草街航电枢纽冲砂闸表孔弧形闸门与液压启闭机的安装
2013-10-23杨关智安郁亮
杨关智,安郁亮
(1.中国水利水电第十二工程局有限公司,浙江丽水 323000;2.重庆航运建设发展有限公司,重庆 401121)
1 工程概况
草街航电枢纽工程位于重庆市合川境内草街镇附近的嘉陵江河段上,工程上距合川市约27km,下距嘉陵江河口68km,是实现嘉陵江航运梯级开发的关键性工程。是嘉陵江干流合川至河口段自上而下渠化梯级开发的第二个梯级。枢纽由船闸、河床式厂房、冲沙闸、泄洪闸等建筑物组成,坝顶高程221.50m,坝顶全长665m。冲砂闸位于厂房与纵向围堰之间,共布置5个表孔。冲砂闸孔口宽度14.8m,闸室底板高程 178.00m,闸墩顶部高程221.50m,闸墩高差43.5m。工程概算总投资53.3亿元。水电站安装4台机组,单机容量为12.5万kW,总装机容量50万kW,年平均发电量20.18亿kW·h。拦河大坝全长665m,最大坝高83m,正常蓄水位203m,总库容24.08亿m3。工程以发展航运为主要目的,兼有发电、拦沙减淤、灌溉等水资源综合利用效益。草街航电枢纽工程是国务院西部开发办公室确定的2005年西部十大建设工程,是交通部在内河投资建设的最大项目,是重庆市政府确定的重点工程。
冲砂闸工作闸门采用三主横梁、三斜支臂的弧形闸门,闸门由支铰链、支臂、门叶及水封等附件组成。门叶主横梁与支臂均为箱形结构,支铰轴承采用自润滑球面滑动轴承,轴径为630mm。单扇弧门宽14.8m,高度25.5m,门叶面板外侧曲率半径31m,闸门最大开度27m,单扇弧形闸门重约475t。闸门采用双点吊液压启闭机进行启闭,启闭力为2×5 000kN。冲砂闸弧形工作闸门与液压启闭机布置见图1。
闸门由成都勘测设计院设计,中国水利水电第十二工程局有限公司进行安装,起重设备主要采用150t履带吊与70t履带吊。第一扇闸门于2009年9月开始安装,最后一扇闸门于2010年1月安装结束。闸门与液压启闭机经过长时间的无水和有水调试、初期蓄水及2010年特大洪水运行考验表明,冲砂闸弧形闸门安装质量优良,运行可靠。
2 冲砂系统主要技术参数和技术特点
(1)闸门的主要特征和参数见表1;
(2)液压启闭机的主要特征和参数见表2;
(3)弧形闸门安装与液压启闭机的主要技术特点:
本工程弧形闸门具有结构尺寸大、单件重,支铰安装精度和门叶焊接质量要求高的总体特点:门叶高度25.5m,分8节制作;下支臂长达28m,重量达50t;支铰到货重量约42t,吊装高度20m。
液压启闭机油缸采用双吊点,启闭力2×5 000 kN。油缸工作行程13 500mm,在全开状态下油缸全长18 040mm,全关状态下油缸全长31 740mm,单只油缸加油后自重达42t,且油缸在全关状态下中间无支撑,挠度大,对杆封提出了较高要求。
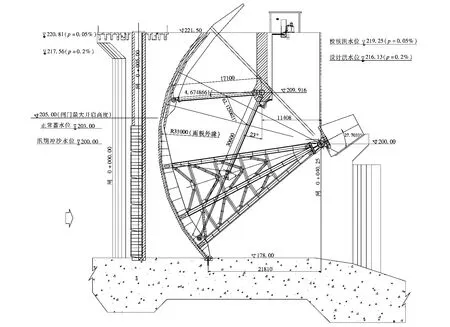
图1 冲砂闸工作弧形闸门剖面示意
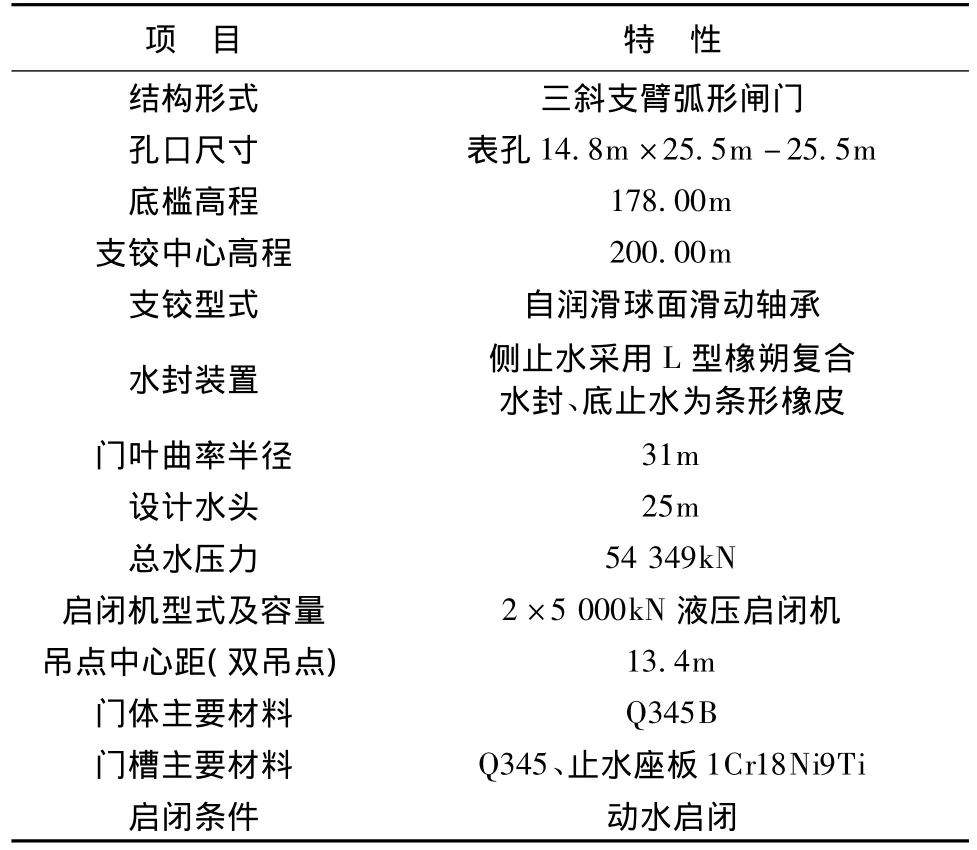
表1 弧形闸门主要技术参数
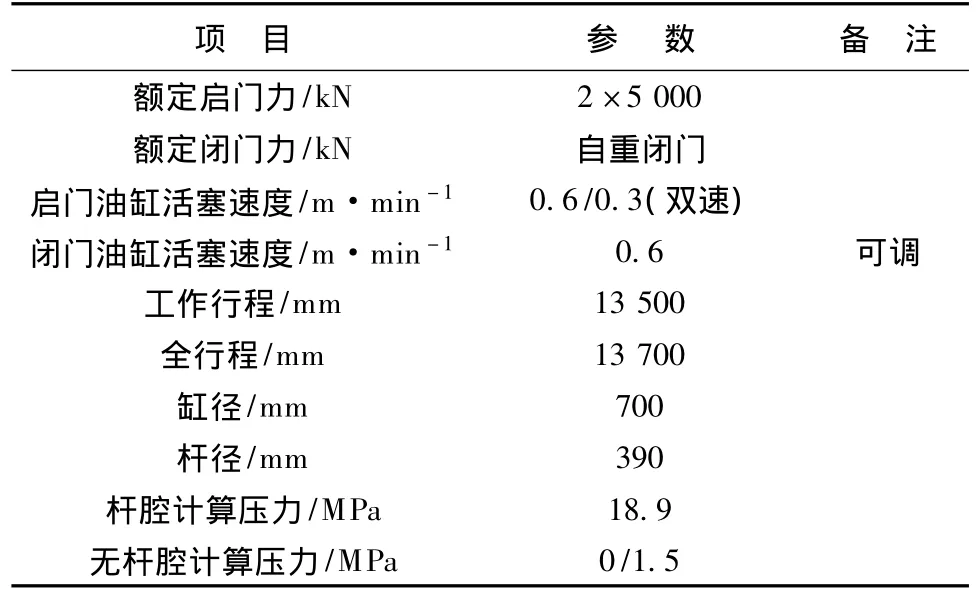
表2 冲沙闸弧门2×5 000kN液压启闭机油缸主要技术参数
3 闸门安装工艺
3.1 闸门安装工艺流程见图2
3.2 支铰安装
弧门支铰采用自润滑球面滑动轴承,活动铰与固定铰在厂内组装成整体发至现场,到货重量大于设计重量,重约42t。固定支铰采用一期预埋件焊接螺栓的固定方式。由于支铰中心是弧门安装的基准,支铰的安装质量十分关键。为保证支铰安装质量,在安装固定支铰螺栓时就对其安装尺寸进行控制。按支铰中心里程0+040.25m在左右闸墩上放出等高线,高度高出支铰中心高程200.00以上1.2m,然后按放样点在支铰中心里程上方横跨闸室拉一条钢琴线作为测量基准线,同时使用全站仪直接在一期预埋板上放出支铰的左右中心线和高程。根据放样点对螺栓进行定位,螺栓点焊后制作样板对螺栓的垂直度与相对位置尺寸进行检查,合格后进行焊接。在焊接过程中,对其进行监测,发现变形及时改变焊接程序及方向进行校正。焊接完成后对螺杆尺寸进行复查,对尺寸超差螺杆进行校正。在固定螺栓检查合格后使用150t履带吊对支铰进行吊装,为便于螺杆穿孔及支铰安装调整,使用2只20t手拉葫芦作为千斤绳。要摘钩之前,通过在钢琴线上挂垂线和测量支铰轴中心与钢琴线的高程方法来调整支铰中心、里程、同轴度;在固定支铰座底面上方挂垂线测量直边距离来调整支铰的倾角。
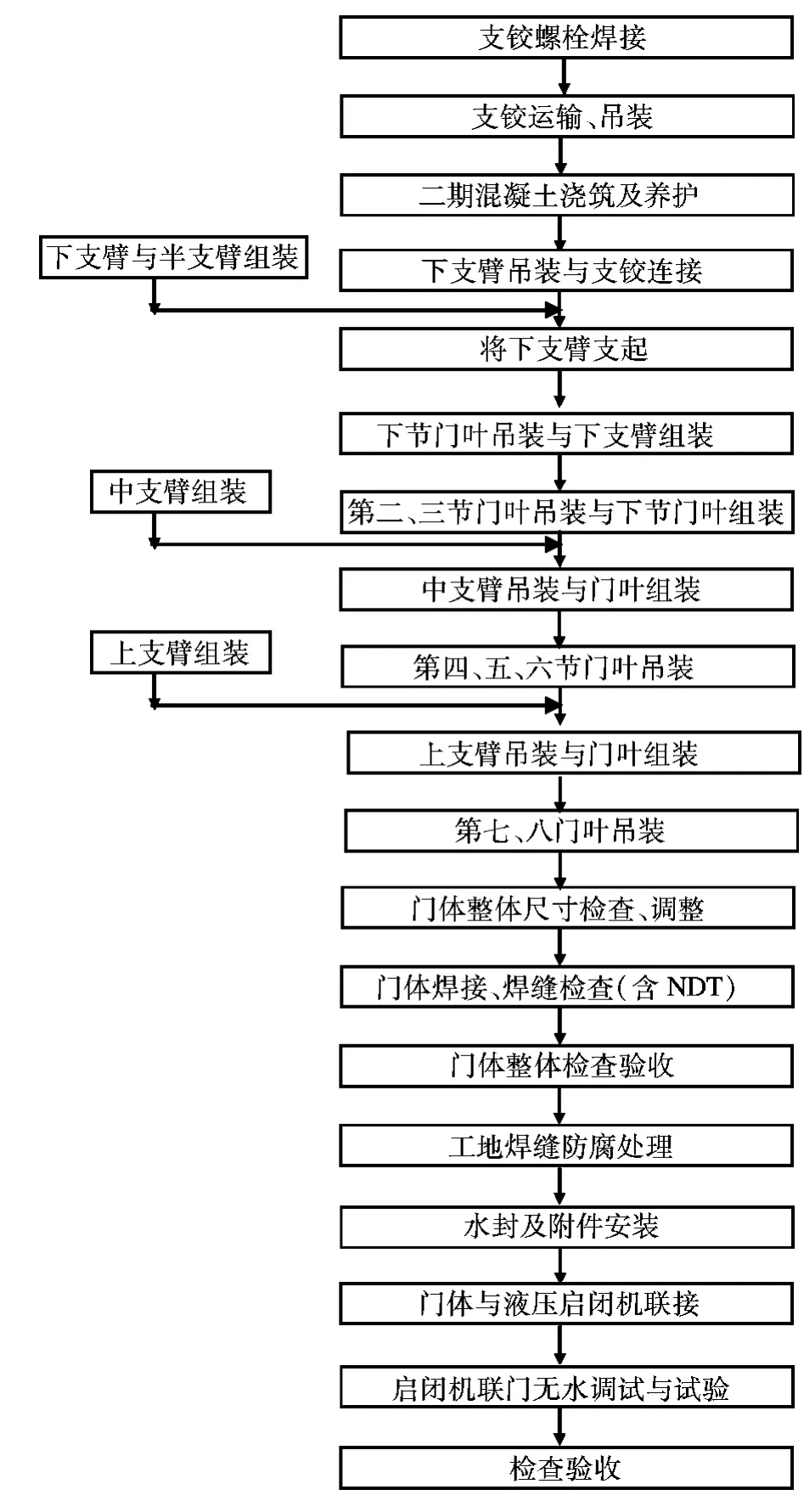
图2 闸门安装工艺流程
支铰座的调整项目较多,且各项之间相互影响,必须反复进行调整和测量,直到各项符合要求为止,经检查验收合格后移交土建回填二期混凝土。
3.3 支臂安装
支臂由裤衩、上支臂、中支臂、下支臂及连接杆件组成,单侧支臂重约124t,其中上支臂重约26t,中支臂重约28t,下支臂(包括裤衩)重约50t。根据设计要求支臂制作分为三段,其中直支臂分为两段、裤衩一段。安装时先将支臂运至闸室进行组装,在闸室内将下支臂与裤衩组装成整体进行吊装,上支臂与中支臂分别在闸室内对接。由于三支臂弧门为斜支臂,上、中、下三支臂间具有空间扭角,在下支臂与裤衩组装时,根据厂家标定的下支臂与裤衩控制线、定位块,将下支臂与裤衩组装成整体,并用样板复核其扭角,检查合格后进行焊接。在下支臂与裤衩对接缝焊接完成无损检测合格后进行吊装,下支臂安装采用顺水流方向双机抬吊的方式,下游侧停放一辆150t履带吊,上游侧停放一辆70t汽车吊。在支臂的活动铰连接端用螺栓把合后,支臂的门叶连接端直接搁放在下节门叶上,在左右两侧的下支臂吊装到位后,同时进行支臂与门叶间的螺栓把合。中、上支臂在与之相应的第三节、第六节门叶吊装就位后,用150t履带吊将其吊装就位,两端分别与裤衩和门叶法兰面连接。在支臂全部吊装完成后,使用70t汽车吊进行支臂连接杆的吊装。
3.4 门叶的安装
门叶分为八节,最重单节为下节门叶重约33t。在门叶安装之前,以支铰中心为圆心,在侧轨上作出曲率半径为31m的控制线。门叶吊装使用150t履带吊,将履带吊主臂杆接至38m,门叶从其它闸室运至底槛上游侧卸车吊装。在底节门叶就位之前,使用侧轨上游侧预埋锚板进行门叶的支撑,在底槛上根据门叶底缘尺寸焊接档块防止门叶下滑,同时根据门叶与门槽的间隙进行中心线的调整。为便于下支臂就位,在底节门叶就位时特意向上游倾斜,当下支臂与门叶法兰把合后,用螺栓将门叶调整到位。门叶曲率半径依据侧轨上设置的控制点进行调整。
在下节门叶就位后,依次将门叶运至闸室底槛上游侧,150t履带吊停放在闸室内依次吊装第二、三、四、五、六、七、八节门叶,门叶依据厂家给出的上下节门叶拼装中心线、定位块进行对中,同时兼顾水封螺栓孔中心与侧轨不锈钢止水面的距离。门叶就位后与下节门叶调整合格后进行点焊,点焊长度不小于100mm。并在面板上游侧与预埋板焊接Ⅰ25a工字钢定位板,防止门体向上游侧倾倒。第三、六节门叶就位后,依次吊装中、上支臂。
3.5 闸门安装焊缝焊接
闸门现场焊缝主要为支臂对接焊缝及门叶分节焊缝。支臂为箱形梁结构,对接焊缝为单边V形坡口,组对时为保证焊缝焊透,坡口组对时预留2mm间隙;为防止焊接变形,采用2名焊工对称施焊,并采用筋板对焊缝进行加固。门叶焊缝从下节门叶依次向上施焊,不得跳跃施焊,接头施焊工艺程序为:纵向隔板→翼缘板→面板。纵向隔板由2名焊工首先施焊边梁隔板接头,然后依次从两边向中间施焊纵向隔板接头。翼缘板由2名焊工也是依次由两边向中间施焊,面板由4名焊工同时焊接。在焊缝外观检查合格后并在焊缝焊接完成之后进行焊缝无损检测。
3.6 闸门附件安装
为了清除弧形闸门现场装焊过程中存在的应力,保证闸门正常运行,止水严密,闸门附件(侧轮装置、止水装置)在闸门与液压启闭机联调完成后进行安装。闸门在安装了侧轮装置的条件下用液压启闭机全行程试运行3次以后,将闸门落放到底坎上,重新检查并调整侧轮与侧导板之间的间隙(左、右侧应均匀一致)。然后在液压启闭机的配合下,安装底止水和侧止水装置。
4 液压启闭机安装
油缸铰座使用70t汽车吊吊装,吊装之前先测量放点,根据基准点调整铰座高程、里程与同轴度,调整合格后进行加固并报监理检查验收,验收合格后回填二期混凝土。油缸在铰座二期混凝土达到龄期及弧门安装完成后,使用150t履带吊进行吊装,安装时用150t履带吊将油缸倒运至闸室,然后使用70t汽车吊配合将油缸吊离地面后,70t汽车吊驶离闸室,用150t履带吊将油缸上端吊至铰座穿轴,下端在弧门支臂上焊接一临时支撑搁牢后摘钩。待油缸注油和动作穿轴后将临时支撑割除。
泵站设备按先安装油箱,次安装阀台和泵组,再安装电气柜的顺序。调整油箱底部水平,油箱水平度达到L/100,油泵吸油管与油箱出口的弹性连接接头在允许偏差范围以内;阀台与油泵出口连接、与油箱回油口、补油口的连接应对正对齐,保证接头密封良好,油压试验时无渗漏,电气柜(包括电力柜和可编程控制柜)垂直,不允许偏斜;电机、油箱和盘柜都应可靠接地。油箱内部重新清洁,打开密封盖,用白布清洁一次,擦干残油与残物,彻底去除尘埃、脏物、确保油箱内清洁,经监理单位确认,方可将经过清洁的油箱密封盖回装,紧固密封螺钉。
液压管路配管从阀台出油口与回油口开始向油缸方向逐根排管、配管。管卡底座高程一致,轴线一致,垂直管卡底座在同一垂直平面内,管路配制达到整齐、平直、美观。管路焊接完成后,回装前对焊缝进行处理并用白布对管内壁进行清洗。回装时按标记逐根回装,在装好密封圈,紧固法兰连接螺栓后,再将管卡螺栓拧紧。然后在管路两端接上软管,中间接大流量循环冲洗泵对管路进行72h以上循环冲洗。冲洗用油清洁度为NAS 8级,冲洗后检查回油口的油液清洁度仍为NAS 8级,认为清洗合格。最后安装与油缸相连接的高压软管。
液压油的过滤工作在液压启闭机油箱安装检查合格后,就可以进行滤油工作。滤油利用精细滤油小车进行。
管路回装后,在不与油缸和泵组连接的情况下,对高、低压油管分别独立进行耐压试验。与油缸及泵组连接后,启动高压油泵向油缸有杆腔注油。注满后(在油箱液位计上可以计算油量)停止注油,将与有杆腔连接的截止阀关闭。然后向油缸无杆腔注油,同时将排气阀打开。当排气阀出油时将排气阀拧紧,同时关闭与无杆腔相连通的截止阀。此时工作油缸与高压油管内都充满了油液并基本排除了空气。
按照设计给定的各级工作压力整定值,启动高压油泵自低压向高压逐级进行系统的耐压试验。耐压试验时间为10min,无渗漏即可认为合格。
5 冲砂闸液压启闭机与工作弧形闸门联合调试
冲砂闸液压启闭机先进行空载试验,全行程空载往复动作试验以排除液压系统中的空气避免活塞杆爬行。验证油压系统工作的可靠性及电气系统、阀组、泵组的工作性能。一切工作正常后与工作弧形闸门联轴,联轴时使用150t履带吊或70t履带吊配合。启闭前先将门叶上的杂物清理干净,确认无障碍物才能进行启闭。在连门后进行双缸同步运行速度的调整以后方可全行程启闭试验,完成闸门开度传感器,行程开关、限位开关的调试工作,测定全行程启闭时间,以及系统各级压力值。
6 结 论
草街航电枢纽冲砂闸弧形闸门是目前国内安装的最大表孔式弧形闸门之一,其总水压力居国内同类型闸门之首。由于开始安装时间延迟,面临右岸二期截流、冲沙闸过流工期压缩较大的压力。安装过程中,根据闸门的结构型式,制定了积极稳妥的安装工艺流程,同时采用多台大型施工机械进行吊装作业,按照流水作业的方式组织5扇闸门的施工,仅用了不到四个半月时间,完成了5扇表孔式弧形闸门的安装,顺利地实现了过流目标;并经受了嘉陵江2010年8月20日33 800m3/s特大洪水考验,上游水位最高达205.5m。从闸门与液压启闭机运行情况看,闸门运行平稳,液压启闭机运行可靠。弧形闸门与液压启闭机安装被评为优良工程。
