超大规格TA15钛合金棒材锻造工艺研究
2013-10-31安耀辉于海慧
安耀辉,高 博,马 龙,岳 旭,于海慧
(1.宝钛集团有限公司,陕西 宝鸡 721014)
(2.国核宝钛锆业股份公司,陕西 宝鸡 721013)
0 引言
TA15钛合金是一种综合性能优良的中强钛合金,室温强度较Ti-6Al-4V(TC4)合金高30~50 MPa,且具有较好的加工性能,可用于生产薄板、厚板、型材、棒材、锻件、模锻件和线材等产品。该合金焊接性能良好,可与其他钛合金互焊,用于制作飞机大型焊接结构——隔框等大型构件,焊缝的强度系数可达0.90~0.95。
由于φ400 mm的TA15钛合金棒材尺寸规格较大,因此在锻造及冷却过程中,容易造成棒材变形不均匀及温度不均匀,从而导致棒材边部及心部的组织不均匀,最终使φ400 mm TA15钛合金棒材的性能不均匀[1]。为此,研究了不同锻造工艺锻制的大规格TA15钛合金棒材的组织及性能[2],探索能够满足使用要求的大尺寸TA15钛合金棒材的生产工艺。
1 实验
1.1 实验材料
实验用的铸锭为10 t真空自耗电弧炉三次熔炼批量化生产的φ940 mm TA15钛合金铸锭。为了消除因化学成分差异引起的组织差异,在铸锭头部和尾部取样进行化学成分分析,在批量铸锭中选取铸锭间成分差异较小且同一个铸锭头尾成分均匀的3个铸锭(铸锭的化学成分见表1),进行工艺试验。
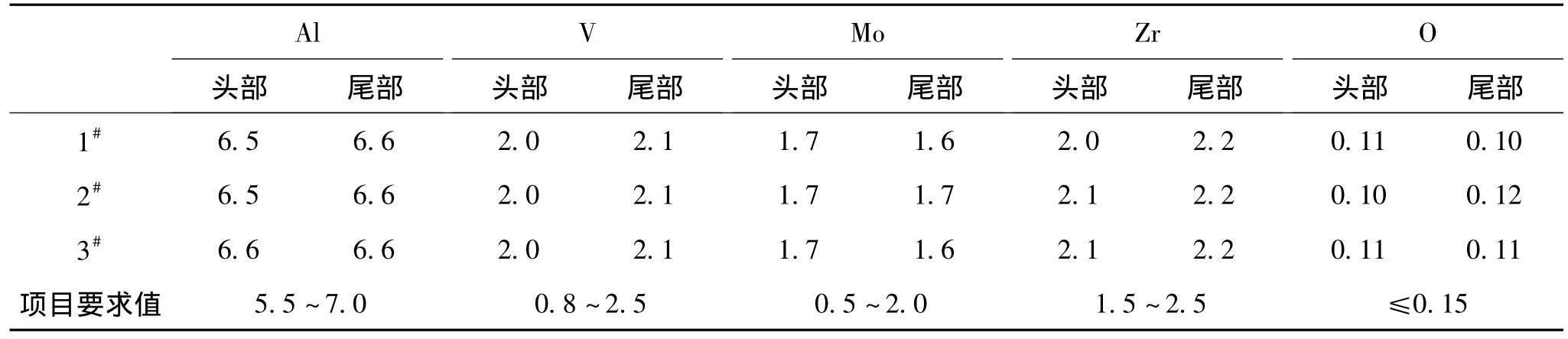
表1 φ940 mm TA15钛合金铸锭化学成分(w/%)Table 1 Chemical compositions of φ940 mm TA15 titanium ingots
1.2 实验方案
在φ300 mm TA15钛合金棒材锻造工艺的基础上,确定了制备φ400 mm TA15钛合金棒材的3种工艺方案,具体方案如表2所示。3种锻造方案除铸锭开坯的变形方式不同外,其他的工艺参数均相同。

表2 超大规格TA15钛合金棒材锻造方案Table 2 Forging processes of super large-sized TA15 titanium alloy bars
TA15钛合金棒材的锻造在3150 t水压机和2500 t快锻机上进行。在3种工艺锻制的成品棒材的边部、1/2R处和心部切取横向试样。试样经800℃×2 h/AC热处理[3]后,在蔡司金相显微镜上进行显微组织观察,在拉伸试验机上进行室温力学性能测试。采用CTS-23B型超深波探伤仪(探头为5Pφ14平探头,耦合剂为机油)用接触法分别对3种锻造工艺获得的 φ400 mm TA15钛合金棒材进行超声波检验。

图1 经3种工艺锻制的TA15钛合金棒材的低倍组织照片Fig.1 Macrostructures of TA15 titanium alloy bars produced by three different forging processes
2 结果与讨论
2.1 3种工艺方案制备的棒材的低倍组织
图1为经3种工艺锻制的φ400 mm TA15钛合金棒材的低倍组织照片。
从图1可以看出,经方案3锻制的TA15钛合金棒材的低倍组织晶粒较为清晰,说明直接拔长变形量不足,晶粒未得到充分细化。经方案1与方案2锻制的棒材低倍组织差别不大,经方案2锻制的棒材低倍组织更细小、均匀。晶粒组织在β相区发生的变化服从金属在变形时的一般变化规律,当变形量增加时,β晶粒的尺寸和形状都会发生改变,还会发生初次再结晶,从而使晶粒细化[2]。方案2在相区的变形量最大,晶粒得到了充分细化,成品为细小的模糊晶。
2.2 3种工艺方案制备的棒材的显微组织
图2为经3种不同工艺锻制的φ400 mm TA15钛合金棒材边部、1/2R处及心部横向试样经热处理后的显微组织金相照片。
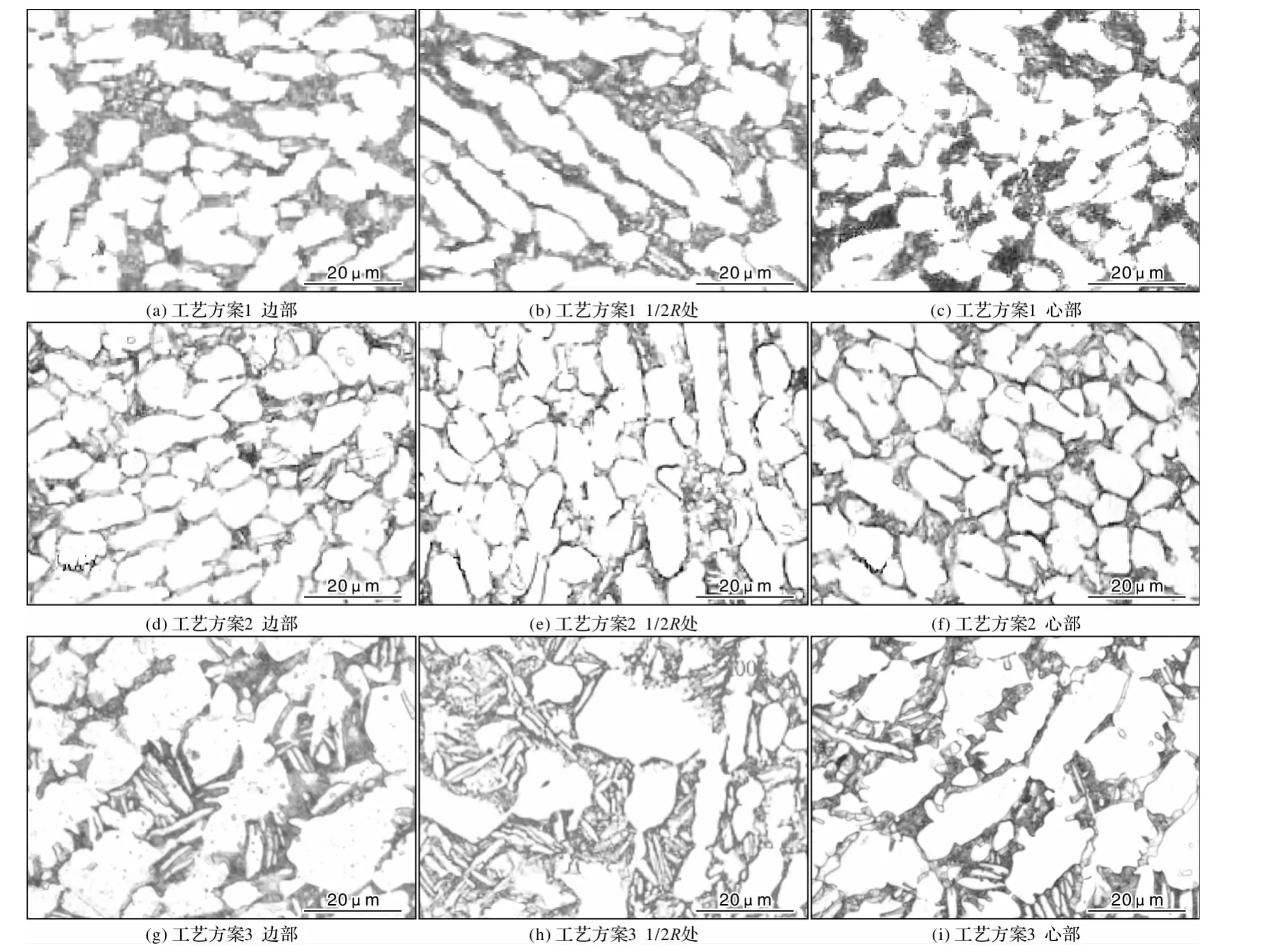
图2 3种工艺锻制的TA15钛合金棒材不同部位热处理后的金相照片Fig.2 Microstructures in different positions of TA15 titanium alloy bars(annealed)produced by three different forging processes
从图中可以看出,经3种方案锻制的TA15钛合金棒材晶粒尺寸有差别,经方案3锻制的棒材晶粒尺寸相对较大,这与低倍组织是对应的。从锻制变形后不同部位组织的均匀性来看,经方案1锻制的棒材不同部位的组织有差异,边部和心部的α相主要以等轴状为主,而1/2R处存在较多拉长的α相。造成不同部位组织不均匀的原因是镦粗产生了不均匀的塑性变形,采用一次镦粗后拔长,不足以改善不同部位的组织不均匀性。方案3只采用拔长工艺进行开坯锻造,相对镦粗工艺变形较为均匀,因此经方案3锻制的棒材显微组织较为均匀,但由于变形量较小,晶粒尺寸较大。经方案2锻制的棒材不同部位的显微组织较为均匀,且α相为等轴状,尺寸较经方案1和方案3锻制棒材的α相小。这是因为方案2采用两次镦拔的工艺进行开坯锻造,变形量较一次镦拔大,且变形更加均匀,因此得到的φ400 mm TA15钛合金棒材的显微组织更加均匀细小[4]。
2.3 3种工艺方案制备的棒材的力学性能
图3为3种工艺锻制的TA15钛合金棒材横截面边部、1/2R处及心部试样热处理后的室温拉伸性能曲线。从图3可以看出,除方案1的抗拉强度外,不同方案的棒材强度指标都有从边部到心部逐渐降低的趋势,而塑性指标变化不明显。3种工艺方案锻制的φ400 mm TA15钛合金棒材力学性能均能达到项目要求值(Rm为930~1130 MPa,Rp0.2≥855 MPa,A≥9%,Z≥20%),说明在两相区变形量足够的情况下,增加开坯锻造的变形量对拉伸性能影响较小[5],但增加开坯锻造的变形量可以改善不同部位拉伸性能的一致性[4]。
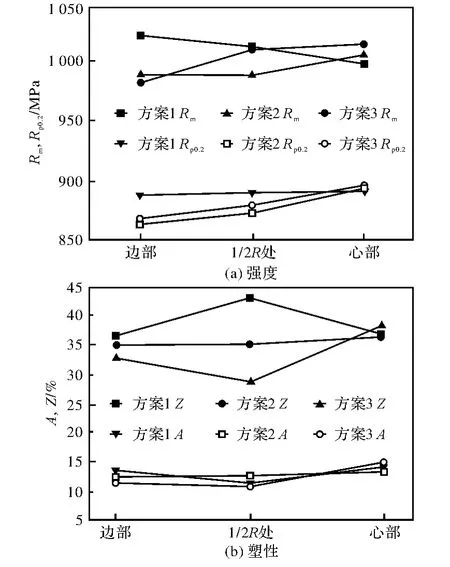
图3 经3种工艺锻制的TA15钛合金棒材热处理后不同部位的力学性能Fig.3 Mechanical properties in different positions of TA15 titanium alloy bars(annealed)produced by three different forging processes
2.4 3种工艺方案制备的棒材的探伤水平
对3种工艺锻制的φ400 mm TA15钛合金棒材进行超声波检验,结果见表3。从表3的探伤结果可以看出,经3种方案锻制的棒材均未发现单显超标,探伤结果较好。其中,方案2的杂波水平最低,方案3次之,方案1最高。说明组织均匀性对探伤杂波水平的影响较大,在组织均匀性相当的情况下,晶粒尺寸细小的棒材探伤水平更高。由于经方案2锻造的棒材的组织均匀性更好且晶粒尺寸更加细小,因此杂波水平更低。
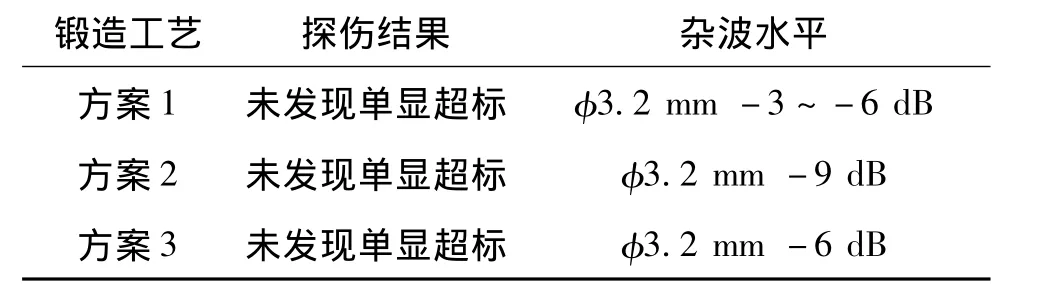
表3 经3种工艺锻制的φ400 mm TA15钛合金棒材的杂波水平Table 3 Flaw detection level of φ400 mm TA15 titanium alloy bars produced by three different forging processes
3 结论
在铸锭开坯时通过两次镦拔变形,增加β相区的变形量,并在中间锻造及成品锻造使变形量分别大于40%和30%,再经800℃×2 h/AC的热处理后,可以得到边部、1/2R处及心部组织均匀细小的的φ400 mm TA15钛合金棒材,且各项力学性能符合标准要求,探伤杂波水平可达φ3.2 mm -9 dB。
[1]Brun M,Anoshkin N,Shakhanova G.Physical processes and regimes of thermomechanical processing controlling development of regulated structure in the α + β titanium alloys[J].Material Science and Engineering A,1998,243(1/2):77-81.
[2]王洋,尤逢海,朱景川,等.TA15钛合金热变形行为研究[J].机械工程材料,2006,30(11):63-65,98.
[3]沙爱学,李兴无,储俊鹏.TA15钛合金的普通退火[J].稀有金属,2003,27(1):213-215.
[4]储俊鹏,张庆玲,李兴无,等.普通退火对TA15合金拉伸性能的影响[J].金属学报,2002,38:81-83.
[5]曹京霞,方波,黄旭,等.微观组织对TA15钛合金力学性能的影响[J].稀有金属,2004,28(2):362-364.
