利用响应面优化生物制麦工艺
2013-12-06班省华张怀予王千存路宏科牛宏亮
班省华,张怀予,彭 涛,*,王千存,刘 琦,路宏科,牛宏亮
(1.甘肃省轻工研究院,甘肃兰州730000;2.甘肃农业大学,甘肃兰州730070)
中国是世界啤酒大国,产量多年居世界第一且保持快速增长趋势,国产啤酒大麦的种植和加工业也呈现快速的发展[1]。但国产大麦存在大麦蛋白质质量分数高、胚乳溶解性差、浸出率较低等质量缺陷[2]。近年来研究发现,制麦过程中添加一些有益微生物菌株可提高成品麦芽的品质,如德国的乳酸麦芽目前应用比较广泛,比利时的根霉麦芽也已进入了中试生产阶段[3]。生物制麦时有益微生物会在制麦过程中分泌水解酶系或利用自身菌丝,协助麦芽溶解[4]。白地霉(Geotrichum candidum Link)是绿麦芽及焙燥麦芽中自然菌群组成菌种之一,毒理学研究表明其安全、无毒素遗传性[5]。将白地霉菌株添加到制麦工艺中可抑制禾谷镰刀菌、雪腐镰刀菌等有害菌的生长,同时,在白地霉生长过程中分泌的多种水解酶对大麦胚乳细胞的溶解具有促进作用[6]。本研究以甘啤3号大麦为原料,以甘肃省轻工研究院食品发酵室筛选的白地霉菌株作为生物制麦添加物,通过响应面法进行优化实验,建立连续变量曲面模型[7],拟研究最佳制麦工艺,以提高甘啤3号大麦综合品质,改进传统制麦工艺,提高企业经济效益。
1 材料与方法
1.1 材料与仪器
新鲜浅色甘啤3号大麦,贮存于4℃冰箱中备用;菌株为本实验室筛选得到的白地霉GQG28菌株;甘氨酸标准品 上海中国惠兴生化试剂有限公司,分析纯;Na2HPO4·12H2O、KH2PO4·2H2O、氢氧化钠、CH3COONa·3H2O、冰醋酸、硫酸、硫代硫酸钠、百里酚酞、淀粉、碘均为分析纯。
恒温鼔风干燥箱 上海一恒科技有限公司;pH计 上海仪电科学仪器股份有限公司;电子天平 奥豪斯国际贸易有限公司;DLFU盘式粉碎机 潍坊鲁本机械科技有限公司;小型浸麦槽 莱州银星进出口有限公司;7200型分光光度计 上海合利仪器有限公司;恒温水浴锅 江苏省金坛市医疗仪器厂;糖化器 北京卓川电子科技有限公司;PB203-N分析天平 Metler-Toledo公司;培养箱 上海精密仪器仪表公司;显微镜 上海光学仪器厂;高压灭菌锅 上海茸研仪器设备有限公司。
1.2 实验方法
1.2.1 白地霉菌种的活化复壮 白地霉菌株4℃低温冷藏,使用前,连续两次转接到PDA培养基培养进行活化,转接到5°P麦芽汁平板上,30℃培养12h,挑取菌种加入25mL 5°P麦芽汁培养基中,于28℃,150r/min 下培养 48h[2]。
1.2.2 生物制麦工艺流程

1.2.2.1 浸麦(42h) 投料后水洗和浸麦6h,每隔2h通风20min,添加白地霉菌株。断水10h,每隔1~2h通风20min。水浸2h,通风搅拌20min,断水6h,每隔1~2h 通风20min。水浸 2h,通风20min。断水 6h,每隔1h通风20min。水浸2h,通风20min。断水6h,每隔 1h 通风20min。空休 2h 出槽[8]。
1.2.2.2 发芽(96h) 采用升温发芽,总计96h,依次为 14℃,24h;16℃,24h;18℃,24h;20℃,24h;湿度控制:95%;通风:早、中、晚各通风一次,每次 15min[9]。
1.2.2.3 干燥(22h) 45℃ 5h,50℃ 6h,60℃ 6h,70℃ 2h,83℃ 3h[10]。
1.2.2.4 麦粉制备 细粉:经除杂的均匀麦芽样品,经粉碎机(盘间距0.2mm)粉碎后得细粉。
粗粉:经除杂的均匀麦芽样品,经粉碎机(盘间距 1.0mm)粉碎后得粗粉[11]。
1.2.3 分析方法 糖化力测定、α-氨基氮、浸出率测定:参见文献[12]。
麦芽综合指标计算:麦芽品质评价由糖化力,α-氨基氮和浸出物三个指标综合衡量,糖化力是评价麦芽品质的重要指标,故综合指标中糖化力权重占40%,α-氨基氮和浸出物权重分别占30%,即麦芽综合指标=糖化力×40%+α-氨基氮×30%+浸出物×30%。
1.2.4 生物制麦单因素实验 在其他因素不变的前提下,设定单因素的不同水平,对糖化力、α-氨基氮和浸出物进行测定,以综合指标为结果进行单因素实验,实验设计如下:
1.2.4.1 白地霉接种量 浸麦第一段时,分别加入浓度为1 ×103、1 ×104、1 ×105、1 ×106、1 × 107、1 ×108个/g大麦的白地霉稀释液,每组3个平行,根据麦芽综合指标确定白地霉接种量。
1.2.4.2 浸麦温度 浸麦温度分别设置为12、15、18、21、24℃,每组3 个平行。
1.2.4.3 浸麦pH 分别用1mol/L NaOH和HCl溶液调节浸麦水 pH 为3.0、4.0、5.0、6.0、7.0、8.0,每组 3 个平行。
1.2.5 改造传统制麦工艺响应面优化实验 在单因素实验基础上,根据Box-Behnken原理,选择白地霉接种量、浸麦温度及浸麦pH三个因素为自变量,麦芽品质综合指标为响应值,进行三因素三水平响应面实验,因素水平见表1。
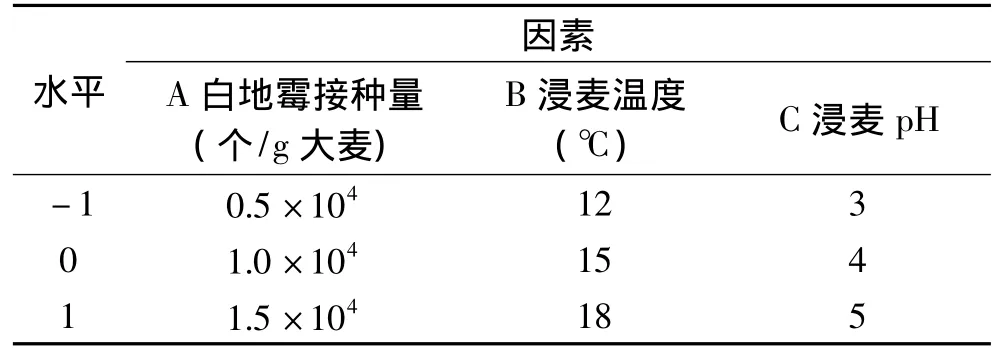
表1 响应面实验因素水平表Table 1 Factors and levels of response surface design
1.2.6 产品真菌毒素检测 黄曲霉毒素B1检测:方法同 GB/T 18979[13];赭曲霉毒素 A 检测:方法同GB/T 23502[14];脱氧雪腐镰刀菌稀醇检测:方法同GB/T 23503[15];玉米赤霉烯酮检测:方法同 GB/T 5009.209[16]。
1.2.7 数据处理 响应面分析采用Design-Expert8.0.6设计软件。
2 结果与分析
2.1 白地霉菌种的活化复壮
白地霉菌种复壮结果见图1,复壮后的菌种调整不同浓度用于实验接种。

图1 菌种复壮Fig.1 Strains rejuvenation
2.2 单因素实验结果
2.2.1 白地霉接种量对麦芽品质的影响 由图2可知,随着白地霉接种量的增加,麦芽的糖化力先增加,之后缓慢减少;α-氨基氮则先上升后下降,在1×108个/g大麦浓度时,有略微上升趋势;浸出物呈轻微下降趋势。麦芽综合指标随着白地霉接种量的增加先增大,在1×104个/g大麦浓度时,麦芽综合指标达到最大值,之后呈下降趋势。原因可能是当接种量为1×103个/g大麦时,所接白地霉菌种的数量相比大麦表面自然存在的微生物数量可以忽略,因此不能在大麦表面获得生长优势。当接种量大于1×104个/g大麦浓度时,微生物和麦芽之间,或者微生物彼此之间对氧气竞争,造成大麦发芽过程中的供氧不足,发芽不充分,故综合指标值降低[17]。

图2 白地霉接种量对麦芽品质的影响Fig.2 Effect of Geotrichum candidum Link inoculation value on malt quality
2.2.2 浸麦温度对麦芽品质的影响 由图3可知,随着浸麦温度的增加,麦芽的糖化力和α-氨基氮先上升后缓慢下降,浸出物呈逐渐下降趋势;麦芽综合指标表现出先上升趋势,当浸麦温度增至15℃达到最大值,之后则下降。原因是当浸麦温度过低时,抑制白地霉的生长代谢,而当温度过高时,大麦发芽的均一性受到影响,所以综合指标值呈现出先增大后减小的趋势。

图3 浸麦温度对麦芽品质的影响Fig.3 Effect of soaking temperature on malt quality
2.2.3 浸麦pH对麦芽品质的影响 由图4可知,随着浸麦pH的增加,麦芽的糖化力先上升后下降,α-氨基氮表现出先上升后下降,在pH为8时,有略微上升趋势;浸出物则逐渐下降。麦芽综合指标随着浸麦pH增大,开始上升,当增至4时达最大值,之后下降。可能是因为pH为3时,白地霉的生长代谢受到抑制。随着pH逐渐增大,超过所接菌种的最适生长pH时,生长代谢再次被抑制,故表现出麦芽品质的综合指标值降低。
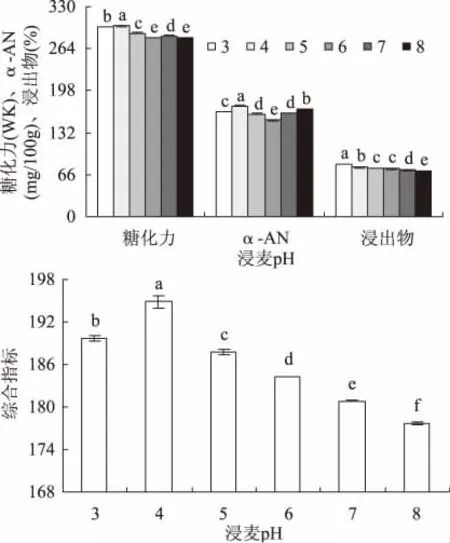
图4 浸麦pH对麦芽品质的影响Fig.4 Effect of soaking pH on malt quality
2.3 响应面结果与分析
2.3.1 响应面优化实验结果 响应面实验结果见表2。
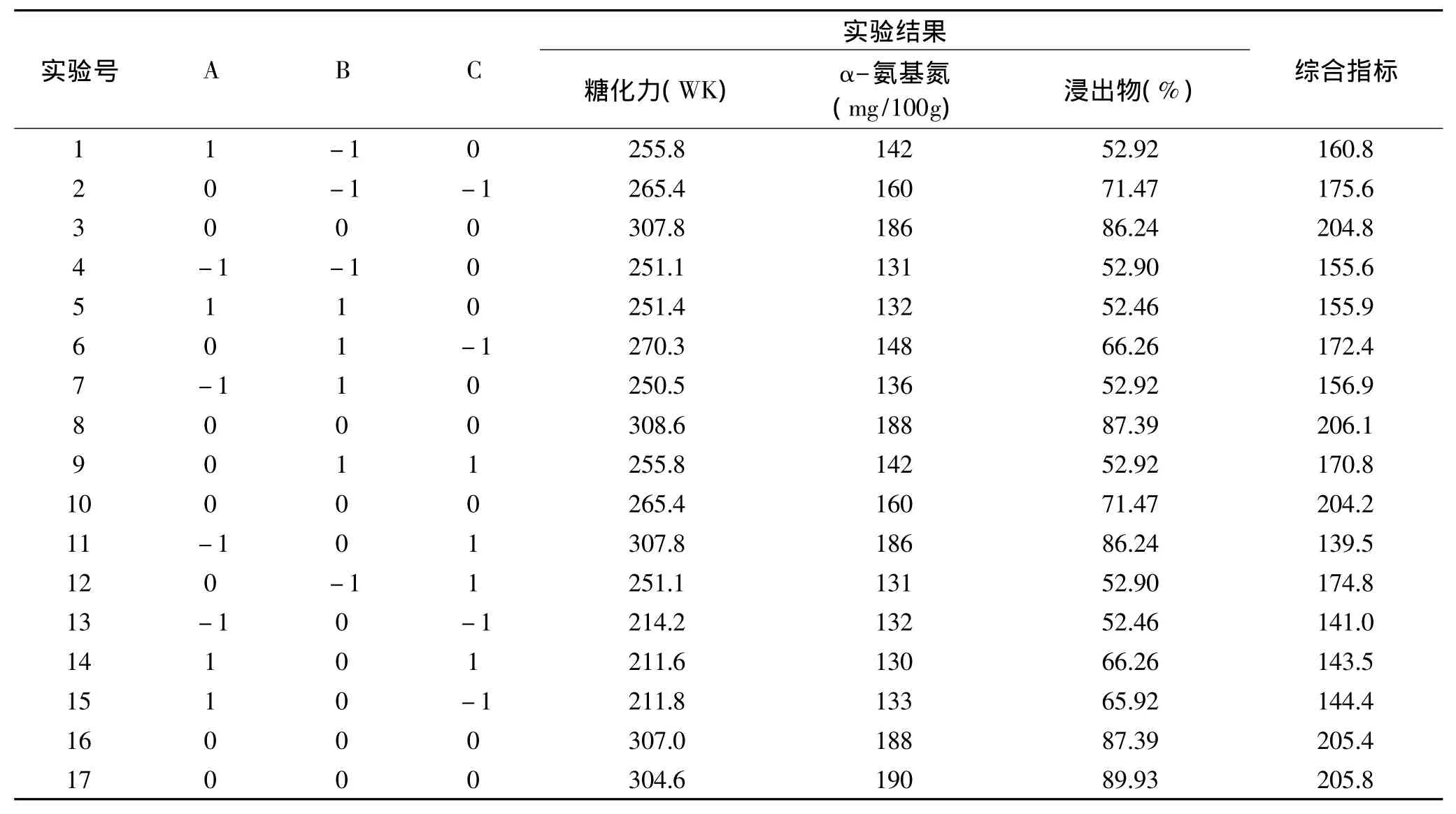
表2 Box-Behnken实验结果Table 2 Design and result of Box-Behnken experiment
2.3.2 方差分析 方差分析结果见表3,利用软件对表2实验结果进行二次多元回归拟合,得到麦芽综合指标对白地霉接种量、浸麦温度以及浸麦pH的多元回归方程:
Y=205.26+1.45A-1.36B-0.58C-1.54AB+0.16AC-0.21BC-39.64A2-8.32B2-23.52C2
对上述麦芽综合指标进行方差分析,由表3可知,该方程显著(p<0.0001,失拟项 p=0.3275>0.05)。其中,除了C(浸麦pH)、白地霉接种量和浸麦pH交互作用(AC)、浸麦温度和浸麦pH交互作用(BC)对麦芽综合指标结果影响不显著(p>0.05)外,其余项均对麦芽综合指标结果影响极显著。因此,各因素对麦芽综合指标的影响不是简单的线性关系。

表3 ANOVA分析结果Table 3 Results of ANOVA analysis
软件分析的复相关系数R2为0.9995,校正后R2Adj为0.9988,测试值与预测值非常接近,表明方程拟合程度好。实验所得结果与预测值之间的误差较小,则可以用该模型进行生物制麦工艺的分析和预测[18]。
2.3.3 多因素交互作用响应曲面图分析 三维曲面图见图5~图7。
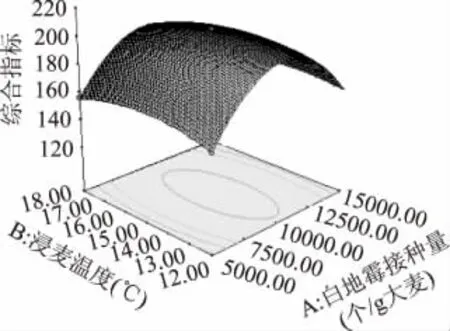
图5 白地霉接种量和浸麦温度对麦芽品质综合指标交互影响的响应面图Fig.5 Response surface for synthetical target of malt quality as a function of inoculation value and soaking temperature
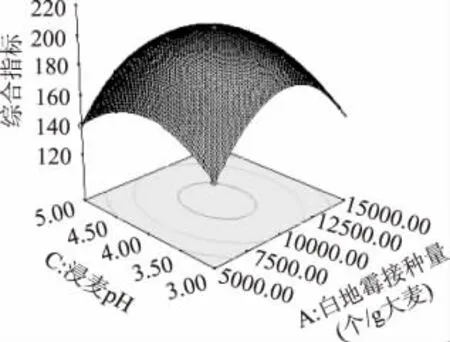
图6 白地霉接种量和浸麦pH对麦芽品质综合指标交互影响的响应面图Fig.6 Response surface for synthetical target of malt quality as a function of inoculation value and soaking pH

图7 浸麦温度和浸麦pH对麦芽品质综合指标交互影响的响应面图Fig.7 Response surface for synthetical target of malt quality as a function of soaking temperature and soaking pH
由图5可以看出,在浸麦pH一定的条件下,随着白地霉接种量和浸麦温度的增加,麦芽品质的综合指标先上升后下降。而随着接种量增大,麦芽品质的综合指标先快速升高后快速降低。由此可知适当的增加接种量和升高浸麦温度可以提高麦芽的品质。而接种量对麦芽品质影响较大。图中等高线呈椭圆形,表明接种量和浸麦温度两因素交互作用显著。
由图6可知,当浸麦温度一定,白地霉接种量和浸麦pH同时变化时,随着二者的增加,麦芽品质的综合指标呈先增大后减小的趋势。图中等高线接近圆形,表明接种量和浸麦pH两因素在一定范围内交互作用很小。
由图7和表3可知,当白地霉接种量一定时,浸麦温度和浸麦pH间的交互作用不显著。图中随着浸麦温度的增加,麦芽品质的综合指标变化程度小,先缓慢升高后逐渐降低,而随着浸麦pH的增加,麦芽品质的综合指标呈现先升高后下降的趋势。
2.3.4 响应面法优化实验结果与验证实验 为了获得生物制麦工艺过程中白地霉接种量、浸麦温度和浸麦pH 3个因素的最佳组合值,对数学回归模型求一阶偏导,得出其最优组合为:白地霉接种量10098.32个/g大麦,浸麦温度14.75℃,浸麦pH3.99,此条件下麦芽品质理论综合指标的预测值为205.33。
为了验证模型的准确性,将生物制麦的最佳工艺条件修正为:白地霉接种量104个/g大麦,浸麦温度15℃,浸麦pH4.0进行3次验证实验。结果表明,在此最优条件下,所制麦芽糖化力为308.5WK、α-氨基氮为186mg/100g、浸出物相对质量分数为87.1%,得出麦芽综合指标为206.15,与理论预测值205.33较为接近,说明模型的拟合程度较好,回归方程对生物制麦工艺进行分析和预测可靠,可以利用该工艺条件制备高品质麦芽。
2.4 产品真菌毒素检测
产品中真菌毒素残留量与《食品安全国家标准GB 2761-2011》中大麦真菌毒素限量对比结果见表4。
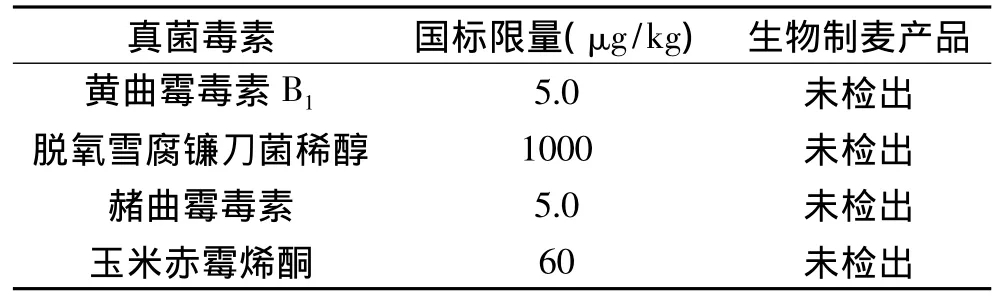
表4 产品与国家标准对比结果Table 4 Contrast of standards with products and National standards
2.5 产品与行业标准对比
产品指标与《中华人民共和国轻工行业标准QB/T1686-2008》指标对比结果见表5。

表5 产品与行业标准对比结果Table 5 Contrast of standards with products and light industry
由表5可以看出,生物制麦所得产品的糖化力、α-氨基氮、浸出物均高于行业标准中的优级产品,本研究利用微生物制麦可以得到品质较高的大麦产品。
3 结论
采用单因素对比分析与响应面结合的实验方法,得到最优生物制麦工艺:白地霉接种量104个/g大麦,浸麦温度15℃,浸麦pH为4.0的条件下,生物制麦的理论预测麦芽综合指标值为205.33,所制备的麦芽综合指标为 206.15,所制麦芽糖化力为308.5WK、α-氨基氮为186mg/100g、浸出物相对质量分数为87.1%。
与食品安全国家标准对比,本研究所得产品中未检出真菌毒素,且产品标准均高于轻工业行业标准QB/T1686-2008中优级产品标准。
[1]白普一.中国啤酒大麦的现状及思考[J].中国食品工业,2008(2):20-21.
[2]乔洪升,蔡国林,孙军勇,等.制麦白地霉的筛选及其初步应用[J].食品与生物技术学报,2011,30(2):295-301.
[3]朱俊勤.微生物制麦技术研究进展[J].酿酒科技,2005(1):11-14.
[4]Noots I,Derycke V,Michiles C,et al.Improvement of malt modification by Rhizopus Ⅶ as starter culture[J].Journal of Agricultural and Food Chemistry,2001,49(8):3718-3724.
[5]Boivin P,Malanda M,Dumoulin M.Improving the quality of malting barley by employing microbial starter cultures in the field[J].Journal of the Institute of Brewing,1999,105(3):145-147.
[6]龙杰,孙军勇,陆健.微生物对麦芽品质的影响[J].啤酒科技,2007(1):87-89.
[7]杨玉红,刘芳,康宗利,等.响应面法优化 Streptomyces albus B-215菌发酵产ε-PL的培养基成分[J].中国酿造,2011(11):138-142.
[8]赵庆川,孙安忠.甘肃大麦制麦工艺探讨[J].啤酒科技,2005,5:41-42.
[9]朱俊勤.利用微生物技术提高国产麦芽质量的研究[D].无锡:江南大学,2005.
[10]韩鹏.啤酒麦芽干燥工艺优化[D].兰州:甘肃农业大学,2009.
[11]刘辉.麦芽的质量要求及其标准[J].啤酒科技,2000,10:10-15.
[12]张五九,康永璞,熊晓帆,等.QB/T l686-2008.中华人民共和国轻工行业标准:啤酒麦芽[S].北京:中国轻工业出版社,2008.
[13]王晶,张鹏,张艺兵,等 .GB/T 18979-2003.中华人民共和国国家标准:食品中黄曲霉毒素的测定[S].北京:中国标准出版社,2003.
[14]吴如军,鲍蕾,张辉珍,等 .GB/T 23502-2009.中华人民共和国国家标准:食品中赭曲霉毒素A的测定[S].北京:中国标准出版社,2009.
[15]张辉珍,王晓滨,单连菊,等 .GB/T 23503-2009.中华人民共和国国家标准:食品中脱氧雪腐镰刀菌烯醇的测定[S].北京:中国标准出版社,2009.
[16]隋凯,李凤琴,李军,等 .GB/T 5009.209-2008.中华人民共和国国家标准:谷物中玉米赤霉烯酮的测定[S].北京:中国标准出版社,2008.
[17]龙杰.利用白地霉提高低发芽率大麦溶解性能的研究[D].无锡:江南大学,2008.
[18]张倩,张晓峰,韩萍,等.响应面法优化小麦胚酸奶工艺的研究[J].中国酿造,2011,6:125-128.