三坐标测量机驱动的单目立体视觉坐标测量方法
2013-12-23王春梅黄风山
王春梅,黄风山
(河北科技大学 电气信息工程学院,石家庄 050054)
0 引言
三坐标测量机是制造业中的标准三维精密测量设备,研究能与CAD、CAM 等集成的智能三坐标测量机已成为必然,也是近些年来国内外测量领域的一大热点[1]。其中,对零件位姿的自动识别是三坐标测量机智能化的一个重要标志,快速获取被测零件位姿信息,制导测量机测头自动快速找到被测零件,进而建立起零件测量坐标系,是智能三坐标机测量过程的第一步。
被测零件在三坐标测量机工作台上位姿的自动识别一般利用CCD 摄像机视觉系统来完成,需要三坐标测量机自动测量出被测零件上各特征点在摄像机坐标系下的三维坐标,特征点三维坐标自动测量研究方面,目前国内外主要是利用计算机视觉系统来完成。
在单纯的单目立体视觉坐标测量方面,国内外相关研究已很多,精度也达到十几个微米,但在智能三坐标测量零件位姿识别中三坐标测量方面,精度达到1mm 就能满足识别要求[1-2],相关研究还较少,比较有代表性是厦门大学的秦玉红利用多传感器集成获取零件特征点三维坐标[2],系统比较复杂,测量速度较慢。
针对以上情况,在智能三坐标测量零件位姿识别中,本文提出了基于三坐标测量机平动的零件特征点坐标单目立体视觉测量方法,充分利用三坐标测量机高精度平移的特点,实现单摄像机立体视觉测量,省去了双摄像机之间相对位置的标定,简化了视觉测量系统,进而快速准确地得到零件特征点的三维坐标,这方面的研究国内外文献报道还很少。
1 零件位姿识别原理
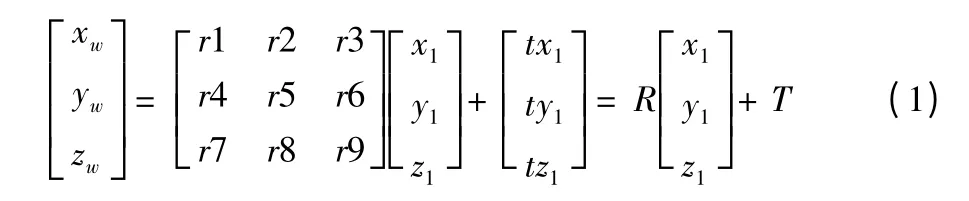
智能三坐标测量机识别被测零件的位姿,就是要确定三坐标测量机机器坐标系OwXwYwZw与CAD 零件坐标系OlXlYlZl之间的旋转矩阵R 和平移矩阵T,其数学模型如(1)式所示[2],进而计算出被测零件的位姿参数,视觉识别系统坐标系如图1 所示[3]。(1)式中的矩阵R 和T 分别有9 个旋转参数和3 个平移参数,共12 个未知量,由于1 个特征点在CAD 零件坐标系和机器坐标系中的坐标带入(1)式可产生3 个方程,所以在零件上要选取4 个以上特征点来求解。
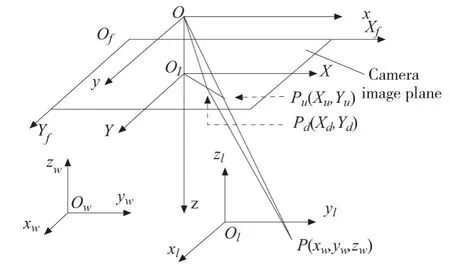
图1 摄像机标定坐标系
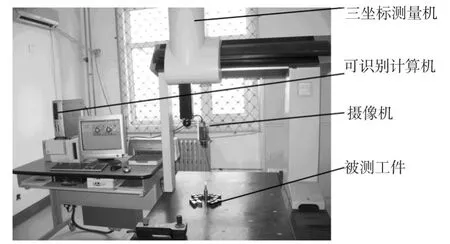
图2 零件位姿视觉识别系统组成
其中,零件上各特征点在CAD 零件坐标系中坐标可从零件CAD 三维模型直接读出[3];而各特征点在三坐标测量机机器坐标系中的对应坐标分两步来完成,第一步是利用立体视觉方法,测量出各特征点在摄像机坐标系OXYZ 中的三维坐标[3];第二步利用视觉系统标定时得到的机器坐标系和摄像机坐标系之间的旋转矩阵R'和平移矩阵T'[4],通过(2)式将第一步得到的各特征点在摄像机坐标系中的三维坐标转换为在机器坐标系下的三维坐标。最后将零件上各特征点在CAD 零件坐标系和机器坐标系下对应的坐标,带入(1)式可计算出机器坐标系与零件CAD 坐标系之间的旋转矩阵R 和平移矩阵T[4],进而可得到被测零件在三坐标测量机工作台上的位姿参数。
2 特征点坐标单目立体视觉测量方法
由上述识别原理可知,智能三坐标测量机零件位姿识别主要包括两个方面的内容,一是根据立体视觉原理,测得零件各特征点在摄像机坐标系中的三维坐标;二是机器坐标系和摄像机坐标系之间的旋转矩阵R'和平移矩阵T'的标定。后者是比较成熟的方法[4],不再重述。针对前者,本文提出了一种基于三坐标测量机平动的特征点三维坐标单目立体视觉测量新方法,主要包括特征点成像、特征点像点提取和特征点在两幅图像中同名像点的匹配三部分。
2.1 特征点三维坐标单目立体视觉测量原理
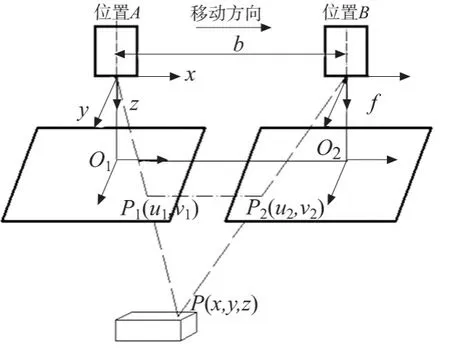
图3 单目立体测量
立体视觉测量可直接获得零件特征点三维坐标信息,包括双目立体视觉测量和单目立体视觉测量[7],图3 所示的平行光轴单目立体视觉系统是一种最简单的单目立体视觉系统[4],摄像机沿x 轴方向从位置A 移动到位置B;在位置A、B 时摄像机的投影中心连线距离为基线距b,设空间任一点P(x,y,z),其在A、B 两个位置的摄像机像平面上所成像点及其像面坐标分别为P1(u1,v1)和P2(u2,v2),因摄像机是沿x 轴平移,所以V1=V2,则P 点对应视差为D =u1-u2。由此可计算出特征点P 在A、B 两个位置摄像机坐标系下的三维坐标[4],以A 位置摄像机坐标系为例,x =b·u1/D,y=b·v1/D,z=b·f/D (3),因此,在准确标定左右两摄像机之间的相对位置,即基线距b 后,对于空间任意一点,只要能确定该点在两幅图像中的匹配同名像点,就可以确定视差D,通过(3)式可计算出该点在A、B 两个位置摄像机坐标系中的三维坐标。
根据平行光轴单目立体视觉系统测量原理,结合三坐标测量机可高精度平移的特点,本文提出了基于三坐标测量机平动的单目立体视觉坐标测量方法,测量系统如图2 所示。基线距b 可直接由三坐标测量机测得,这样既省去了基线距b 的标定过程,提高了测量精度,又简化了系统结构。另外,在测量过程中根据实际情况,可精确调整基线距b,使系统具有很大的灵活性。
2.2 特征点像点提取
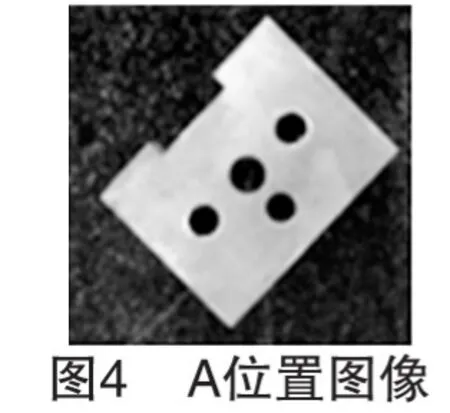
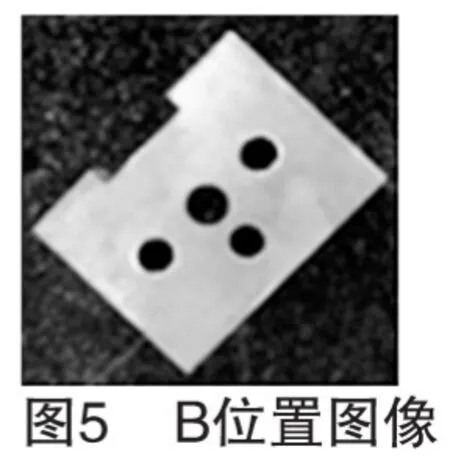
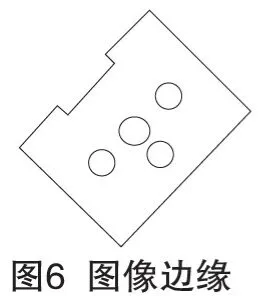
三坐标测量机带动摄像机,在两个光轴相互平行的A、B 位置分别对被测零件拍摄一幅图像,拍摄到的实验件原始图像如图4、图5 所示,接着需要对原始图像进行图像处理,得到零件图像的边缘,如图6 所示,进而提取图像边缘上像素点的像面坐标,如果对所有像素点都进行相关计算,其计算量会非常大,也没有必要。为了提高计算的准确度和图像处理速度,只选择零件上一些特殊点作为特征点,如角点、中心点和质心点等[5],对这些特征点在左右两幅中的对应像点进行提取,得其像面坐标,为每个目标特征点在两幅图像中同名像点的匹配做好准备。
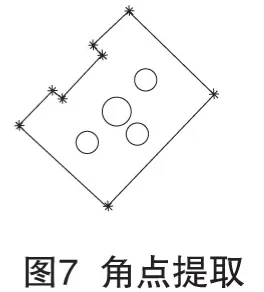
针对本文采用的实验件特点,选用角点作为特征点,采用全局和局部曲率特性来定义和提取角点[5],提取结果如图7 所示,打“* ”的点即为提取出的角点。
2.3 基于边缘图像质心偏移的同名像点匹配
由(3)式可知,要得到特征点在摄像机坐标系中的三维坐标,需要计算出每一特征点对应的时差D,必须从左右两幅图像中提出的特征点像点中,找出与零件上每一特征点对应的左右两个像点,即同一个特征点的两个同名像点[6],这一过程就是特征点同名像点的立体匹配。立体匹配是立体视觉测量中最重要、最困难的问题,本文利用三坐标测量机带动摄像机精确平移并形成平行光轴立体视觉的特点,提出了基于边缘图像质心偏移的同名像点立体匹配方法。
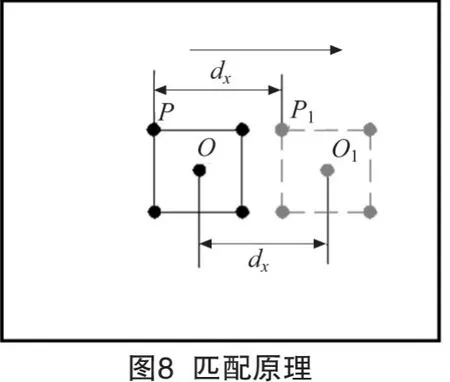
基于边缘图像质心偏移的同名像点匹配的原理如图8 所示。由于摄像机在零件的正上方采集图像,摄像机只在X 或Y 轴方向移动,没有Z 轴方向的上下移动或旋转,所以在两个位置采集到的左右两幅图像既没有尺度大小变化,也没有旋转的变化,右图相对于左图来说只是相当于把零件图像区域(图8 中的实线)在像面上平移了一段或距离,即左图像上所有的像点都沿X 轴或Y 轴平移了一段或距离。根据图像这一特点,找到零件图像上的一个基准点,即无论图像经怎样变换(尺度、旋转、平移),此点对应的像点相对于零件整个图像的位置关系都不会变,如零件图像的质心,所以提取出左右图像各自的质心O、O1的像面坐标,计算出OO1的X轴或Y 轴距离dx或dy(本文以dx为例),则左图中的任一角点的像点P 与其右图中的对应点P1的距离也为dx。因此,立体匹配就转化为寻找左右两图像中满足像面距离为dx这一约束的每一个特征点的左右两个像点。
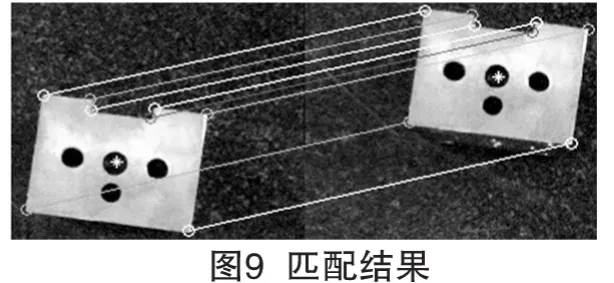
具体方法是先计算两图像区域质心点的像面坐标,得到两质心点偏移的距离dx;然后对应于左图像中每一特征点(本文以角点为例)的像点,在右图像中按从上往下,从左向右的顺序遍历寻找与其距离为dx的像点,若符合此约束条件,则两像点即为同名匹配像点。图9 为此匹配方法的实验匹配结果,其中“* ”点为左右图像区域的质心点,直线连接点为左右图像中的同名匹配像点,匹配精度可达到1 个像素,能满足识别精度要求。
3 实验
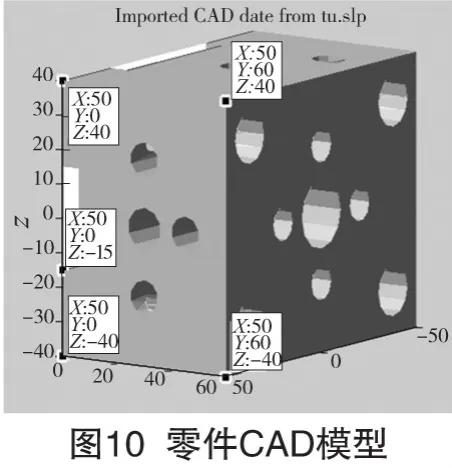
为了验证本文提出的基于三坐标测量机平动的特征点三维坐标单目立体视觉测量方法的可行性,采用图2所示的实验系统进行了测量实验。CCD 摄像机的焦距为12mm,将其安装在三坐标测量机测座上,沿X 轴平移,在间隔10mm 的两个位置各采集一幅图像,即b=10 mm,用本文提出的方法测量出特征点在摄像机坐标系中的三维坐标,如表1 第4 列数据所示;在此基础上再计算出特征点在机器坐标中的三维坐标,如表1 第5 列数据所示;同时用三坐标测量机直接测量出实验件上各特征点在机器坐标系中的三维坐标,如表1 第6 列数据所示,将以上两种方法得到的特征点在机器坐标系中的三维坐标进行比对,以此来验证本文提出方法的可行性。被测零件的CAD 三维模型如图10 所示,零件上各特征点在CAD 零件坐标系下的坐标值(单位为mm)、各特征点在左右图像中的同名匹配像点的像面坐标值(单位为pixel(像素))、各特征点在摄像机坐标系和机器坐标系下的三维坐标值(单位为mm)如表1 所示。
特征点坐标测量时间为1.818s,由表1 第5 列和第6 列数据可发现,两列对应数据之差小于0.3mm,能满足智能三坐标测量机位姿中特征点坐标测量精度1mm 的要求,进而验证了本文提出的特征点三维坐标单目立体视觉测量方法的可行性。
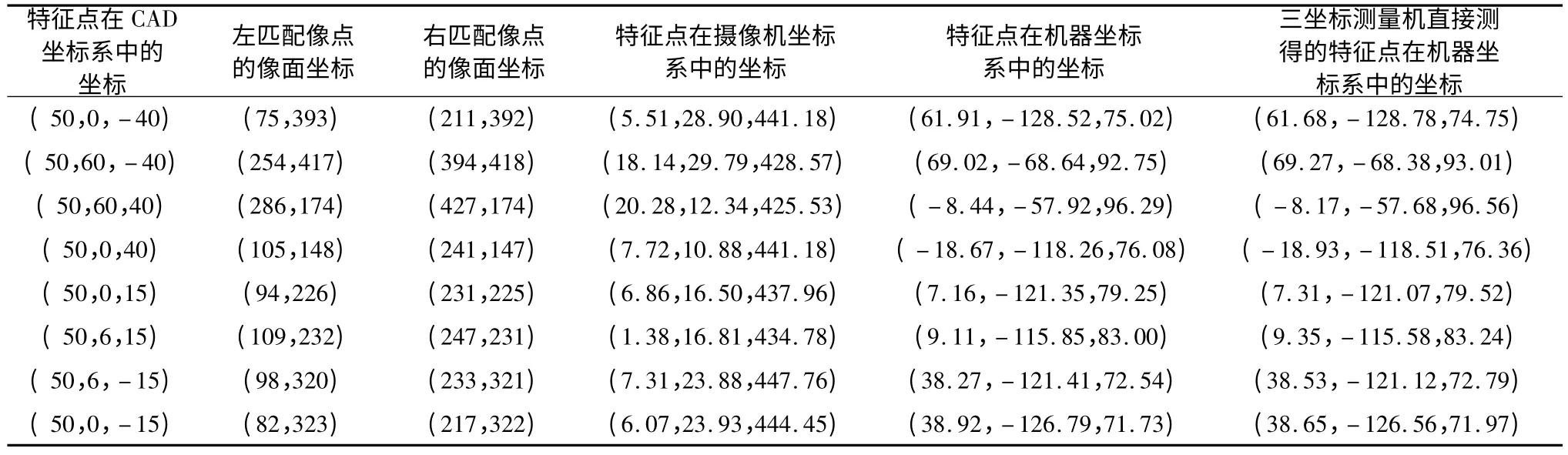
表1 实验数据
4 结论
针对智能三坐标测量机被测零件位姿快速准确识别中的特征点坐标自动测量问题,提出了一种基于三坐标测量机平动的单目立体视觉测量方法。以三坐标测量机带动单个摄像机沿X 轴或Y 轴平移,在两个不同位置分别拍摄被测零件的一幅图像,实现了特征点的单目立体视觉坐标测量,提出了基于边缘图像质心偏移的特征点两个同名像点的匹配方法,比对实验测得结果表明本文所提测量方法能满足智能三坐标测量机零件位姿识别要求。
[1]赵金才.坐标测量系统零件信息提取与位姿自动识别的研究[D].天津:天津大学,2006.
[2]秦玉红.三坐标机柔性化测量系统关键技术研究[D].厦门:厦门大学,2009.
[3]黄风山,钱惠芬. 三坐标测量机驱动的摄像机标定技术[J].光学精密工程,2010,18(4):952-957.
[4]张晓玲,张宝峰,林玉池,等.基于光轴垂直双目立体视觉系统的物体运行姿态研究[J]. 光电子·激光,2010,20(11):1693-1697.
[5]黄风山,王春梅.光笔式视觉坐标测量中控制点光斑图像的识别[J].光学精密工程,2007,15(4):587-591.
[6]Kun Wang. Adaptive stereo matching algorithm based on edge detection[A]. IEEE International Conference on Image Processing,2004(11):1345-1348.