基于电脑横机应用的一种新型织物密度调节装置
2013-10-25吴晓光张成俊
李 宁,吴晓光,张 驰,张成俊,朱 里
基于电脑横机应用的一种新型织物密度调节装置
李 宁,吴晓光*,张 驰,张成俊,朱 里
(武汉纺织大学 机械工程与自动化学院,湖北 武汉 430073)
密度调节装置是电脑横机编织的关键部件,其可以改变织物密度,编制出较复杂的嵌花组织。本文提出了一种新型的密度调节装置,该装置利用棘轮、凸轮及滑块机构,并通过步进电机驱动齿轮传动,快速精确的实现了横机度目密度调节功能。利用该装置可将现有国产双系统电脑横机所需配置的八个步进电机控制的密度调节机构,简化为仅需要四个步进电机驱动即可实现,且机构简单、运行稳定、准确,降低了企业的生产成本、管理和维修方便,具有实际工程价值。文中控制部分采用DSP以及CAN总线控制系统来实现。
电脑横机;织物;密度调节装置;DSP
我国电脑横机发展迅速,尤其是近年来,从国外引进了不少发达国家的先进的电脑横机,如德国的CMS系列、日本的SEC等系列电脑横机。迄今为止,国产电脑横机总体而言是以消化吸收、再创新的基础上形成了我国电脑横机品牌,如郁翔的FS系列,天元TY系列等[1]。由于电脑横机编织原理相对其它针织机的编织过程复杂,因此,国产电脑横机的织物密度调节机构的驱动方式仍参考国外机型,其结果造成所需的控制度目电机过多,控制繁琐等缺点。
本文提出一种实现双系统电脑横机织物密度调节机构新的方法,该机构简化了国产现有双系统密度调节过程中的驱动方式,利用文中所提出的密度调节装置可顶替原有织物密度调节装置,且机构简单、运行稳定,易实现织物密度调节和控制自动化。
1 双系统横机密度调节装置
本文以12G双系统电脑横机为例。图1所示为双系统机头单面结构图,其中,分为左右度目机构。现有双系统双机头需配置八个度目,分别由八个二相四拍度目电机(步进电机)独立控制。
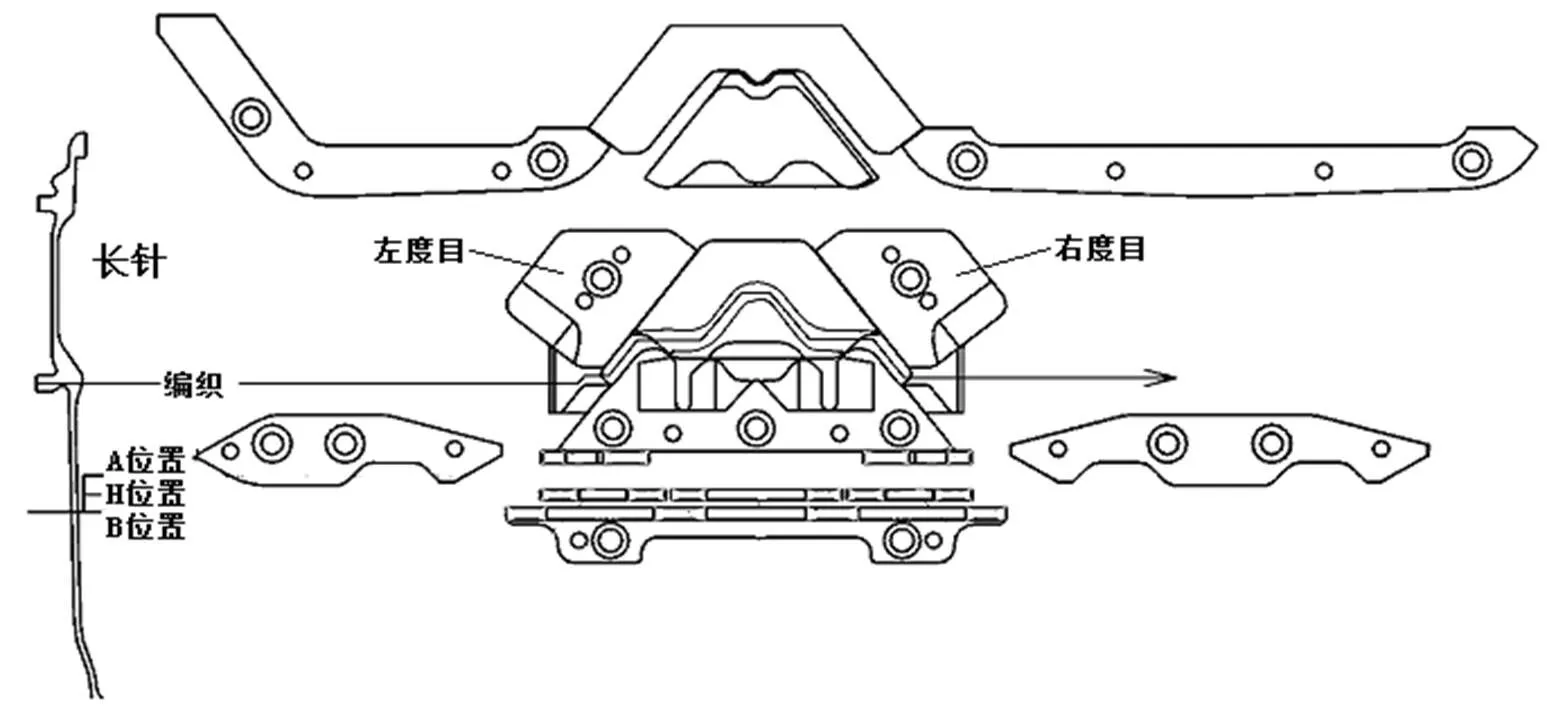
图1 双系统机头单面结构图
图2所示为度目在双系统电脑横机中的简化图,图中度目编号依次为M1、M2、M3、M4(后板度目),M5、M6、M7、M8(前板度目)。当机头右行时,奇数度目(M1、M3、M5、M7)工作;当机头左行时,偶数度目(M2、M4、M6、M8)工作。工作度目通过上下(前后)运动完成织物的密度调节。
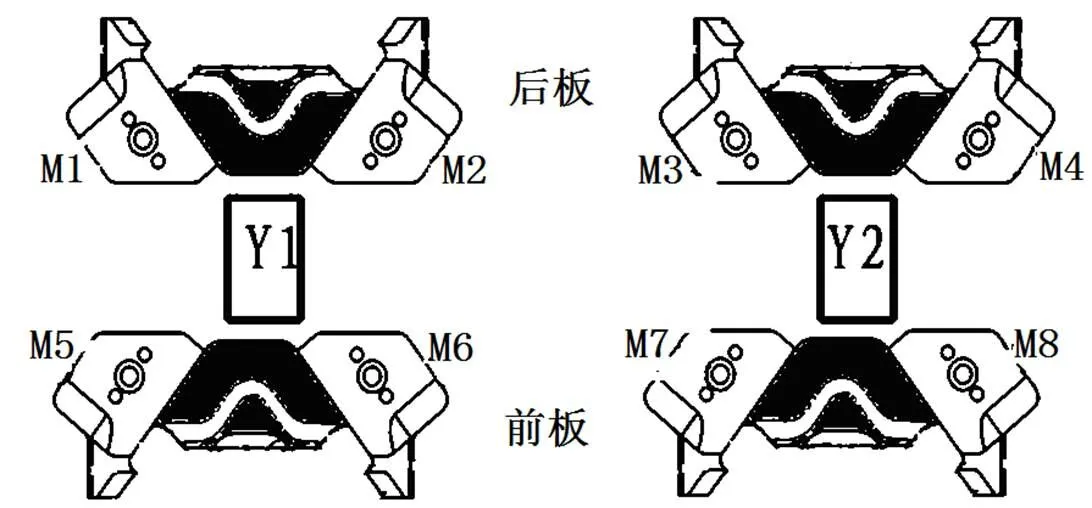
图2 度目在双系统电脑横机中的简化图
1.1 双系统密度调节装置的工作原理
所谓调密是指调节针织织物的线圈结构的松紧程度,即调节密度三角的压针深度。目前,双系统电脑横机主要是通过步进电机(度目电机)控制驱动机构来实现密度调节。如图3所示,采用步进电机控制螺旋凸轮,然后由凸轮驱动滑块(图4度目斜槽)上下运动,驱动度目沿着450的斜槽滑动,从而实现密度的调节[2]。如图5所示为度目初始位置,图6所示为度目处于最低位置,其高度间连续可调,可调范围在[0,649]区间内,且数值越大,织物越松。

图3 度目电机与螺旋凸轮实物图

图4 度目三角斜槽实物图
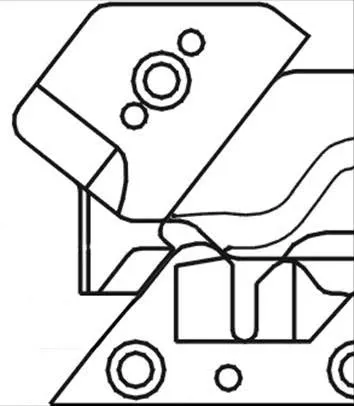
图5 度目三角初始位置示意图
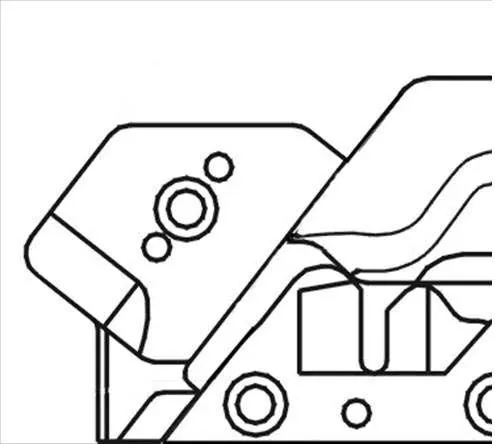
图6 度目三角最低位置示意图
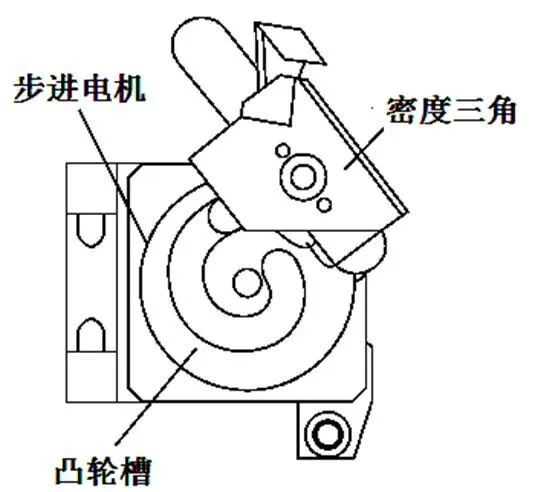
图7 传统密度调节装置结构图
由图1至图6可知,双系统电脑横机度目密度调节是以一对一的控制,即一个步进电机控制一个度目三角。
为了满足编织出不同密度的织物,应根据花型的需要对密度三角进行实时调节,如图7所示,步进电机的旋转量根据密度要求进行控制,密度三角嵌于螺旋凸轮凹槽中。在步进电机转动下,带动凸轮槽转动,从而使密度三角沿着密度轨道上下运动,实现密度调节。
1.2 双系统密度调节装置存在的不足
现有密度调节机构的驱动方式是采用单片机控制,从控制数量来看,共需控制八个步进电机完成密度调节,其缺点是处理信号速度慢,编织效率低;所需步进电机与驱动器过多,增加了控制工作量,生产效率低。本文提出一种新型密度调节装置,该装置只需四个步进电机来代替原有八个步进电机驱动,使控制系统大大简化,而且驱动机构便于加工制造,同时控制系统采用DSP以及CAN总线控制,系统集成度高,实时响应快等特点。
2 新型密度调节装置
本密度调节装置是用一个步进电机控制两个度目(图1中左右度目)运动,其传动结构为对称关系,图8所示为该调节装置的结构示意图。图9为该调节装置结构图(图8)中的棘轮棘爪机构示意图。图8中,当步进电机1逆时针转动时,驱动棘爪11作用于齿轮6与齿轮5进行啮合,最终作用于左侧凸轮4与滑块机构及左侧度目3上下运动来完成调节工作。当步进电机1顺时针转动时,驱动棘爪10作用于齿轮2与齿轮7进行啮合,最终作用于右侧凸轮8与滑块机构及右侧度目9上下运动来完成调节工作。因此,采用本机构可以实现上述步进电机控制螺旋凸轮,然后由凸轮驱动滑块上下运动,驱动度目沿着45°的斜槽滑动,从而实现密度的调节,其过程简单,控制电机数量少,左右度目互琐性好,可靠性高,不易出错等优点。
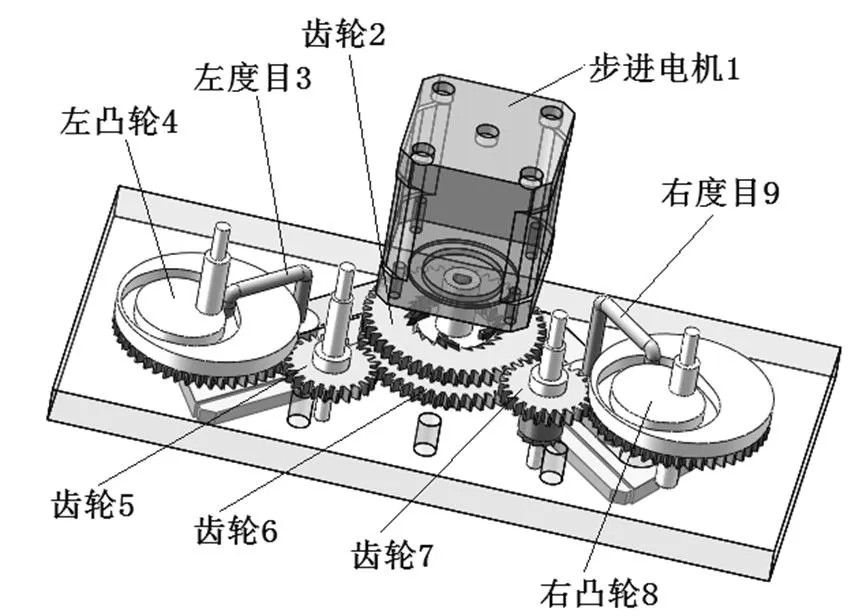
图8 新型密度调节装置的结构示意图
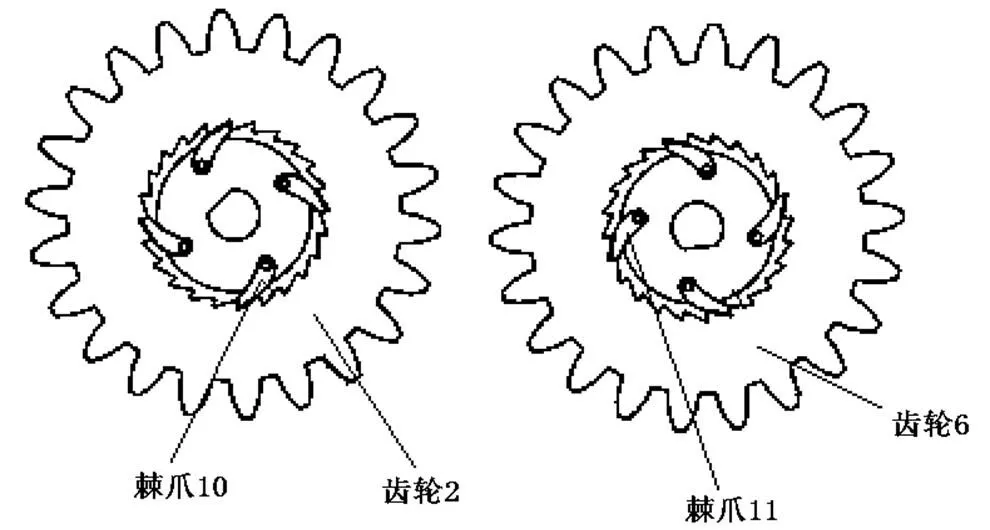
图9 棘轮棘爪机构示意图
3 硬件设计
如图10所示为控制总体结构方案图,每个控制器驱动两个步进电机,每个步进电机控制两个度目的运动,两台步进电机的运动相互独立。
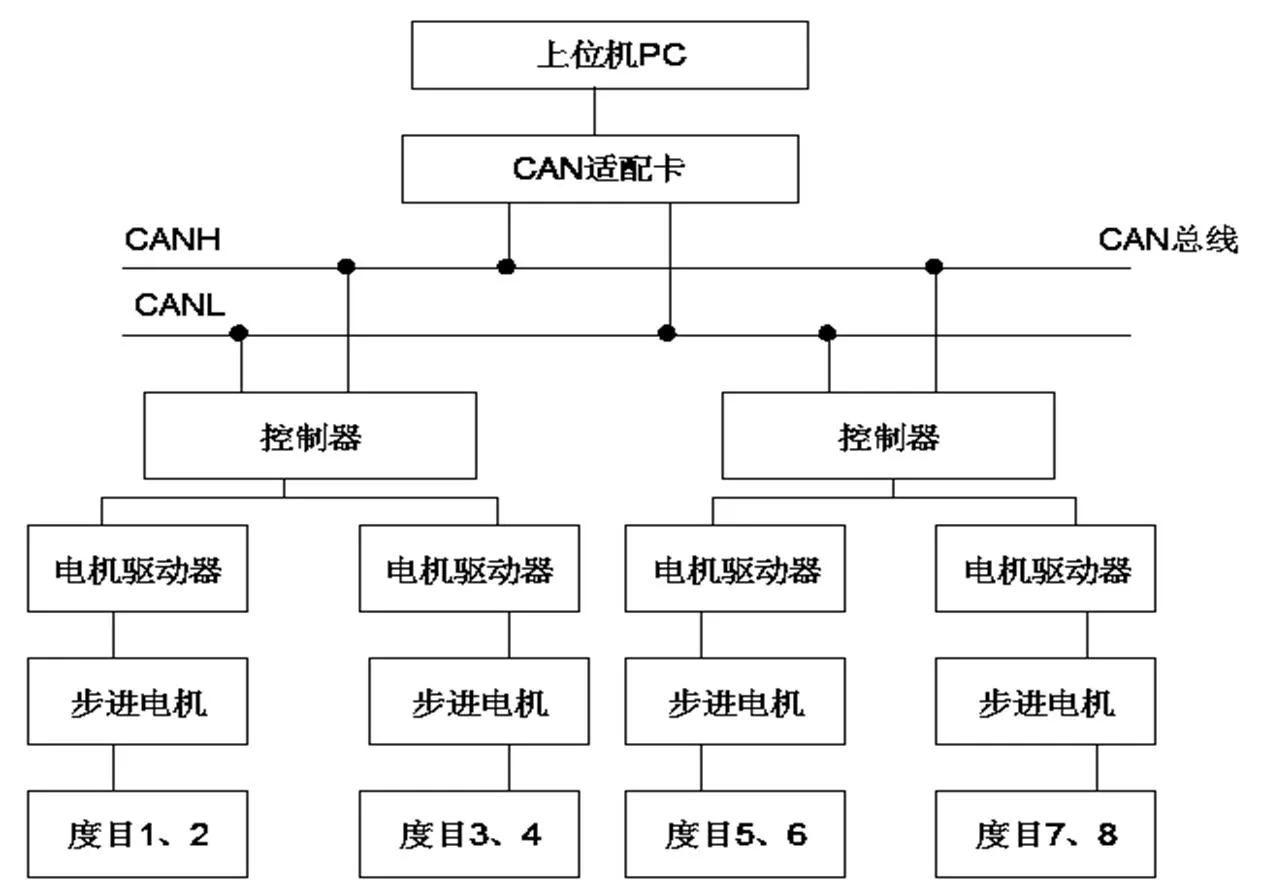
图10 控制总体结构方案图
系统通信采用CAN现场总线,下位机各节点由控制器、电机驱动器、步进电机和度目组成,上位机PC通过CAN适配卡负责控制和监控步进电机的运动,从而控制电脑横机中所有度目的上下运动。
步进电机的控制器以DSP芯片TMS320LF2407为核心,该芯片带有CAN控制模块,可以与CAN总线通信[3]。TMS320LF2407事件管理器A、B分别控制2台步进电机,在TMS320LF2407与步进电机间选用脉冲分配和驱动电路芯片THB6064AH,硬件连接如图11所示。
4 软件设计
4.1 步进电机位置控制
若步进电机顺时针转动时,奇数度目(图2中的度目)参加编织工作;步进电机逆时针转动时,偶数度目(图2中的度目)参加编织工作。对度目的位置控制需要2个参数:绝对位置即度目的当前位置,相对位置(移动到目标的距离)将被折算成电机步数。位置控制的一般做法是:步进电机每走1步,步数减1,当度目到达目标位置时,步数正好为0。位置控制子程序流程图如图12所示。
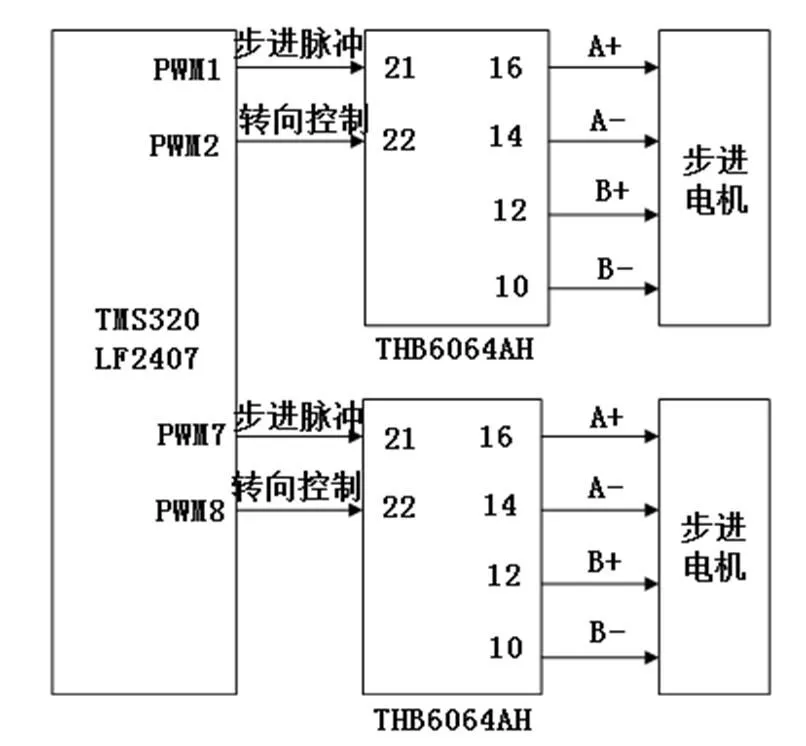
图11 TMS320LF2407与电机连接图
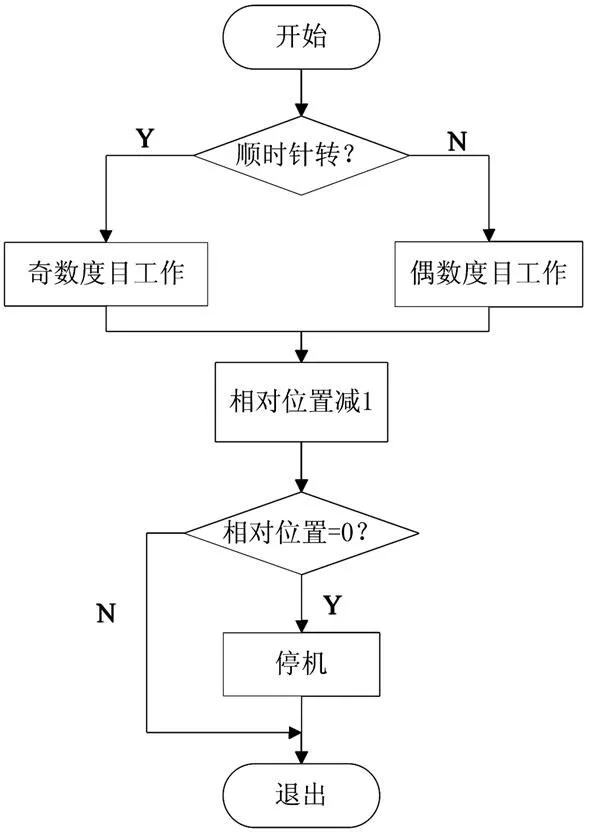
图12 位置控制子程序图
4.2 步进电机加减速控制
步进电动机在旋转过程中要经历加速、恒速、减速过程,这样可以在最短的时间里完成度目的运动,同时也避免了失步现象与过冲现象的发生,提高了电脑横机编织的工作效率。
步进电机的加减速控制就是控制度目通过加速、恒速、减速过程,从一个位置运行到另一个位置。这就有2个要求:总步数要符合给定值;总的走步时间要尽量短。用DSP对步进电机进行加减速控制实际上就是控制每次换相的时间间隔。升速时,使脉冲串逐渐加密,减速时则相反,即不断改变定时器的装载值。加减速子程序流程图如图13所示。
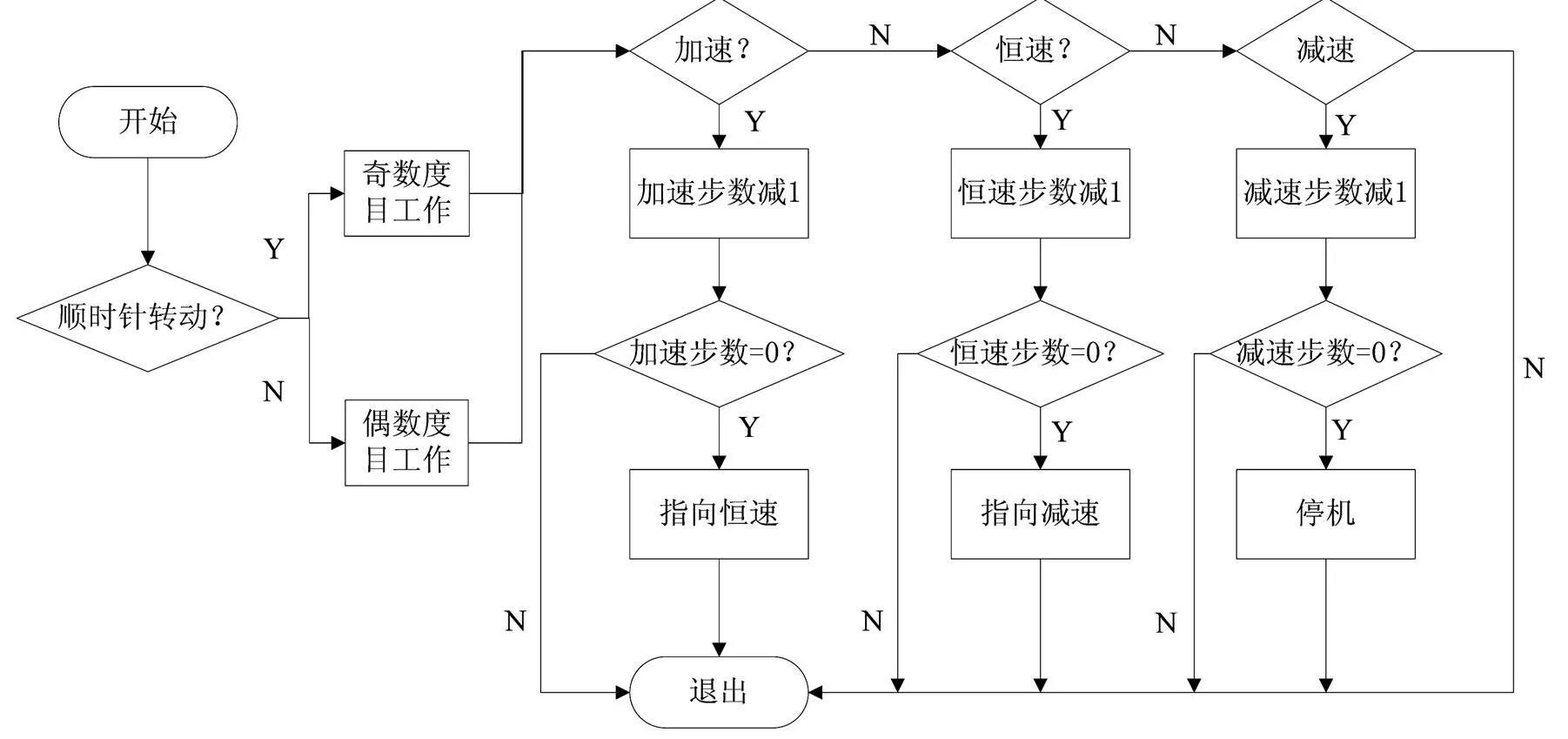
图13 加减速子程序图
4.3 脉宽调制PWM程序设计
本文设计的步进电机1是由DSP芯片中的事件管理器EVA控制的,步进电机2是由事件管理器EVB控制的。
EVA模块的PWM设置程序代码如下:
int pwm1() /*电机1初始化*/
{
/*产生PWM1*/
*DBTCONA=0x0000; /*不使能死区控制*/
*T1PR=0x07d0; /*设置定时器1周期寄存器*/
*CMPR1=0x03e8; /*决定PWM1,PWM2占空比*/
*ACTRA=0x000D; /* PWM1低有效,PWM2强制高*/
*COMCONA=0x8200; /*使能比较操作*/
*T1CON=0x1002; /*使能比较操作,分频系数为1*/
}
EVB模块的PWM设置程序代码如下:
int pwm2() /*电机2初始化*/
{
/*产生 PWM7*/
*DBTCONB=0x0000; /*不使能死区控制*/
*T3PR=0x07d0; /*设置定时器3周期寄存器*/
*CMPR4=0x03e8; /*决定PWM7,PWM8占空比*/
*ACTRB=0x000D; /* PWM7低有效,PWM8强制高*/
*COMCONB=0x8200; /*使能比较操作*/
*T3CON=0x1002; /*使能比较操作,分频系数为1*/
}
5 结语
本文以双系统电脑横机中的密度调节装置为研究对象,在分析现有的密度调节装置原理及控制方式的基础上,设计了一种新型的密度调节装置。该装置通过实际运用,从原理上满足了双系统电脑横机密度调节,同时,密度调节机构简单,易于制造加工;而控制步进电机的硬软件系统因数量比现有机型少,又因采用DSP芯片与CAN总线技术,信号处理速度快,企业投资成本低。本装置已在12G双系统电脑横机应用,效果显著。
[1] 宋广礼. 电脑横机实用手册[M]. 北京:中国纺织出版社,2010.
[2] 吴兴良. 电脑横机密度调节机构[J]. 机电产品开发与创新,2011,24(1):83-84.
[3] 刘和平. TMS320LF240x DSP结构、原理及应用[M]. 北京:北京航空航天大学出版社,2002.
A New Type of Fabric Density Regulating Device Base on The Application of Computer Flat Knitting Machine
LI Ning, WU Xiao-guang, ZHANG Chi, ZHANG Cheng-jun, ZHU Li
(College of Mechanical Engineering and Automation, Wuhan Textile University, Wuhan Hubei 430073,China)
The density regulating device is the key weaving component of computer knitting machine, which can change the fabric density and produce more complex intarsia organization. In this paper, it presents a new density adjusting device using ratchet mechanisms, cams, slide mechanisms, also fast and accurately implement the stitch density adjusting function of computer knitting machine through the stepper motor to drive the gear drive. Using the device can simplify the control from the eight stepper motor of the density adjusting mechanisms of the existing domestic dual system computer knitting machine to only require four stepper motor. The structure of the mechanism is simple, the operation is stable and accurate, reducing the cost of the enterprise production, management and repair convenient and having the practical engineering value, the control part in the paper adopts DSP chip and the CAN bus control system.
Computer Knitting Machine; Fabric; Density Regulating Device; DSP
TS183.92
A
2095-414X(2013)03-0023-05
湖北省科技厅自然基金创新群体项目(20074023).
吴晓光(1954-),男,教授,研究方向:数字化纺织装备及其关键技术.