X80管线钢焊接接头组织及性能的研究
2013-11-28霍松波姜金星黄一新左秀荣张展展
霍松波,姜金星,黄一新,左秀荣,张展展
(1.南京钢铁股份有限公司 研发中心,南京 210035;2.郑州大学 物理工程学院,郑州 450052)
由于输送石油和天然气的管道运输环境复杂,管线钢需具备优异的性能.为了提高输送效率,减少运输成本,研究和生产高级别管线钢已成为发展的趋势.目前高级别X80管线钢已是国际上成熟和标准的管线钢纲级,已被世界许多国家广泛研究并大规模生产.我国首次在西气东输二线主干线应用X80管线钢管,其管线长度、输送压力、钢管的壁厚都超出世界现有的X80钢管管道水平.
X80管线钢典型组织为针状铁素体,其晶粒随机取向,尺寸大小不一,晶粒内部分布着高密度位错.在成分设计上,针状铁素体X80管线钢采用了较低的碳含量和较高的Mn含量,并通过Nb、Ti、V 微合金化和适量添加 Mo、Cu、Ni、Cr 等合金元素以强化基体,从而能够保证X80管线钢具有良好的强度、低温韧性以及优异的焊接性能[1].
在钢管成形过程中,焊接是关键环节.管道出现裂纹的位置主要集中在焊接接头处.小角度晶界对裂纹扩展影响较小,但大角度晶界及分布着MA薄膜的小角度晶界能有效阻止位错运动和裂纹扩展[2].X80管线钢的针状铁素体晶界为高角度晶界,裂纹在扩展过程中受到晶界的强烈阻碍作用[3],同时弥散分布的第二相粒子对位错有较强的钉扎作用,有效地提高了韧性,因此裂纹不易在针状铁素体组织中形成和扩展.X80管线钢焊接热影响区(HAZ)组织形态由母材的针状铁素体组织转变为板条贝氏体和粒状贝氏体[4],晶粒显著粗化,韧性降低.
本文以X80管线钢焊接接头为主要研究对象,通过硬度测试及SEM观察,分析焊接接头处硬度和显微组织变化规律,为轧制及焊接工艺的制定奠定基础.
1 试验材料及试验方案
试验选取国内某厂生产的X80管线钢焊接接头,管体厚度为16.4 mm.其化学成分如表1所示.图1为钢管焊接接头的宏观形貌,由图1可见,焊接接头主要由3部分组成,即近焊缝管体母材(BM)、热影响区(HAZ)、焊缝(WM),HAZ 又分为热影响区粗晶区(CGHAZ)、热影响区细晶区(FGHAZ)和热影响区部分重结晶区(ICHAZ).在HVS-50数显维氏硬度计上进行硬度试验,载荷为10 kg,加载持续时间为15 s.焊接接头硬度测试点分布如图2所示.在距离钢管内、外表面1.5 mm处及厚度中心处,从焊缝中心到近焊缝管体母材进行硬度测试(见图2中“1”“2”“3”位置);在焊缝处,从距外焊边缘1.5 mm到距内焊边缘1.5 mm进行硬度测试(见图2中“4”位置).在日本JSM-6700F扫描电子显微镜(SEM)下观察焊接接头显微组织.试样经研磨抛光后,用4%的硝酸酒精进行腐蚀,然后再进行观察.

表1 试验钢化学成分(质量分数)Table 1 Chemical composition(mass fraction)of the X80 pipeline steel %
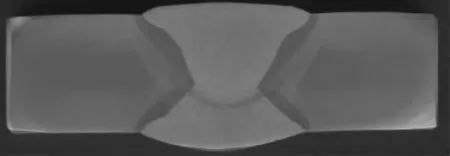
图1 钢管焊接接头的宏观形貌Fig.1 Macrostructure of welded joint
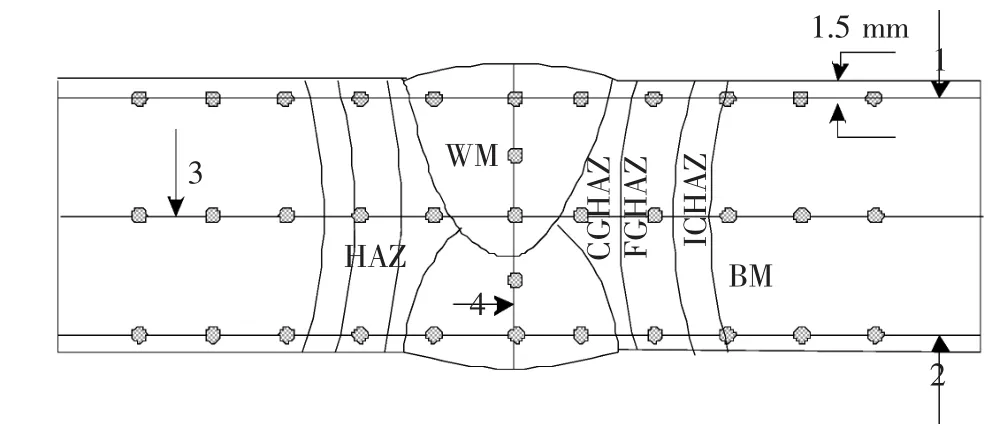
图2 维氏硬度测试点分布示意图Fig.2 Location of hardness tests
2 试验结果和分析
2.1 X80管线钢焊接接头的硬度分析
图3为焊接接头硬度变化.由图3(a)可知,距内焊边缘1.5 mm处焊缝(WM)的硬度远大于距外焊边缘1.5 mm和焊缝厚度中心处焊缝的硬度,硬度值最高达到256 HV;在靠近焊缝基体(BM)处,外焊附近的BM硬度值略大于内焊附近和厚度中心的BM.由于受热循环影响,热影响区可以分为粗晶区、细晶区和部分重结晶区.在热影响区,硬度随远离焊缝而降低,靠近基体时达到最小值,但最低硬度仍达到201 HV.随着远离HAZ,基体硬度逐渐增大,最后保持不变.从内焊边缘附近到外焊内焊交界处,焊缝硬度逐渐降低,但外焊硬度变化不大,内焊焊缝硬度(256 HV)远大于外焊焊缝硬度(228 HV).
2.2 X80管线钢焊接接头的微观组织分析
图4为距外焊缝边缘1.5 mm处,从焊缝到热影响区的显微组织变化.由图4(a)可见,原始组织为针状铁素体组织.由图4(b)可知,焊缝的显微组织主要是晶内形核铁素体,铁素体相互交锁紧密排列.图4(c)为热影响区粗晶区的显微组织.由图4(c)可知,这部分组织主要是粗大的贝氏体,原奥氏体晶界清晰可见.贝氏体分成两种,一种是板条贝氏体,板条马氏体/奥氏体(M/A)岛在铁素体基体上相互平行分布;另一种是粒状贝氏体,岛状的M/A岛散乱分布在铁素体基体上.在热影响区细晶区,晶粒细小,远远小于粗晶区晶粒(图4(d)),且晶内出现一些块状铁素体.在热影响区部分重结晶区,显微组织由多边形铁素体、向上浮突的准多边形铁素体和分布在铁素体晶内和晶界上的M-A岛组成(图4(e)).

图3 焊接接头硬度变化Fig.3 Variation of hardness in welded joint
受焊接热循环的影响,靠近焊缝的热影响区粗晶区的加热温度高达1 350~1 400℃,组织完全奥氏体化,同时冷却速度较快,组织主要为粗大的粒状贝氏体和板条贝氏体(图4(c)),该区域硬度较高.由于粒状贝氏体中大块的高硬度MA岛分布在铁素体基体上,会产生应力集中,导致微裂纹的产生[5],特别是位于晶界的MA极易造成裂纹的形核和扩展[6],使冲击韧性显著降低.板条贝氏体具有高密度的高角度晶界,同时有效晶粒直径更小,有助于韧性的提高[7,8].随距离焊缝距离的增加,受热循环影响的峰值温度逐渐降低,出现热影响区细晶区,此处晶粒细小,同时晶内有铁素体出现,使硬度减小.该区域是热影响区韧性最好的区域.

图4 焊缝、热影响区的微观组织Fig.4 Microstructure of HAZ

图5 热影响区附近基体微观组织Fig.5 Microstructure of base metal near HAZ
受焊接热循环影响,热影响区部分重结晶区组织加热温度在Ac1至Ac3之间,使得这部分区域的组织只发生部分奥氏体转变.奥氏体形成主要包括形核和长大,这两个过程是受扩散控制的相转变过程.奥氏体形核受原始组织的影响较大[9].原始的针状铁素体组织加热到临界区温度范围时,不规则的锯齿状晶界及板条界给奥氏体提供了大量的形核点,同时非等轴针状铁素体内的亚结构和高密度的位错逐渐溶解,边界逐渐平直,冷却后转变为等轴的多边形铁素体加MA岛组织.
图5为靠近热影响区的基体.由图5可见,靠近热影响区的基体,加热温度低于Ac1,造成M/A岛分解,使这部分区域软化.随着远离热影响区,基体受热循环影响减小,M/A岛分解的数量和程度相应减小,硬度回升.当加热到一定温度时,M/A岛内部碳原子活动能力增加,较低温度下,碳原子一般作短距离迁移,在微观缺陷处偏聚;较高温度下,碳原子可作长距离的迁移,马氏体中的过饱和碳原子基本脱溶,析出更稳定的碳化物.
图6为内焊和外焊显微组织扫描电镜照片.由图6(a)可知,外焊焊缝的显微组织主要是晶内形核铁素体、粒状贝氏体和多边形铁素体.焊缝金属中的某些夹杂物,可作为晶内形核铁素体的形核核心.在奥氏体内部首先形成针状铁素体,把原始奥氏体分割成小区域,有效细化了组织,从而大大地提高了焊缝的冲击韧性[10].
由图6(c)可知,靠近外焊的内焊焊缝的组织受二次热循环的影响,组织为粒状贝氏体和块状的铁素体.远离外焊的内焊焊缝的组织受二次热循环影响较小,组织和外焊焊缝组织相差不大,仍保持原始的晶内形核铁素体、粒状贝氏体和多边形铁素体组织形貌.受二次焊接热循环的影响,内焊组织中析出物的数量远大于外焊焊缝组织.
在直缝双面埋弧焊焊接过程中,先进行内焊后进行外焊,因此,在进行外焊时,内焊必然会受到外焊热输入的影响,组织会发生变化,进而影响内焊硬度.内焊峰值温度最高的位置(靠近外焊),组织发生完全奥氏体化,冷却时生成粒状贝氏体加少量铁素体组织,同时内焊的组织中析出物的数量远大于外焊,析出强化效果显著.在内焊中,随着远离外焊,峰值温度逐渐降低.随着温度进一步降低,内外焊组织几乎相差不大,但在内焊组织中有较多的析出物.因此,析出强化是内焊的硬度大于外焊的主要原因.
3 结论
(1)受焊接热循环的影响,热影响区粗晶区组织主要为粗大的粒状贝氏体和板条贝氏体,硬度较高.靠近热影响区的基体,由于M/A岛分解,硬度值降低.随着远离热影响区,基体受热循环影响的减小,M/A岛分解的数量和程度相应减小,硬度逐渐回升.
(2)外焊焊缝的显微组织主要是晶内形核铁素体.焊缝金属中的某些夹杂物,可作为晶内形核铁素体的形核核心,有效细化组织.靠近外焊的内焊焊缝的组织受二次热循环的影响较大,组织为粒状贝氏体和块状的铁素体.受二次焊接热循环的影响,内焊组织中析出物的数量远大于外焊焊缝组织,析出强化效果显著,使内焊的硬度大于外焊的硬度.
[1] Zhao M C,Hanamura T,Qiu H,et al.Lath boundary thinfilm martensite in acicular ferrite ultralow carbon pipeline steels[J].Materials Science and Engineering A,2005,A395:327-332.
[2] Zhong Y,Xiao F R,Zhang J W,et al.In situ TEM study of the effectofM/A films atgrain boundaries on crack propagation in an ultra - fine acicular ferrite pipe line steel[J].Acta Materialia,2006,54:435 -443.
[3] Hwang B,Kim Y G,Lee S,et al.Effective grain size and charpy impact properties of high-toughness X70 pipeline steels[J].Metallurgical and materials transactions A,2005,36A:2107-2114.
[4]陈玉华,王勇,韩彬.X70管线钢在役焊接局部脆化区的组织及精细结构[J].材料热处理学报,2007,28(1):79-82.
(Chen Y H,Wang Y,Han B.Metallurgical microstructure and fine structure in local brittle zone of in-service welding of X70 pipeline steel[J].Transactions of Materials and Heat Treatment,2007,28(1):79 -82.)
[5] Zhang Y Q,Zhang H Q,Li J F,et al.Effect of heat input on microstructure and toughness of coarse grain heat affected zone in Nb microalloyed HSLA steels[J].Journal of iron and steel research International,2009,16(5):73 -80.
[6]Moeinifar S,Kokabi A H,Madaah Hosseini H R.Role of tandem submerged arc welding thermal cycles on properties of the heat affected zone in X80 microalloyed pipe line steel[J].Journal of Materials Processing Technology,2011,211:368 -375.
[7]Zhao W G,Wang W,Chen S H,et al.Effect of simulated welding thermal cycle on microstructure and mechanical properties of X90 pipeline steel[J].Materials Science and Engineering A,2011,528:7417-7422.
[8]缪成亮,尚成嘉,王学敏,等.高Nb X80管线钢焊接热影响区显微组织与韧性[J].金属学报,2010,46(5):541-546.
(Miao C L,Shang C J,Wang X M.Microstructure and toughness of HAZ in X80 pipeline steel with high Nb content[J].Acta Metallurgica Sinica,2010,46(5):541 -546.)
[9] Hu Y Y,Zuo X R,Li R T,et al.Effect of initial microstructures on the properties of ferrite-martensite dualphase pipeline steels with strain - based design[J].Materials Research,2012,15(2):317-322.
[10] Wan X L,Wei R,Wu K M.Effect of acicular ferrite formation on grain refinement in the coarse-grained region of heat-affected zone[J].Materials characterization,2010,61:726-731.