汽车发动机装配线数据采集与追溯方法的研究
2013-11-06叶水珍石春梭
贺 刚,叶水珍,彭 凯,石春梭
(1.深圳华龙讯达信息技术股份有限公司,广东 深圳 518000)
(2.上海大众汽车有限公司,上海 201805)
中国自2009年首度超越美国成为世界第一大汽车产销国后,已连续几年保持了这一优势地位。在产销量世界第一毫无悬念的情况下,快速增长的汽车零部件市场开始吸人眼球,而汽车发动机作为汽车的心脏,越来越受到汽车生产企业的重视。
汽车发动机装配过程涉及到众多的装配工序、类型多样的装配设备以及大量的人工操作,装配过程中难免出现质量问题导致产品缺陷。缺陷可能是人员操作失误造成的,也可能是装配设备故障造成的。如何及时发现装配缺陷,是装配线有待解决的突出问题。
在汽车安全要求不断提高、汽车召回制度不断完善的背景下,《缺陷汽车产品召回管理条例》已经于2012年10月10日国务院第219次常务会议通过,自2013年1月1日起施行。《缺陷汽车产品召回管理条例》实施后,汽车生产者对汽车召回的法律责任大大加重,隐瞒缺陷或拒不召回,从原来规定的3万罚款上限,变成有可能面临几千万甚至上亿元的处罚。如此大的处罚力度,在国内现行法规中少有。
法律法规和汽车安全要求的不断强化,客观上要求汽车发动机装配线具备装配生产过程全面的数据采集、存储和长期数据查询检索能力,为发现产品缺陷、解决隐患故障提供数据依据,为汽车有效召回和缺陷快速处理提供有效保障。
1 关键信息采集点的定义
为了保证发动机装配线数据采集与追溯系统中数据的完整性和可追溯性,需要对装配过程中的关键信息点进行定义。
a.螺栓拧紧数据。螺栓拧紧数据是发动机装配过程中的关键数据,螺栓拧紧的转矩和角度直接影响发动机的质量。
螺栓拧紧过程按安全等级可以分为:
A级:安全等级,即会导致生命危险的级别。
B级:质量等级,即有可能影响汽车的使用和功能。
C级:客户定义等级,即会对汽车局部产生影响,但是不会影响汽车的正常使用。
根据发动机装配螺栓安全等级要求,选择以下工位进行数据采集和追溯:主轴承盖拧紧工位、连杆螺栓拧紧工位、缸盖螺栓拧紧工位、曲轴皮带轮拧紧工位、飞轮拧紧工位、进气管拧紧工位、排气管拧紧工位、缸盖罩拧紧工位、高压油泵拧紧工位、前支架拧紧工位。
b.密封测试数据。密封测试数据属于发动机质量数据,只要具备数据采集条件的工位全部需要进行采集和追溯。确定的采集工位有短发密封测试、短发密封测试返工工位、整发密封测试。
c.关键部件条码信息。按照生产工艺要求,具备二维码扫描条件的所有工位都需要进行数据采集和追溯。确定的采集工位有缸体、曲轴、活塞批次、平衡轴、缸盖、凸轮轴、燃油喷嘴、高压泵、进气管批次号、排气管批次号。
2 数据采集方法研究
要实现螺栓拧紧数据、条码数据和密封测试数据的数据采集的完整性,需要具备以下几个特征:(1)现场自动化设备必须具备数据采集接口,且具备实时数据通讯的条件;(2)数据采集必须具备多路数据验证机制,或数据重发机制;(3)必须具备数据采集与装配自动化控制系统联动的能力。
2.1 螺栓拧紧工位数据采集
拧紧枪控制器提供了用于实时控制的PROFIBUS-DP接口和用于远程数据传输的以太网接口。由于XML数据传输方式存储的实时性不够,缺乏数据完整性验证,可能导致拧紧数据的丢失和报警不及时。因此在拧紧数据采集方案设计中,采用了PROFIBUS-DP和XML两种方式并行的采集方案,如图1所示。
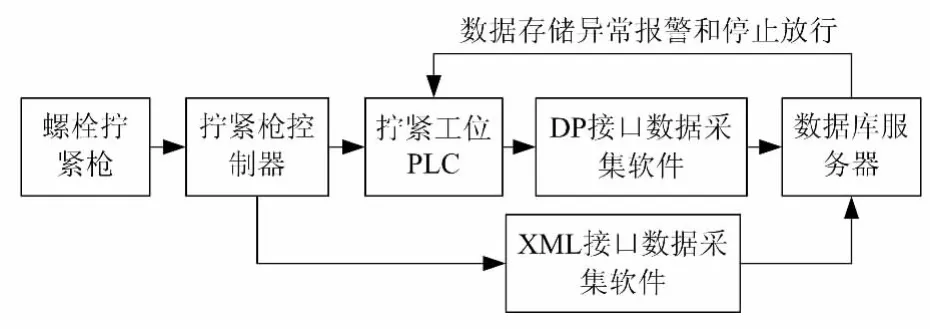
图1 螺栓拧紧数据采集流程
每当一个有效的拧紧加工过程完成时,PLC通过PROFIBUS-DP获取拧紧枪的实时数据,存储于PLC的数据块中,通过DP接口数据采集软件发送至数据库服务器,进行数据存储的验证。PROFIBUS-DP网络可靠性高、实时性强,作为数据采集的主要通道。
通过拧紧控制器的以太网接口,采用XML接口数据采集软件进行数据采集,在数据库服务器中进行数据汇总和验证。
拧紧数据记录了扭矩测量值、扭矩最小值、扭矩最大值、转角测量值、转角最小值、转角最大值、合格与不合格、发动机号、记录数据时间(年/月/日/时/分/秒)、工位号。
在PLC中建立拧紧数据缓冲区,可以存储最新的32组拧紧数据,在网络出现故障或服务器异常等情况下,保证一定时间内拧紧数据不丢失,最大限度保证数据完整性。
当出现拧紧数据丢失的情况时,发送控制信号给工位PLC控制器,予以现场报警处理,并根据生产要求进行停止放行处理。
2.2 条码工位数据采集
在每个条码工位上配置了一台条码扫描管理工作站,实现该工位的条码扫描和MOBY信息检测。安装在服务器上的数据采集软件与该电脑通讯,获取实时条码信息和MOBY信息,将零件号与发动机号绑定起来。通过与输送PLC系统的联动关系,当PLC检测到有发动机到位,数据采集软件就会自动进行条码数据采集,如果无法采集到最新数据就进行数据丢失报警和停止放行操作。如图2所示。

图2 条码工位数据采集流程
2.3 密封测试工位数据采集
密封测试工位的数据采集依赖于密封测试仪提供的通讯接口,有RS-232接口和PROFIBUSDP两种接口方式。通过密封测试工位PLC进行数据采集。PLC中存储的拧紧数据通过数据采集软件发送至数据库服务器中存储。如图3所示。
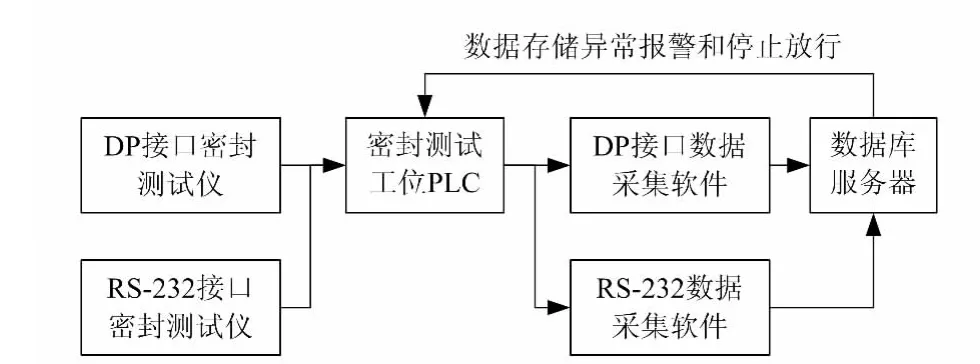
图3 密封测试工位数据采集流程
PLC中缓存32组密封测试数据,每组数据包括了密封测试数据的记录时间、发动机号、密封测试数据、状态、工位号。
当出现密封测试数据丢失的情况时,系统马上报警,同时发送控制信号给工位PLC控制器,予以现场报警处理,并根据生产要求进行停止放行处理。
3 数据检索与追溯功能研究
3.1 基本数据查询功能
基本数据查询功能主要针对单个数据采集点在某时间段内的历史信息的查询,根据装配工艺设计,可以分为缸体数据、条码数据、拧紧数据、密封测试数据等几种模式,现场生产人员和质量管控人员通过这些查询功能及时掌握关注点的生产情况,及时发现生产缺陷。
如图4~图7所示。
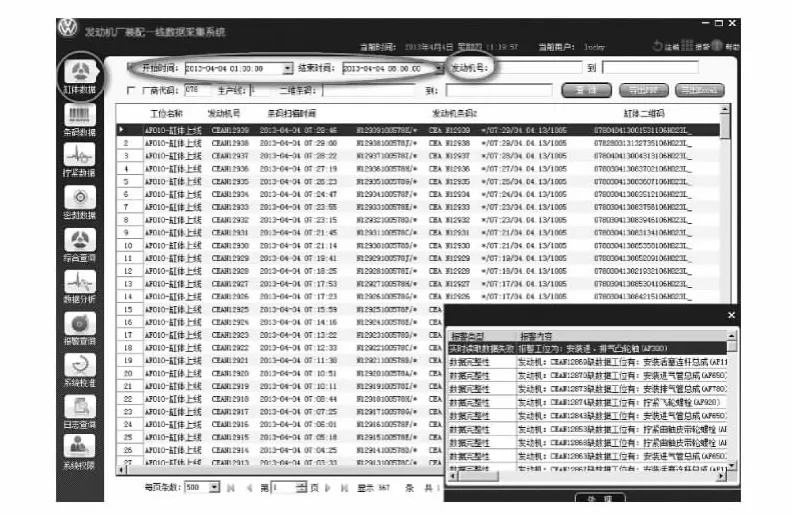
图4 缸体数据查询
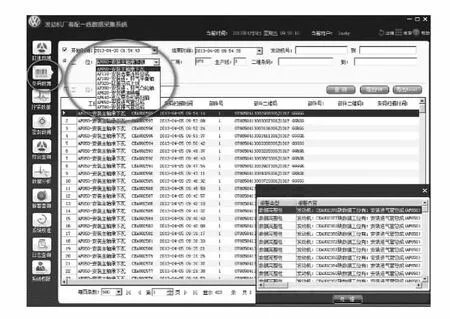
图5 密封数据查询
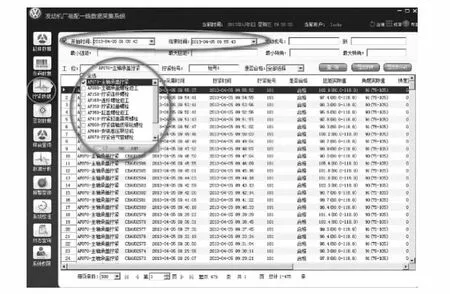
图6 拧紧数据查询
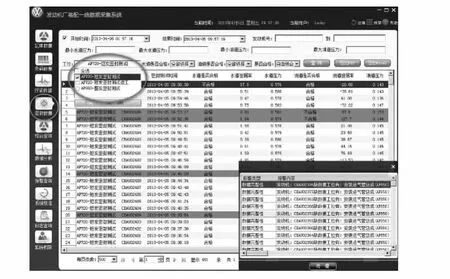
图7 密封测试数据查询
3.2 发动机综合查询
针对发动机号的综合查询功能,记录一台发动机从上线到下线的全过程的生产数据,包括各螺栓拧紧工位拧紧数据、安装的零件条码号以及该发动机的密封测试数据,如图8所示。
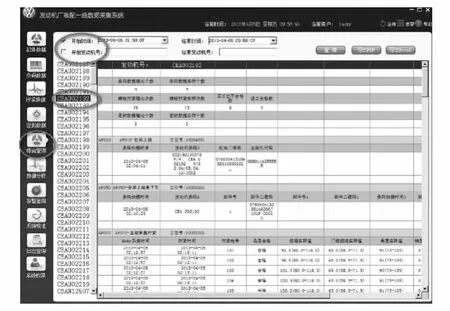
图8 发动机综合查询
发动机综合查询功能的关注点在于发动机装配的过程监控,包括装配路径管理、装配时间标签管理和装配数据异常管理等,以图表形式展示一台发动机的装配全过程,并进行异常信息报警和提示。
3.3 工艺质量分析查询
装配线数据采集的目的之一,就是根据存储的数据进行生产过程工艺质量的评估和优化。完整的工艺质量分析查询功能包括:
a.密封测试数据合格率分析查询。对指定时间段的密封测试数据进行合格率统计,并进行合格率综合查询和不合格数据分析。
b.螺栓拧紧数据合格率分析查询。对指定时间段的螺栓拧紧数据进行合格率统计,并进行合格率综合查询和不合格数据分析。
c.螺栓拧紧数据CPK分析查询。对螺栓拧紧数据的过程能力指数进行统计分析,对拧紧过程进行质量评价,优化螺栓拧紧质量评价标准,如图9所示。
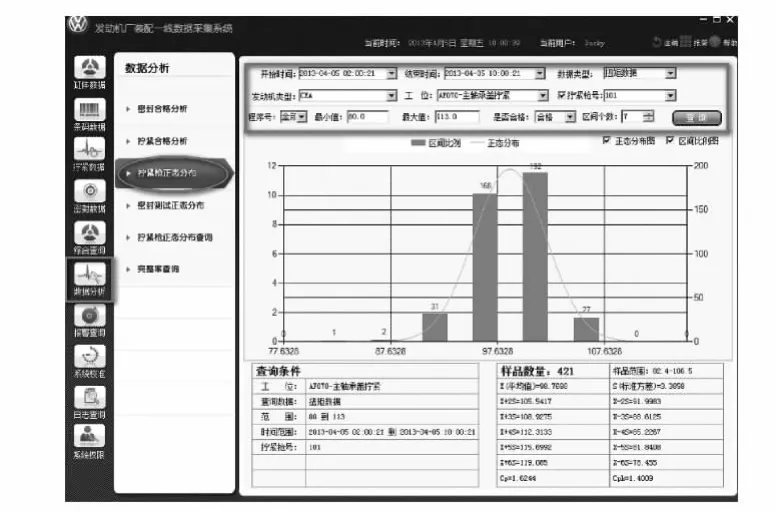
图9 螺栓拧紧数据CPK分布
d.密封测试数据CPK分析查询。对密封测试数据的过程能力指数进行统计分析,对密封测试过程进行质量评价,优化密封测试质量评价标准。
e.过程数据完整率查询。对数据存储的完整性进行汇总查询和分析,如图10所示。
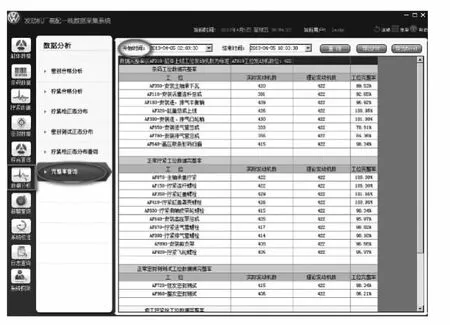
图10 完整率查询
4 保证数据采集完整性的方法
发动机装配线由众多的设备配套而成,在系统设计上难免存在不完善之处:(1)现有硬件系统存在缺陷和不稳定,如托盘MOBY检测出现检测异常;(2)拧紧枪控制器老化导致数据通讯中断;(3)操作人员不完全按照标准生产规范要求生产或强制放行,数据采集系统由于无法判断放行条件而导致数据丢失;(4)网络系统出现异常导致数据丢失。
以上问题增加了数据采集的难度,在系统设计中,需要进行通盘考虑,在对现有生产线改动不大的情况下,进行合理设计和实施,提高数据采集和存储的完整率。
保证数据采集完整性的方法:(1)本地数据采集和远程数据采集相结合,无论是拧紧数据、密封测试数据还是条码数据,实现本地数据和远程数据交叉验证的方式,避免因其中一个环节出现问题导致的数据丢失。(2)建立本地数据缓冲和重发机制,在本地控制器或工作站中建立数据缓冲区,在服务器中建立数据校验机制,缓冲区的数据只有在保证服务器存储成功后方可更新,否则将重发。(3)由于生产线客观条件所限,无法做到100%数据不丢失,但通过和工位控制系统的互连,一旦发现数据丢失,立即报警,提醒现场人员及时排除问题,并通过报警记录规范现场人员操作行为,能减少不规范操作造成的数据丢失。
5 使用效果分析
本系统在数据采集的完整性上进行了完善的设计和规划,在数据追溯查询和管理功能上努力适应生产线的实际需要,自投运以来,实现了关键生产数据的采集、存储、查询、追溯,数据采集准确率、数据完整性、报警及时率等都能够满足发动机装配线生产和追溯要求。
本系统达到的主要技术指标:(1)数据存储容量,保证装配线数据存储时间>10年;(2)数据采集准确率>99.9%;(3)不可解析数据量<2%;(4)1000台发动机连续测试数据完整性>99.9%;(5)数据查询准确率 >99.9%;(6)服务器异常切换时间<500ms。
[1] 闫甲赢,王德平,王洪川.自动拧紧技术在发动机装配方面的应用[J].汽车实用技术,2011(5):65-67.
[2] 邱正勋.浅析汽车发动机装配线数据采集与管理系统开发[J].科技与生活,2010(4):29-29.
[3] 王德权,吴盼,黄鹏.汽车发动机装配线监控系统的设计与实现[J].制造技术与机床,2011(6):125-127.
[4] 林加永,严世榕.高精度拧紧设备及数据采集在总装中的应用[C]//福建省汽车工程学会2009年学术年会.福州:[出版者不详],2009:156-158.
[5] 蔡潇雨,陈雷.汽车装配线MES实时数采和控制系统的实现及优化[J].汽车工艺与材料,2012(7):38-40.
[6] 董西峰.浅谈发动机装配线的合理规划[J].汽车工艺与材料,2011(11):58-60.
[7] 张成波.RFID技术在发动机装配生产线上的应用[J].汽车工程师,2010(8):68-70.
