GD系列包装机烟包通道变频改造
2013-12-04黄启明
黄启明
湖南中烟公司长沙卷烟厂 长沙市
一、存在的问题及分析
目前我国烟草行业包装机主流机型是意大利GD公司开发研制的GDX1、GDX2系列包装机,其电控系统设计采用MICRO-Ⅱ程序控制系统。GD包装机分为主机和下游机两大部分,两者之间通过烟包输送通道连接,主机完成小盒包装后,烟包经输送通道至下游机完成小盒透明、条盒和条盒透明的包装。根据设备布局,通道共有2~3台输送皮带电机,皮带电机由普通三相异步电机加减速箱控制,设备工作时皮带始终以固定速度运行。烟包从主机到下游机输送过程中,烟包之间冲击力P和烟包与皮带之间摩擦时间T若过大,可导致烟包外包装变形或损伤、包装盒内烟支缩头。
生产过程中,当主机和下游机全速正常运行时,P和T均保持在一个正常小幅波动的范围内,基本不会影响产品质量。但当主机正常运行,下游机停机或降速运行时,通道输送皮带因得不到下游机状态信息仍然处于正常匀速运转状态,造成通道内烟包数量增加,P、T增大,使产品质量出现问题。
(1)烟包之间冲击力P。

式中P——烟包之间冲击力
v——通道皮带速度
v1——下游机运行速度
K——冲击力常数
K1——下游机运行速度常数
M——通道内烟包数量
由公式(2)可知,v1越低,则M越多,两者之间成反比关系。而根据公式(1),在v固定情况下,M越多,则P越大。因此要保持P恒定,当v1降低引起M增多时,同步降低v即可。
(2)烟包与皮带之间摩擦时间T。当主机和下游机以匹配速度正常运行时,烟包与通道皮带以相同速度运行,它们之间摩擦力为零。而烟包处于静止状态,通道皮带仍以固定速度运行时,烟包与通道皮带之间产生滑动摩擦,摩擦时间越长对烟包质量、烟支质量的影响也越大。在烟包输送时,希望T越小越好,因此当v1越低,M增多时,需要同步降低v,减少因皮带长时间摩擦对烟包的损伤。
综上,当v1降低引起M增多时,同步降低v,这样可同时减小P和T。
二、烟包输送通道变频改造
将通道改为变频控制,当下游机停机或降速运行时,Micro-Ⅱ控制系统得到信号,通过输出信号给变频器,控制皮带电机速度,实现通道电机速度随动下游机速度变化,减小P和T,确保产品质量。
1.硬件方面
在原有基础上增加SIMENS MIRCOMASTERR 440变频器、F/V转换器和继电器等器件。变频改造原理见图1,当v1发生变化时,MICRO-Ⅱ程序控制信号通过N2模拟量输入输出板传送给F/V变换器,F/V变换器将下游机输出的速度频率信号转换成0~10V电压信号送给MM440变频器作速度参考信号,变频器的使能信号则由Micro-Ⅱ控制系统的N13、N16输出板连接的3K640、3K643控制。变频器的故障信号送入N8输入板,MICRO-Ⅱ程序控制信号通过OPC及时停机报警通知操作人员。变频器控制线路见图2,5、9脚接控制变频器工作回路,3、4脚接下游机经过F/V转换后的速度电压信号,19、20脚为变频器自身故障信号输出至包装机控制系统。变频器参数设置见表1。

图1 通道变频改造原理
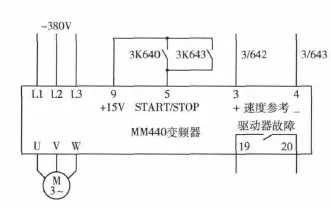
图2 变频器控制线路(局部)

表1 变频器参数设置
2.软件方面
Micro-Ⅱ控制系统采用GD Language(GDL)结构化语句描述程序设计语言。GDL是一种逻辑严密的高级程序语言,通过GDL编程设计可实现高速包装机的逻辑、过程、运动和同步等高级控制过程。
GD系列包装机烟包通道变频改造后,实现了包装机烟包柔性输送,减少了烟包因冲击力和皮带摩擦导致的包装损伤、烟支缩头现象,提高了产品质量,降低了能耗。 W13.12-27