角接触球轴承主轴组的装配与调整
2013-11-06王胜
王 胜
(沈阳市政府投资项目评审中心,辽宁 沈阳 110014)
随着刀具技术的发展,大型镗铣加工中心的主轴系统正向着高转速、高精度、高刚度以及高热稳定性方向发展。角接触球轴承以其高转速、高精度的特性,越来越广泛地应用于加工中心的主轴系统。本文以从德国引进的产品HMC100的主轴系统为例,分别就回转精度分析与调整、刚度分析与调整以及温升分析与控制等三方面来说明角接触球轴承主轴组的装配与调整要点。
1 主轴回转精度分析与装配调整
HMC100型卧式加工中心的主轴系统是由主轴、支承套、内隔套、箱体及前后轴承等零件组成的(如图1所示),其主轴回转精度包括主轴锥孔径向跳动、轴向窜动和镗孔圆度(工作精度)。
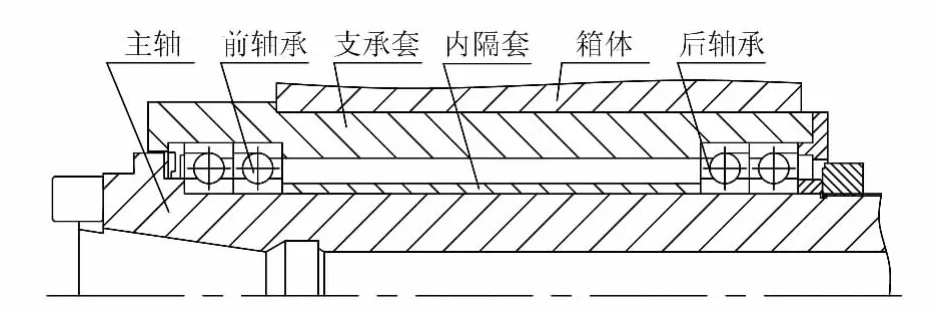
图1 HMC100产品主轴结构示意图
a.引起主轴锥孔径向跳动的原因及控制要点。
(1)主轴回转轴线运动轨迹“漂移”。
镗铣类机床刀具随主轴旋转,轴承外环内滚道的圆度误差直接导致主轴回转轴线的运动轨迹产生“漂移”,产生主轴径向跳动。在切削力的作用下,轴承外环内滚道的圆度误差也会复映到镗孔的圆度上。
支承套受卡架磨削方式影响,外圆圆度误差直接复映到内孔上,其误差相位角度相差90°,支承套与箱体过盈配合后受挤压作用影响会加剧支承套内孔的变形,进一步将使轴承外环发生变形,使其内滚道圆度产生误差。
在加工装配过程中必须严格控制箱体孔的圆度、支承套内孔及外圆的圆度以及与箱体孔的配合误差,保证主轴轴承装配后外环内滚道的圆度。
(2)定心轴颈与主轴回转轴线的同轴度误差。
假设前轴承内环轨道与内孔的偏心矢量为e1,后轴承内环轨道与内孔的偏心矢量为e2,主轴锥孔与支承轴径的偏心矢量为e3,3个矢量e1,e2,e3综合作用的结果为:e=e'1+e'2+e3,图2为误差矢量合成图。
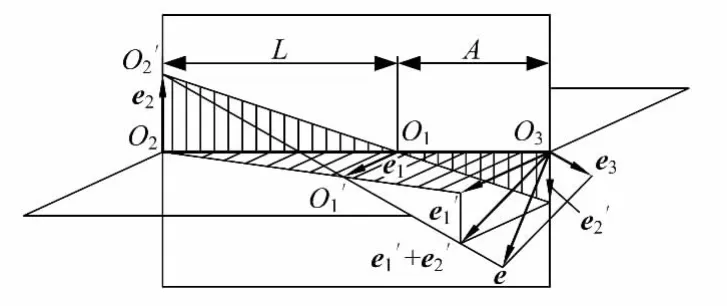
图2 误差矢量合成图
图中:e1'=(1+A/L)e1;e2'=(A/L)e2。
可见,当|e1'|,|e2'|,|e|相差不大,在充分可靠的测量数据支撑下,通过控制各误差矢量的方向,可使各误差相互“抵消”,使总误差|e|趋近零或最小。因此,控制定心轴颈与主轴回转轴线的同轴度误差的要点是:使e1与e2的相位一致且与e3相位差180°。
高精度轴承内外环最厚点(最大偏心点)均在出厂时做了标记并给出了偏心值。在实际装配过程中,利用上述误差补偿原理,通过事先预检,装配时使各轴承内外环上的标记处于一条线上,并且使内环上的标记相对于主轴锥孔径向跳动最高点相差180°,这样可使各误差得到部分“抵消”,实践证明这是一种行之有效的方法。
b.引起轴向窜动的原因及控制要点。
引起轴向窜动的因素有两个:滚道偏斜和主轴轴肩相对于回转轴线的不垂直度。
要避免或减少此项误差,要点在于控制支承套内孔端面的端面跳动、轴肩的垂直度以及内隔套的平行度。
c.主轴回转精度的测量。
在机床制造工厂,常常沿用传统的方法检测主轴锥孔的径向跳动,即用检棒每转90°检测一次径向跳动值,然后将4次测量结果的算术平均值视为主轴径向跳动误差,但这是不科学的,因为这是建立在检棒精度远远高于主轴回转精度的前提下而得出的结论,实际上由于检棒常常因使用不当发生变形,而这种变形引起的误差对于精密机床而言是不容忽视的。主轴径向跳动检测方法如图3所示,正确的径向跳动精度检测方法如下:
(1)改变主轴与检棒的相互位置,测出最大径向跳动值A,在最大径向跳动位置处的主轴和检棒上做标记,用两个“点”标记相互位置。
(2)检棒旋转180°,再次测出径向跳动值,设其值为B。检棒旋转180°之后,主轴最大径向跳动值发生的位置有两种可能:①在主轴上的标记处,此种情况下主轴的真实径向跳动误差为e=|A+B|/2;②在检棒上的标记处,此种情况下主轴的真实径向跳动误差为e=|A-B|/2。
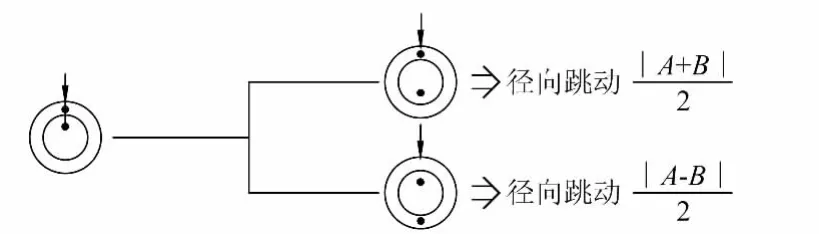
图3 主轴径向跳动检测方法示意图
2 主轴组刚度分析及调整计算
主轴刚度是重要的性能指标,影响主轴刚度的因素:一是主轴轴承的预紧量;二是主轴组各零件间的(过盈或间隙)配合状态。
2.1 主轴轴承的预紧
主轴轴承的预紧不仅能提高主轴刚性,还具有如下作用:(1)提高运转精度。(2)避免滚动体与滚道之间发生相对滑动。预紧力不足时,高转速情况下滚动体在离心力作用下,在内环及外环的接触位置发生变化造成接触角度不一致,从而导致滚动体与滚道发生相对滑动,滑动将破坏油膜,引起磨损及温升。(3)补偿因跑合和磨损造成的间隙。(4)延长轴承的使用寿命。(5)使运转平稳,降低噪声。
轴承预紧力的大小可用轴向预紧量、径向预紧量以及摩擦启动力矩等方式表示,工程上以使用轴向预紧量(控制间隔套尺寸)最为方便。
为了能准确确定间隔套尺寸,必须先了解轴承的力-变形方程。
根据球面接触的赫兹变形方程,可推导出单个角接触球轴承的力-变形方程如下:

式中:k为轴承系数(本文产品为0.07684);δ为轴向变形量;F为轴向预紧力。
成对安装的一组轴承经预紧后,其受力与变形不同于单个轴承的受力与变形。图4所示为轴承组受力与变形示意图,对于单个轴承,在预紧力F0的基础上再产生轴向变形δ,只需力A1即可;而成对安装(成对指背对背或面对面,非指并列两个轴承)并经过预紧后,再要发生轴向变形δ,则需外力为A1+A2。若两个轴承型号相同,则A1=A2,可见刚度提高了1倍。
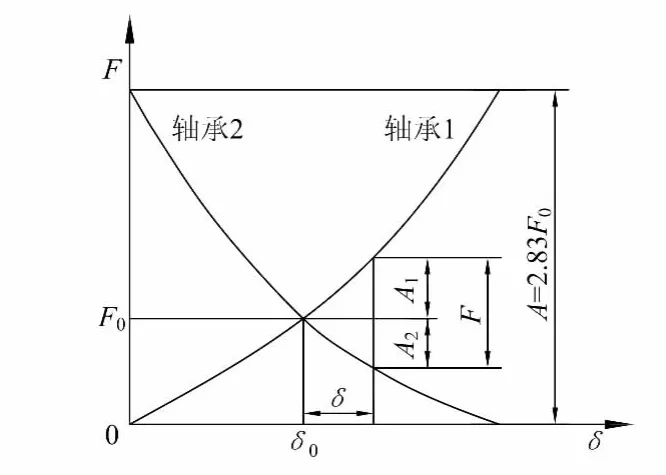
图4 轴承组受力与变形示意图
根据公式 (1)可知,当外力A=2.83F0时,轴承组的预紧将完全被解除。机床主轴组预紧力不足时,在切削力作用下便容易产生这种状况。因此主轴组设计参数中往往给出轴向抗力这一参数,目的就在于此。
根据图4可以建立预紧后轴承组的力-变形方程

对式(2)求导数,得出刚度方程

对刚度方程(3)求二阶导数得

从公式(4)可以看出F″<0,由此可以判定成组预紧后的轴承组的刚度将随外力的增加而刚度递减。图5所示为单个轴承及成对轴承的力-变形曲线。
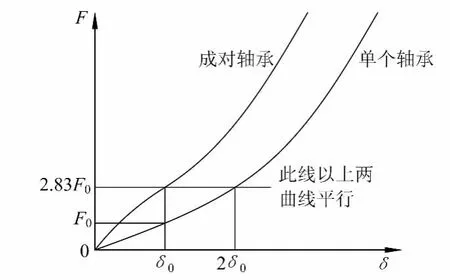
图5 单个轴承及成对轴承的力-变形曲线
许多轴承制造厂家提供成组的角接触球轴承。轴承组可以由两个或多个轴承组成,轴承组在外环上有成组标记“ >”。轴承组是按直径公差及内部间隙选配的。当某轴承组按成组标记“ >”方向排列而且互相靠紧时,则预先设定的预紧量就会在轴承间形成。
有的轴承厂家提供万向端面轴承(Bearing for universal mounting),这种轴承内外圈等宽,以轴承圈的端面作为调整环节,当轴承为背对背或面对面排列而互相靠紧时,预先设定的预紧力便可自动形成,可以节省测量轴承端面台阶差及制造不等宽间隔套的加工过程,内外间隔套可以一次装夹,同时磨削,保证平行等宽。当轴承采用串联同向方式排列时,可以平均分配外界负荷。如果能选择上述类型轴承,则可以大大减少调整工作量。
轴承力-变形方程中轴承系数是随轴承型号变化而变化的,系数不确定时只能做定性分析,只有当系数确定后,才能做定量分析。个别轴承厂家提供的内部资料中,给出了各种轴承预设的预紧力值(轻、中、重3种)以及从一种预紧级别向另一种级别改变时,内外环台阶差的轴向改变量。据此,可以推算出特定轴承的轴承系数。
2.2 主轴组各零件间的配合状态
当轴承被过盈地装配到主轴上时,其内环轨道将膨胀,当轴承被过盈装入轴承座孔中,其外环轨道将受压缩小,这两种情况都会改变轴承组的设定预紧力。
轴承和支承孔及轴颈的配合状态与轴承滚道直径的变化关系可以由图6~10查出。当径向膨胀量或压缩量确定后,轴向预紧量的改变可通过图7~9查出。图10给出了不同接触角时轴向预紧改变量与径向预紧改变量之间的关系。
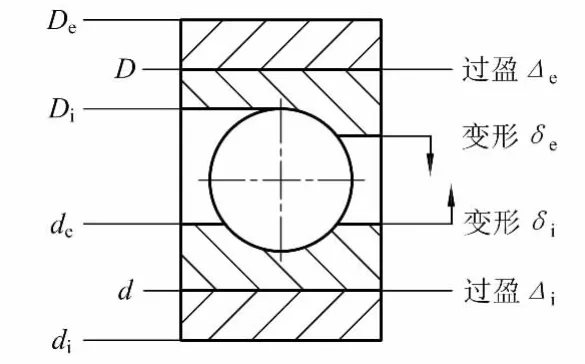
图6 参数图
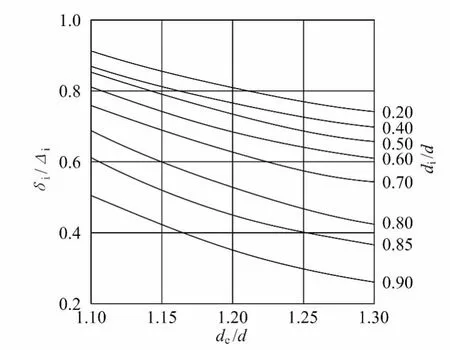
图7 内环滚道变形图(钢轴)
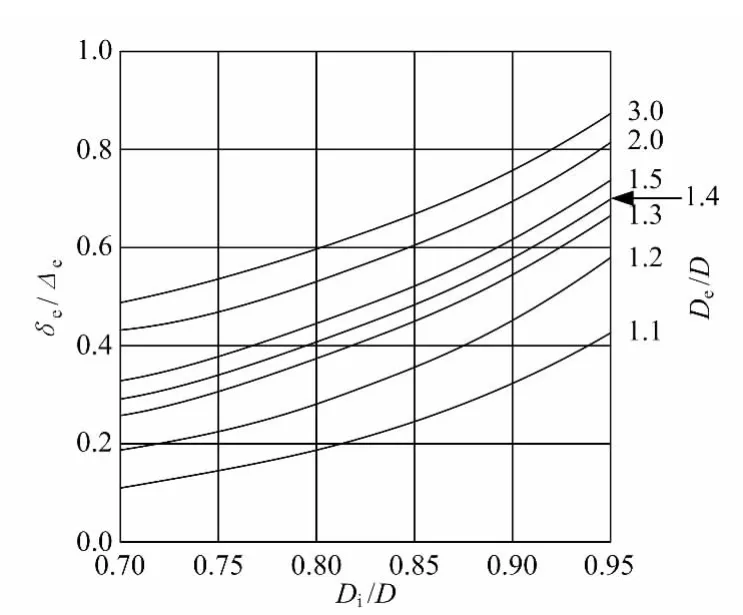
图8 外环滚道变形图(铸铁座)
以HMC100产品为例,若主轴轴承71932/QBCP4与主轴配合过盈量为7μm,与支承套孔过盈量为5μm,其他参数可通过查图确定:de/d=178/160=1.11;di/d=72/160=0.45;De/D=265/220=1.2;Di/D=202/220=0.92。
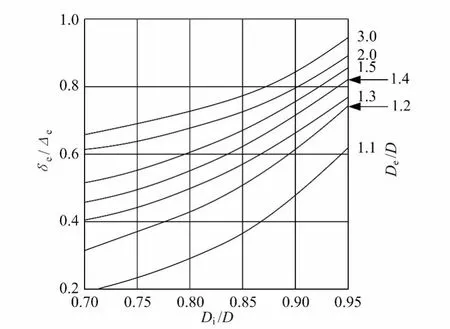
图9 外环滚道变形图(钢质孔座)
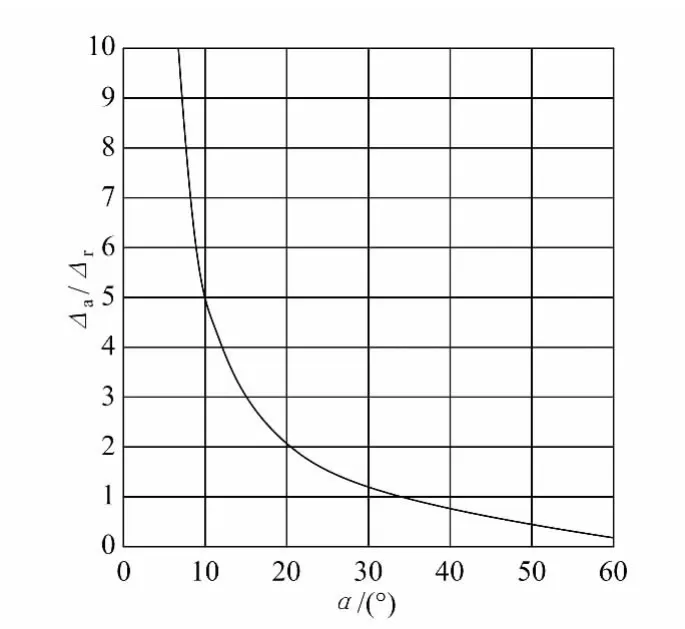
图10 轴向-径向变形量关系图
根据 de/d及 di/d值,查图7可得 δi/Δi=0.85,由此可得内环滚道将因膨胀而增加0.85×7=5.95μm的径向预紧量。
根据De/D及 Di/D值,查图9可得 δe/Δe=0.63,由此可得外环滚道因受压缩而增加0.63×5=3.15μm的径向预紧量。
总的径向预紧量将为 5.95+3.15=9.1μm 。该轴承的接触角为25°,从图10可查得轴向预紧量将增加19.5μm。这意味着当轴承以背对背方式排列时,若要求装配后的预紧力与零配合状态下的预紧力相同,则内环隔套需增长19.56μm(即内隔套需加宽19.56μm)。
轴承样本中通常会给出轴承与轴及轴承座孔的配合推荐值,必须严格遵守。实际制造过程中,由于零件精度要求过严,常常发生零件超差现象,为了不使价格昂贵的零件因某项精度不合而报废,就必须掌握超差对预紧量的影响规律,从而通过改变内隔套的尺寸来抵消这一影响。
3 主轴组温升分析与控制
在脂润滑主轴设计中,预紧力及润滑脂都会影响主轴的温升。
3.1 预紧力的影响
a.预紧力过大的影响。预紧力过大会导致温升过大,因此必须密切注意轴承轴向间隙,内外隔套的尺寸及各部位配合状态。
b.预紧力不足。预紧力不足会降低主轴刚性,在高转速下,滚珠在离心力作用下,滚珠的轨道接触点移至外圈轨道的底部,而产生不同的接触角(如图11所示),在此种情况下,真正的滚动不可能发生,最后必然破坏润滑油膜并产生滑动现象,使轴承磨耗并损坏。
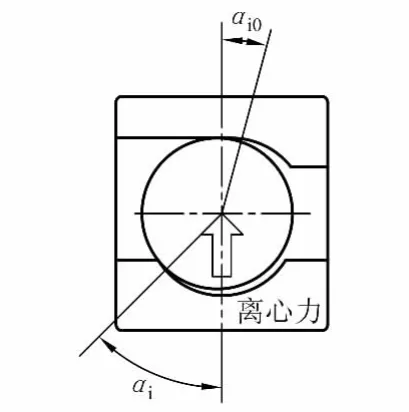
图11 接触角的变化
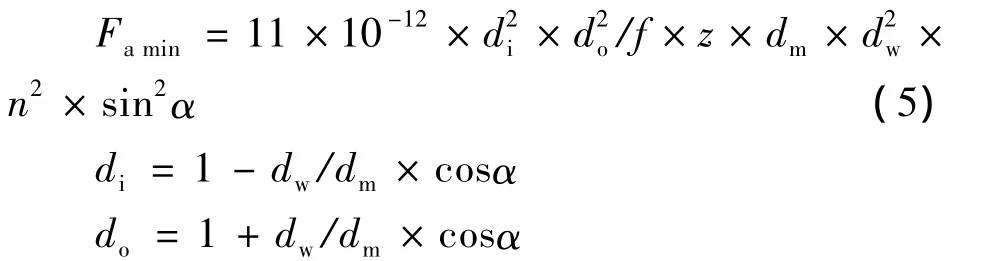
式中:dw为滚珠直径;dm为轴承内径与外径的平均值;f为摩擦系数,一般取0.06;z为滚珠数量;n为转速;α为轴承接触角;Famin为最低预紧力。
由于现代加工中心均向着高转速趋势发展,因此必须核算最高转速时在一定外力作用下的残余预紧力是否能够避免轨道与滚动体擦伤。在外力作用下的残余预紧力的计算可通过图5、公式(1)及公式(2)推导求得。
3.2 润滑脂
脂润滑简单、价廉,是目前最普遍的润滑方式。如果选择与使用得当,温升可以很低,同时还能允许高转速。由于润滑脂需定期补充,所以转速及在某转速下可连续运转的期限都受到了限制,但很多机床尽管设计转速范围很宽,但极限转速下的运转时间不长,在这种情况下可以不必补充润滑脂就能保证很长的服务寿命。
a.润滑脂的种类。
主轴轴承最常用的润滑脂是锂基润滑脂和复
避免滑动的最小预紧力可通过下面的公式求得:合钙基润滑脂,这两类的润滑脂工作温度范围很宽,一般均超出-30℃ ~110℃范围。
b.填充量。
高速运转的主轴不可加入过多的润滑脂,否则因为滚子的搅拌发热而使主轴温升升高,亦会延长跑合时间。如果加入量过少,虽然温升及跑合时间可大大减少,但会影响主轴轴承的润滑寿命。在无法定期添加润滑脂的场合,加入量过少也是一种不负责的做法。对于角接触球轴承,其正确的润滑脂使用量应视其最高转速的高低取轴承滚道空间的12% ~30%。
c.跑合。
跑合是润滑主轴不可缺少的程序。
跑合的目的之一是使轴承内多余的润滑脂挤到滚道之外,从而使轴承能在最少油量的润滑条件下,得到最小的阻力与温升,而那些被排挤在滚道之外的润滑脂就形成一座补给站,使轴承随时保持在最佳的润滑状态。
跑合的目的之二是检验主轴组装配调整的质量。如果经长时间的跑合,主轴的温升不能稳定或者降低,则此主轴组在预紧力、配合状态或润滑脂方面必然存在问题,需重新装配调整。
跑合的方式有多种,其跑合的时间也不同,但其目的是一致的。跑合时如果温升过快,则轴承与轴承座之间的温差必然拉大,如此也会增加轴承的预紧。所以为了不使轴承超载,跑合时最好有一套安全的监视与自动停机系统。
4 结束语
目前,还没有技术资料介绍高精度角接触球轴承主轴组的装配与调整要领,如果仅仅按照设计图进行加工与装配是很困难的。一方面,由于加工周期较长且零件加工精度要求很高,导致价值不菲的主轴组零件废品率极高;另一方面,即便按图示将合格的零组件装配起来,其精度和性能也不能达到理想状态。本文将零碎的理论进行系统化整理,形成了能够指导高精度角接触球轴承主轴组装配与调整的比较完整的理论,其理论指导的有效性已经通过了生产实践的检验。本文提出的有关理论和方法填补了这一领域技术资料的空白,对于其他类似主轴组的装配制造具有一定的参考和指导价值。
