铁碳投加量对COD去除率的影响Fig.3 Effect of iron-carbon dosage on COD removal rate
由图3可以看出:COD去除率随铁碳投加量的增加而升高。这是因为,铁碳投加量越大,废水中形成的微电解电池越多,有利于去除有机物;当铁碳投加量达到0.12g·mL-1后,COD去除率略有下降。从处理效果和经济角度考虑,选择铁碳投加量为0.12g·mL-1。
2.5 铁碳质量比对COD去除率的影响
在常温下,将废液的pH值调至1.0,改变铁碳质量比分别为3∶1、2∶1、1∶1、1∶2,曝气反应60min,COD去除率随铁碳质量比的变化如图4所示。
由图4可以看出:当铁碳质量比大于1∶1时,COD去除率随铁碳质量比的增大而降低;当铁碳质量比为1∶1时,COD去除率达到最高;当铁碳质量比小于1∶1时,COD去除率随铁碳质量比的增大而升高。根据铁碳微电解原理,当铁碳质量比较大或较小时,均不能形成足够多的微电池,导致COD去除率下降[10,15]。因此,选择铁碳质量比为1∶1。
2.6 铁碳的回用情况
在最佳处理条件(曝气搅拌、反应时间60min、pH值1.0、铁碳投加量0.12g·mL-1、铁碳质量比1∶1)下进行铁碳回用实验,COD去除率随铁碳回用次数的变化如图5所示。
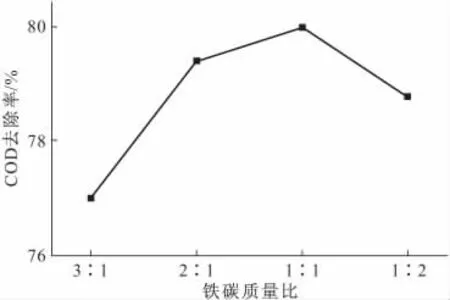
图4 铁碳质量比对COD去除率的影响Fig.4 Effect of mass ratio of iron-carbon on COD removal rate
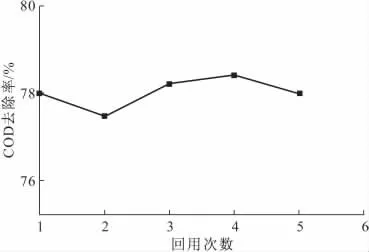
图5 铁碳回用次数对COD去除率的影响Fig.5 Effect of reusing times of iron-carbon on COD removal rate
由图5可以看出:铁碳回用5次时的COD去除率与前几次相比变化不大,说明铁碳可以继续重复使用;但随着回用次数的增加,COD去除率有下降趋势,其原因可能是每次实验时废液中的H+会消耗掉一定量的铁,且每次实验后过滤都会损失一部分铁碳,因而下次处理时的铁碳量较上一次会有所减少,而且铁碳的质量比也会发生变化,导致形成的微电解电池数量减少,从而影响处理效果。
3 结论
采用铁碳微电解法处理水基切削废液,通过控制变量法确定最佳处理条件为:曝气搅拌、反应时间60 min、pH值1.0、铁碳投加量0.12g·mL-1、铁碳质量比1∶1,在此条件下COD去除率达80%。该方法处理效果好,且铁碳可多次回用,对实际应用具有重要的指导意义。
[1]金志宇,孔庆华,马笑蓉,等.切削液的危害及解决方法[J].机械工程师,2005,(10):132-133.
[2]王晓燕,陈向阳,刘志红,等.机械加工中切削液及排泄物的无害化处理研究[J].东莞理工学院学报,2010,17(3):97-100.
[3]杨桥,张秀玲.切削液废液处理技术及研究进展[J].热处理技术与装备,2010,31(1):1-3.
[4]冯欣.水基切削液废液处理的研究进展[J].辽宁化工,2011,40(6):596-598.
[5]吴琦平,衡祥,乔春生.批处理工艺处理水基切削废液工程实例[J].工业水处理,2011,31(4):76-79.
[6]邹家庆.工业废水处理技术[M].北京:化学工业出版社,2003:312-351.
[7]钟登杰.电化学转盘法处理切削液废水[J].重庆理工大学学报(自然科学版),2011,25(3):43-46.
[8]路小彬,程刚,陈敏.破乳-混凝-光催化氧化法处理废切削液[J].化工环保,2006,26(5):417-420.
[9]杨桥,张秀玲,连建肖.铁碳微电解法处理水基切削废液[J].上海化工,2009,34(11):15-17.
[10]耿树平,刘宏菊,罗威,等.铁炭微电解工艺处理采油废水的研究[J].环境工程学报,2012,6(1):242-245.
[11]姜兴华,刘勇健.铁碳微电解法在废水处理中的研究进展及应用现状[J].工业安全与环保,2009,35(1):26-27.
[12]唐晓剑,冯淑霞,康春莉,等.铁碳微电解法预处理糠醛废水的影响因素[J].吉林大学学报(理学版),2009,47(1):154-157.
[13]任拥政,章北平,张晓昱,等.铁碳微电解对造纸黑液的脱色处理[J].水处理技术,2006,32(4):68-70.
[14]张鑫,张焕祯,刘光英,等.铁屑粉煤灰组合处理含磷废水[J].环境工程学报,2013,7(8):2844-2848.
[15]曹微寰,周琪.酯化废水铁还原预处理的研究[J].化工环保,1999,19(4):195-199.
