玻璃与金属连接技术研究进展
2013-10-22李卓然徐晓龙
李卓然,徐晓龙
(哈尔滨工业大学先进焊接与连接国家重点实验室,哈尔滨 150001)
0 引言
随着光学、信息技术、能源、航空航天技术、生物技术及生命科学等学科的迅速发展,光学玻璃由传统意义上的光学仪器用成像介质-透镜逐渐向新的应用领域发展。利用玻璃和光的相互作用改变光的极化态、频率、相干性和单色性,以及产生光子和探测光子的新型光功能玻璃成为光学玻璃发展的主要方向[1-2]。
玻璃材料具有抗氧化、耐蚀、耐高温、高硬耐磨等特点,其应用越来越广泛;但玻璃本身的低延性和冲击韧性缺点则妨碍了其在工程结构中的广泛应用。玻璃与塑韧性高、抗冲击能力强的金属连接件已广泛应用与压电传感器制造,以复合连接体形式制成的压力传感器可应用于严酷的工作环境[3]。
1 玻璃-金属连接的基本问题
玻璃主要为硅氧四面体网络结构,具有非常稳定的电子配对和很强的化学稳定性,与金属在本质上有不同,故两者的连接存在较大困难。
首先,玻璃-金属连接中存在热应力与残余应力。玻璃与金属2种材料的热膨胀系数差异较大(约为一个数量级),因而在连接过程的加热和冷却中,两者的膨胀和收缩差别较大,会导致在接头界面上产生较大的热应力;其次,玻璃表面很难润湿。润湿性反映了2种物质之间的结合能力,若要获得良好润湿,玻璃及金属的前处理显得尤为重要。金属的处理包括清洁处理和热处理,而玻璃处理方法为表面金属化。
玻璃与金属之间要实现冶金结合,就需要使连接界面形成过渡层,而二者在界面间存在着原子能级的差异;因此,2种材料间的界面反应对接头的形成和性能有极大的影响[4]。
2 玻璃-金属连接方法
随着玻璃材料的发展及其在工业中应用的扩大,其连接技术得到不断发展,出现了多种连接方法,目前研究较多的是匹配封接、阳极键合和钎焊。此外还有激光辅助连接、超声波摩擦焊、半固态连接等。
2.1 匹配封接
匹配封接在焊接前先对金属进行预氧化处理,使金属焊接表面形成一层厚度适当的氧化过渡层匹配封接,然后再和玻璃封接。目前,匹配封接大都采用可伐合金和高硅硼硬玻璃,研究主要集中在对可伐合金的氧化方面。
Tsann-ShyiChern[5]对可伐合金在不同温度和时间下预氧化,发现700℃,5~15 min时,可形成厚度为4~7 μm的致密氧化膜(主要FeO),氧化膜具有良好的粘附性。润湿性实验表明,当氧化处理温度为700℃,时间为10 min时,玻璃在可伐合金上的润湿角为26~29°;润湿试验温度900℃,保温时间15 min时,Fe的扩散距离大约为28 μm,形成一个较宽的界面反应层,玻璃金属界面可分为4个区:可伐合金基体区、贫铁区、富铁区、玻璃区。玻璃与可伐合金的反应会导致可伐合金氧化膜的溶解,这可以有效地增加界面连接强度和接头密封性。
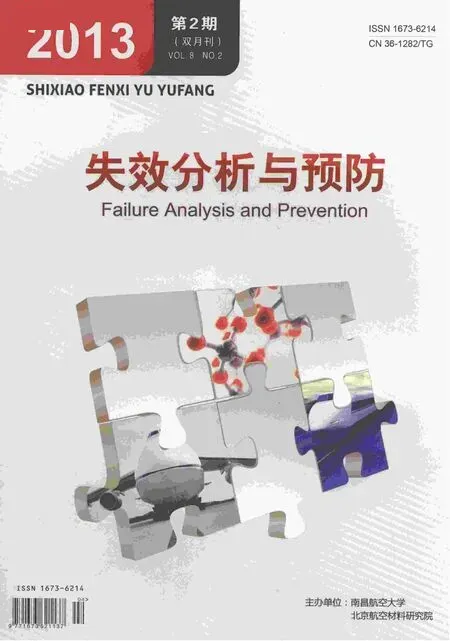
罗大为等[6]采用座滴法研究硅硼玻璃在分别具有FeO和FeO+Fe3O4氧化膜的可伐合金表面在1000℃保温不同时间的润湿规律。随着润湿时间的延长,玻璃的润湿角不断减小,最终稳定在25°(FeO 氧化膜)和 23°(FeO+Fe3O4氧化膜)。研究认为,润湿过程中熔融玻璃与氧化膜之间发生了溶解扩散。试验发现在熔融玻璃周围观察到2个晕圈,分析认为是由于在熔融玻璃边缘处局部的上方黏度变低,容易铺展而形成晕圈I,由于在毛细作用力下,晕圈Ⅰ中的熔融玻璃沿着氧化膜表面的微小凹凸面和间隙向外扩散,从而形成晕圈II(图1)。
罗大为等[7]也研究了封接工艺,发现熔封气氛的氧化性越强,玻璃飞溅现象越严重。随着熔封时间的延长或者熔封温度的升高,可伐合金引线与玻璃的结合强度增加,玻璃沿可伐合金引线的上升高度降低。优化工艺条件为合金表面为单一FeO或者Fe3O4氧化膜,熔封气氛为弱还原气氛,熔封温度在980℃左右,熔封时间为20~30 min。
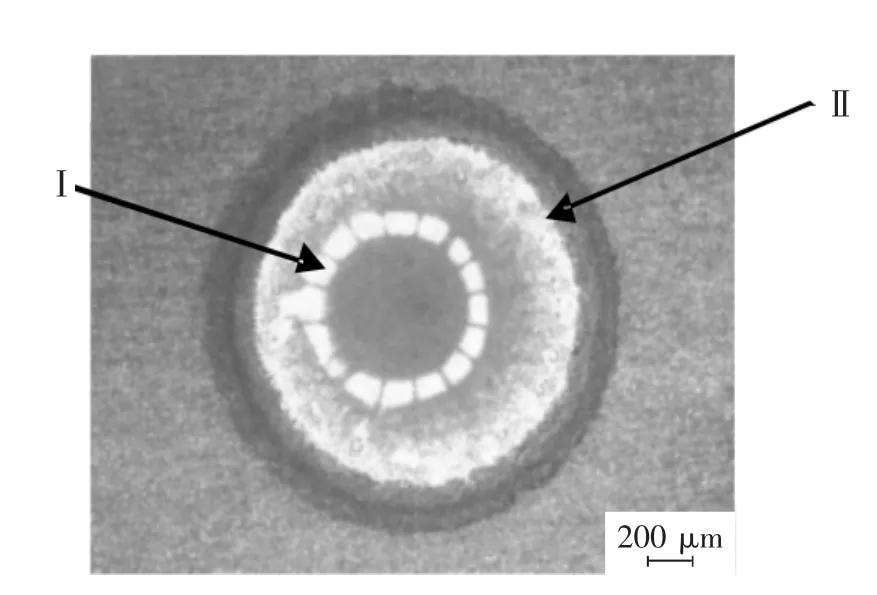
图1 玻璃在FeO+Fe3O4氧化膜表面润湿形貌(20 min)[6]Fig.1 Micrograph of glass on FeO+Fe3O4wetting for 20 min[6]
匹配封接法所形成的接头具有良好的耐高温性和气密性,但是接头力学性能不高。
2.2 阳极键合
阳极键合是一个在电和热共同作用下,玻璃是一个元素在电场作用下扩散、阳极材料氧化的过程。电场作用使玻璃内的金属阳离子(Na+,K+)向阴极迁移极化,形成碱金属元素的耗尽层,由于非桥接负氧离子相对固定,在阳极玻璃侧积聚大量的负氧离子。静电吸附效应引起阳极材料在界面处的感应正电荷。在静电场力的作用下二者形成紧密结合,通过元素的互扩散,在界面处发生氧化反应和固相反应而形成键合[8],其原理如图2所示。该方法在电路基板、半导体芯片、太阳能电池封装、微传感器方面有着广泛的应用。
目前,国内外学者围绕温度、电场、压力及材料表面质量等因素,展开了多方面的研究。
B.Schmidt[9]通过高能离子束定量分析了耗尽层中Na+、K+、Ca+、H+在不同温度和电压下的迁移,确定了饱和耗尽层厚度和Na+在250 V作用下的热激活能Ea=(0.97±0.14)eV。作者通过NM谱图并未发现玻璃中的非桥接O,但是分析观察到了O-向界面的迁移,研究认为O-并非来源于玻璃的非桥接O,而是来源于玻璃表面吸附的水分子。在电场作用下H2O分解为H+和OH-,在电场力作用下,H+也象Na+一样同时向阴极方向移动,O-扩散迁移并最终沉积在另一界面的边缘,O-起连接键桥作用。
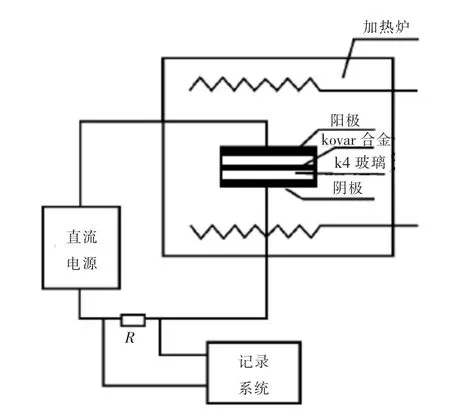
图2 阳极键合原理图[8]Fig.2 Schematic diagram of anodic bonding[8]
Pawel Knapkiewicz等人利用p-Si作为中间层进行玻璃与玻璃的连接。试验首先利用磁控溅射方式在玻璃1表面镀厚度为100 nm的p-Si层,然后与该玻璃在T=300℃,U=750 V条件下进行阳极键合。最后将玻璃2与预镀p-Si层玻璃1在T=450°C,U=1 kV条件下进行阳极键合。剪切试验表明,二者的结合强度超过40 MPa[10]。
Piotr Mrozek[11]研究了通过浮法玻璃表面真空蒸镀纳米级Ti膜来进行阳极焊。试验首先使Ti膜在某一温度下进行热氧化,生成具有一定电阻率的氧化物,然后进行阳极焊。试验的最佳工艺参数为:d=80 nm,预氧化温度为420℃,阳极焊温度530℃,电压200 V,连接时间5 min,接头剪切强度为25 MPa。
Gen Sasakil[12]研究证实了 Al/玻璃键合界面纳米晶γ-Al2O3。当温度400℃、电压500 V、连接时间11.4 ks时,界面产生向玻璃内部生长的树枝状纳米晶 γ-Al2O3,纳米晶中存在孪晶、层错、位错及晶界等晶体缺陷(图3)。纳米晶γ-Al2O3形状与大小主要由电压、温度和时间控制,当电压低、连接时间短时,界面不生成纳米树枝晶 γ-Al2O3。此外,纳米晶的生长方向则是通过电场控制Al3+的扩散来改变。在树枝晶之间存在富铝非晶层,而Al/γ-Al2O3界面不存在非晶层。
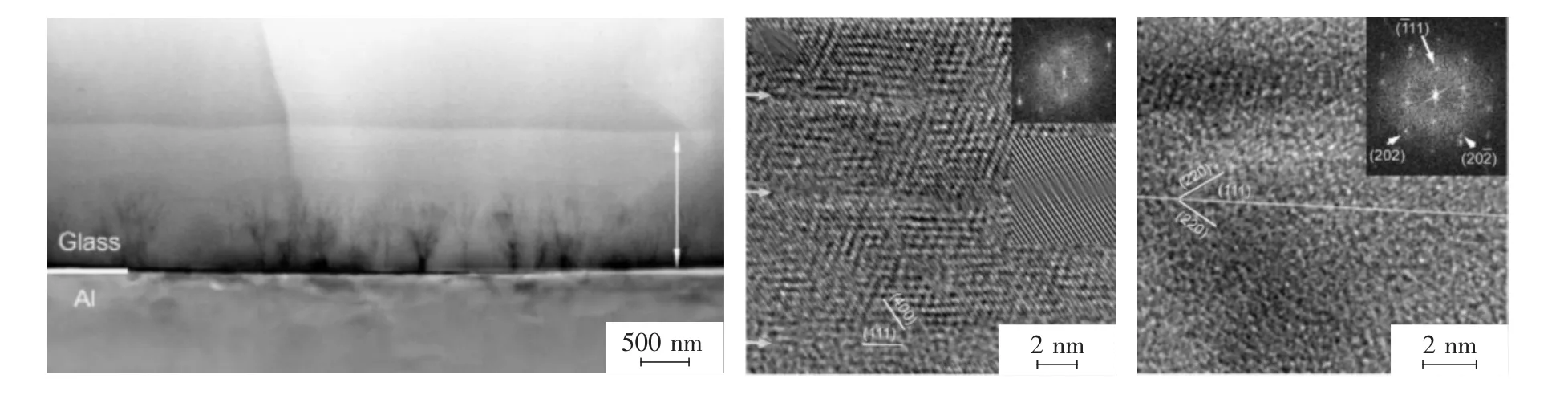
图3 Al/玻璃界面γ-Al2O3形貌及晶体缺陷 (连接温度400℃、电压500 V、时间11.4 ks)[12]Fig.3 Interface morphology and crystal defects of Al/glass joint bonded at 400 ℃ (500 V)for 11.4 ks[12]
A.T.J.Helvoort[13]研究了 Al/Glass阳极键合界面微观组织,观察到在Al/玻璃键合界面有纳米级树枝状的晶体伸向了耗尽层,通过对这些树枝晶进行电子衍射图像分析,可以确定该晶体是γ-Al2O3。γ-Al2O3有2种结构形态,其一为树枝状纳米晶结构,其二为界面形成了的薄膜状Al2O3。2种形态对界面强度均有贡献,树枝状结构的纳米晶可起到钉扎作用,而Al2O3薄膜则将2个界面“胶”粘结在一起,形成永久键合。
孟庆森[14]研究了硼硅玻璃与单晶Si和Al的阳极键合主要工艺参数的影响及形成机理。连接区接头结构形式为:Si(Al)—过渡区氧化物—K4,过渡层为Si/Al、Na的复合氧化物结构。焊接时间越长,过渡区越宽;电压一定时,温度升高,接合率一般增加。电压和温度一定的条件下,外加压力成为控制接合率的主要因素。外加压力小于0.05 MPa或试件表面粗糙度较低时,连接易产生孔洞串或虚焊点,使连接强度显著下降。一定的外压力主要使被焊材料表面产生弹性变形并进而紧密接触,较小的界面电阻有利于提高静电引力,使极化电流快速升高和加速离子的扩散。各工艺参数对接头剪切强度和结合率的影响如表1所示。
目前,国内外学者针对金属/玻璃阳极键合的研究工作还比较零散,主要集中在工艺优化方面,对键合对机制的认识研究还不深入,一些问题诸如Na+迁移,耗尽层形成动力学,玻璃表面结构变化等和键合机理解释等问题还没有形成共识,有待进一步研究。

表1 工艺参数对连接质量的影响[14]Table 1 Influence of process parameters on bonding quality[14]
2.3 钎焊连接
玻璃为非晶态,且化学性质稳定,与熔融钎料润湿性较差,直接钎焊较为困难。活性钎焊是通过添加少量活性元素(Ag、Ti、Ni等),促进钎料在玻璃表面的浸润,从而进一步与玻璃侧形成反应层,形成冶金连接。在钎焊玻璃的钎料体系中较为常用的有 Ag-Cu-Ti、TiZrNiCu、Cu-Ti系列活性钎料,这些钎料钎焊接头一般较高。
超声波振动辅助钎焊是利用超声在液态钎料中产生的空化射流等作用以促进钎料与母材之间的润湿,利用超声还能增加玻璃表面断键,增加机械嵌合作用,可以实现难润湿材料的连接,为实现玻璃的连接提供了一条新途径[15]。
A.Guedes等[16]采用64Ag34.5Cu1.5Ti钎料钎焊TC4和氟硅酸盐玻璃陶瓷,剪切强度在60 MPa左右。玻璃陶瓷侧,发现大量Ti的氧化物存在,经过计算在850℃和930℃时,反应2Ti+SiO2→2TiO2+Si的自由能为负值,说明该反应是可以进行的。研究认为TC4侧反应层厚度以及中间层中Ag(s.s)的分布只受钎焊温度影响。
刘多等[17]采用AgCuTi和TiZrNiCu钎料活性钎焊SiO2玻璃陶瓷与TC4钛合金,接头微观组织形貌见图4。研究发现:当钎焊温度为880℃、保温时间为5 min时,接头的最高抗剪强度为23 MPa;当钎焊温度为900℃、保温时间为5 min时,接头的最高抗剪强度为27 MPa。
刘洪斌[18]采用 AgCuTi钎料对 SiO2陶瓷和30Cr3高强钢进行了真空钎焊连接,接头形貌如图5所示,当钎焊温度950℃,保温时间5 min时,接头剪切强度最大37 MPa。研究认为钎料中Ti作为一种活性元素,与SiO2陶瓷侧能够发生如下反应:Ti+SiO2→ Ti4O7+TiSi2;与高强钢侧发生反应:Ti+Fe→ TiFe2,反应产物具有金属特性,各反应层的形成促进了SiO2陶瓷与30Cr3高强钢的化学冶金结合。
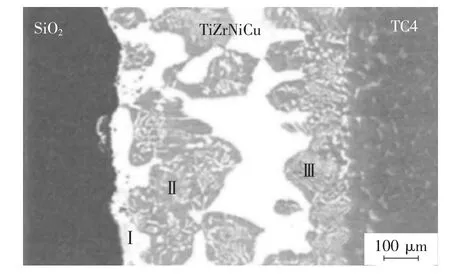
图4 TiZrNiCu钎料钎焊接头SEM形貌[17]Fig.4 Morphology of SiO2ceramic/AgCuTi/TC4 joint[17]
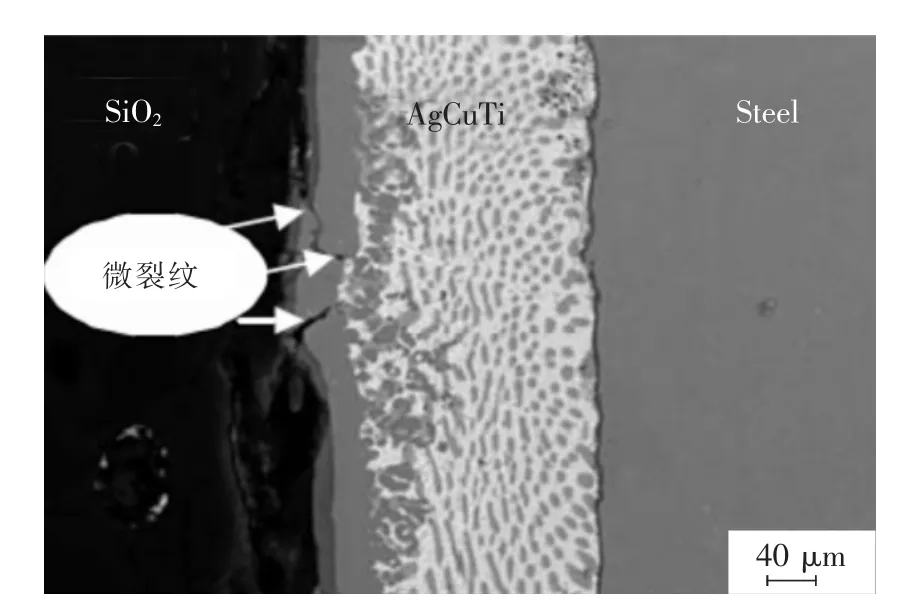
图5 连接温度950℃,保温时间5 min时界面SEM形貌[18]Fig.5 Interface of SiO2ceramic/AgCuTi/30Cr3 joint brazed at 950 ℃ for 5 min[18]
孙小磊[15]采用纯Zn和纯Sn钎料进行玻璃/Al的超声波钎焊。纯Zn钎料接头组织为α-Al(s.s)、Zn、Al共析和共晶组织。纯 Sn钎料接头组织为纯 Al、Sn-Al共晶和 β-Sn(s.s)。2 种钎焊接头玻璃侧界面平直,没有溶解扩散现象(图6)。工艺参数对剪切强度及断裂位置的影响如表2所示。研究认为,超声波振动促进一方面能促进钎料钻缝,另一方面超声的空化及射流作用使钎料以高温高压的状态接触到母材表面,改善母材与钎料的润湿性。此外,超声的空化及射流作用形成的局部高温高压环境不仅增加了玻璃表面断键数量,促使玻璃与金属之间键合,同时增加了玻璃表面粗糙度,使二者形成致密的机械咬合,增加了连接强度。
德国学者 Matthias M.Koebel[19]利用含有活性金属的Sn基料,在电场作用下进行Al/玻璃的钎焊连接(ALTSAB法)。对2组试样在真空度为5×10-4,温度300℃进行连接试验,并和标准的阳极焊Al/玻璃试样对比。结果发现,ALTSAB法所得试样接头界面良好,接头剪切强度大于16 MPa,由于填充金属为液态,相比于标准的阳极焊,ALTSAB法有更好的表面适应性。SnAl0.6%(质量分数)合金钎料与玻璃有较好的润湿(图7)。该方法焊前玻璃表面无须金属化,也无需加压力。通过SEM和EDS证实了连接界面处存在Al元素的富集。
玻璃/金属钎焊法具有连接强度高、工艺简单、接头形状尺寸适应性广等优点,但是钎焊法所需温度较高且需要真空施焊,限制了该方法的广泛应用。
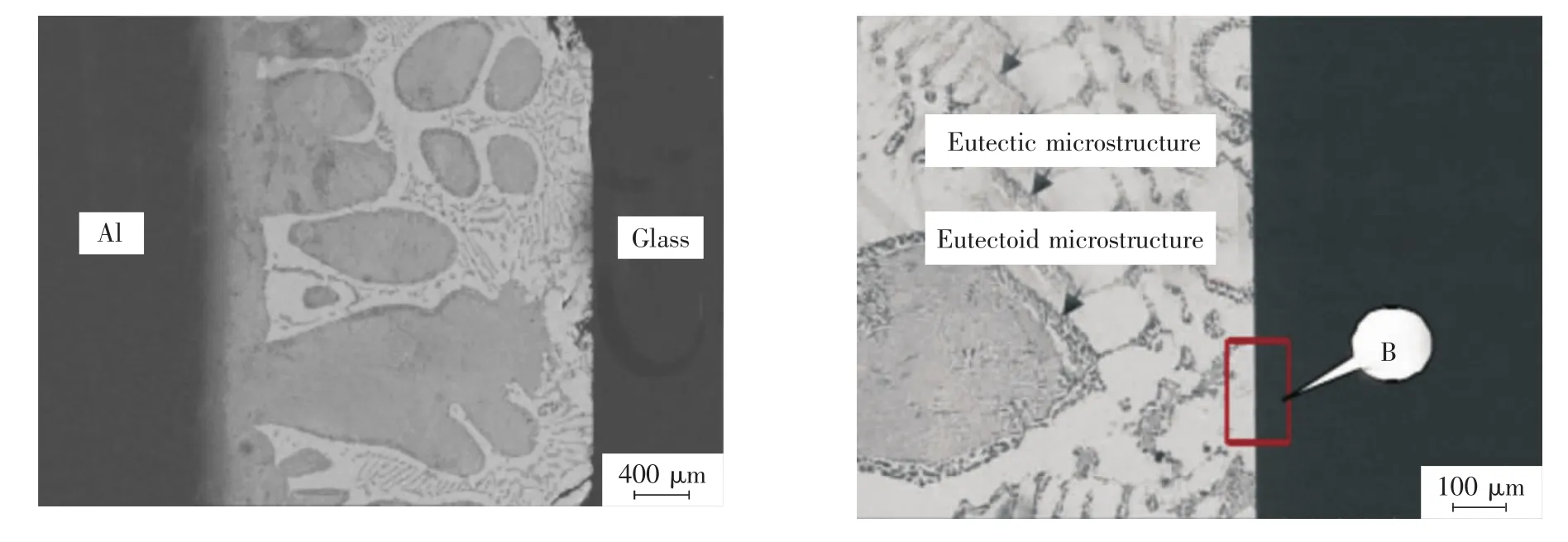
图6 纯Zn钎料钎焊玻璃/Al接头微观形貌[15]Fig.6 Morphology of the interface of glass/Zn/Al joint[15]

表2 超声波钎焊工艺参数及强度[15]Table 2 The process parameters of ultrasonic brazing and the shear strength of joint[15]
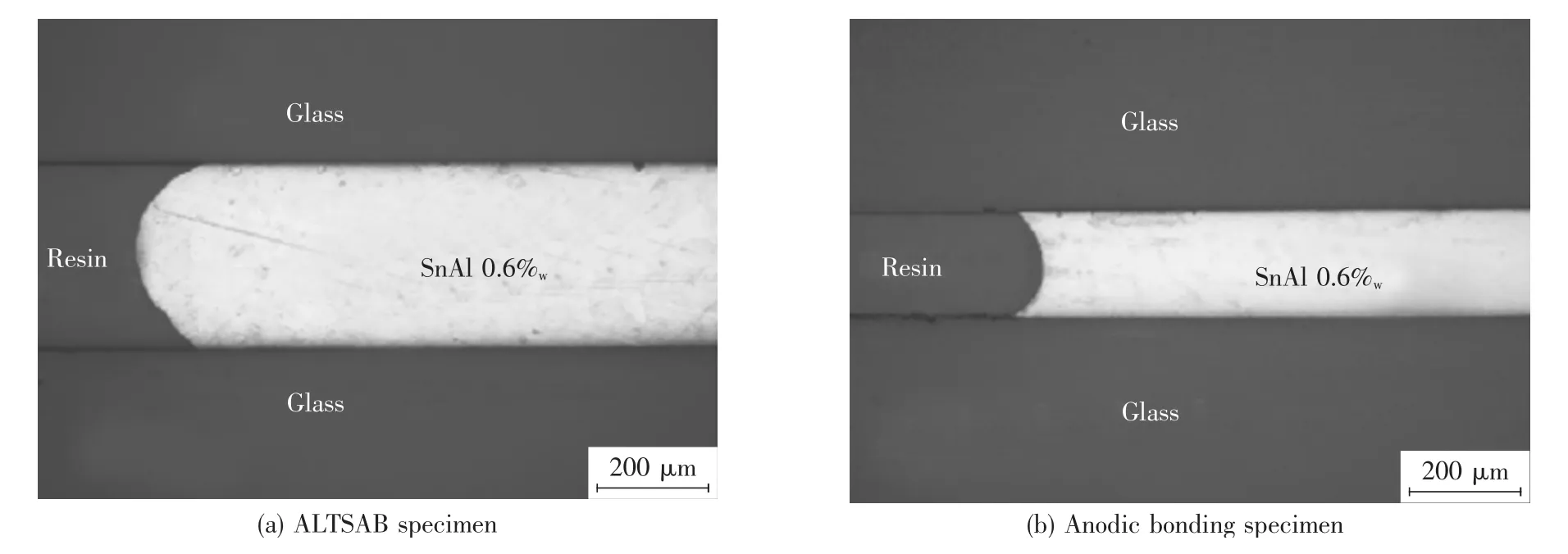
图7 ALTSAB法和无电场辅助钎焊试样接头形貌[19]Fig.7 SEM micrograph of cross-section of glass/glass brazed joint[19]
2.4 激光辅助连接
季凌飞[20]根据可伐合金和玻璃2种材料对1.07 pm波长的激光具有选择吸收机制,然后利用两者完全不同的热力学参数,使激光束直接作用金属表面的氧化层,通过热传导及后续的激光能量输入等物理化学机制,使玻璃和金属发生一系列的反应,最终形成良好的接头。由于激光聚焦后光斑功率密度非常高,可使加工表面温度迅速上升,辐照结束温度则又迅速下降,高温急冷可致极小热影响区,从而减小封接处的应力。
马子文[21]利用激光与物质相互作用的热效应实现微系统器件的局部加热键合原理(图8),提出了一种新的无需外压力作用的Si/玻璃激光局部键合方法,其实质是直接键合与局部键合的结合。在键合过程中既发生了高温退火又发生了一部分材料的熔融。试验首先对Si和玻璃进行亲水性表面活化处理和预键合,然后选择合适的激光参数及加工环境实现了两者的连接。研究了激光功率、激光扫描速度、底板材料等的影响,发现激光功率越大,扫描速度越小,键合线的宽度就越大。该方法能有效减少键合片的残余应力,控制键合线宽,剪切强度可达6.5~6.8 MPa。
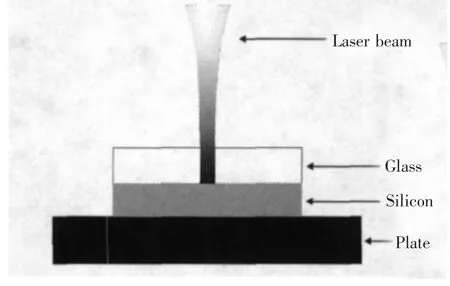
图8 激光辅助键合原理图[21]Fig.8 Schematic diagram of laser assisted bonding[21]
2.5 超声波摩擦焊
超声波焊接具有焊件变形小、焊点强度高、易于自动化等优点,在电子电器、航空航天及核能工业具有广泛应用,其原理是利用超声频率的机械振动和静压力的作用下,实现同种或异种材料(金属/陶瓷、塑料、半导体等)连接的方法[22]。
Martin Rauter等[23]研究 Al/硼硅酸盐玻璃的超声波焊接,研究认为一定的能量输入能够使SiO2与Al达到原子尺度的相互作用,来获得可靠的接头。试验采用一定工艺获得接头的最大剪切强度达到20 MPa,但作者利用透射电镜对试件界面进行分析,没有找到任何扩散区域或过渡层。
Shinichi Matsuoka[24]对玻璃与金属的超声波焊接也进行了研究,发现焊前在玻璃、陶瓷表面金属化或在玻璃、利用低熔点活性金属作为中间层均可以获得性能优良的接头。作者采用对玻璃表面镀铜处理实现了硅酸盐玻璃/A1050H铝合金的连接(图9)。
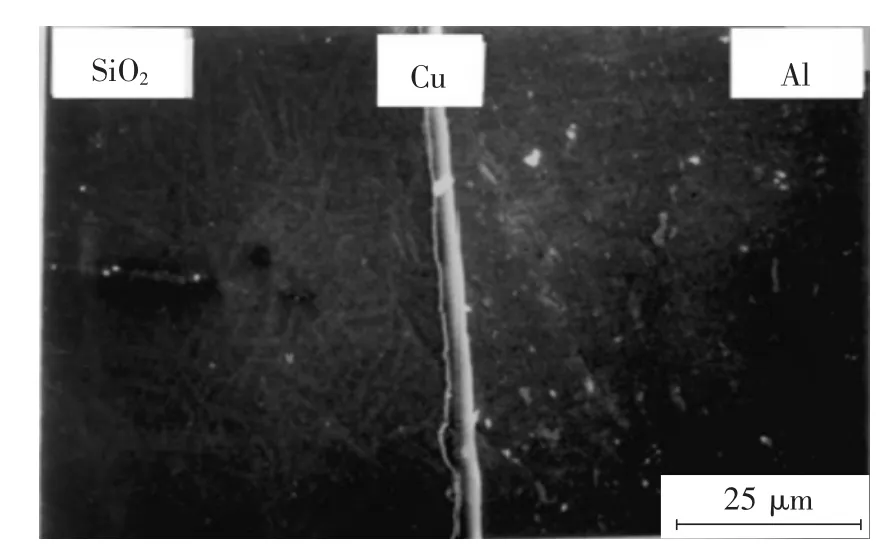
图9 玻璃表面镀Cu的玻璃/Al超声波焊接接头[24]Fig.9 The interface of Al/glass(coated with Cu)ultrasonic welding joint[24]
张建华[25]发明了一种用于光电器件封装的超声波键合方法及专用超声波焊机。在键合过程当中,采用夹具对两玻璃基片对位,然后通过超声波焊机产生的高频机械振动传至接合面上,接合面在施加的作用力和分子间的摩擦的双重作用下,温度升高到玻璃密封料的熔点(高于玻璃基板转化温度),停止键合后,玻璃粉冷却并固化完成键合。在固化过程中,可以实现接合面熔融玻璃材料和键合作用表面的退火,可显著减少应力集中或应力的不均匀分布情形。
超声波焊机的“开敞性”比较差,工件的伸入尺寸不能超过焊接系统所允许的范围,接头形式目前只限于搭接接头。此外,焊点表面容易出高频机械振动而引起边缘的疲劳破坏,对焊接硬而脆的材料不利[26]。
2.6 半固态连接
半固态连接是将金属或合金在固相线与液相线温度区间进行连接的一种方法,该方法具有加工温度较低、凝固收缩小、材料的变形量小及非枝晶的显微组织使连接件的力学性能高等优点。此外,半固态金属的流动性好,具有良好的几何形状的适应性及良好的操作性易于实现异种材料的连接[27]。
M.Kiuchi等[28]根据半固态金属所具有的良好地变形成型能力等特点,采用半固态连接的方法进行玻璃/A2011铝合金的焊接。实验前,先将玻璃表面镀一层陶瓷薄膜,将质量分数74%的铝合金放入模具中,加热至620℃达到半固态,然后对二者施加20 MPa的压力,快冷并保压直至接头冷却。焊接过程中,呈半固态的铝合金能够很好地与母材表面接触,从而形成化学冶金连接。从铝合金和玻璃界面的显微照片可以看到,界面的几何形状很不规则,这说明在接近边界的区域内生成了某种化合物。连接过程示意图及界面形貌如图10、图11所示。
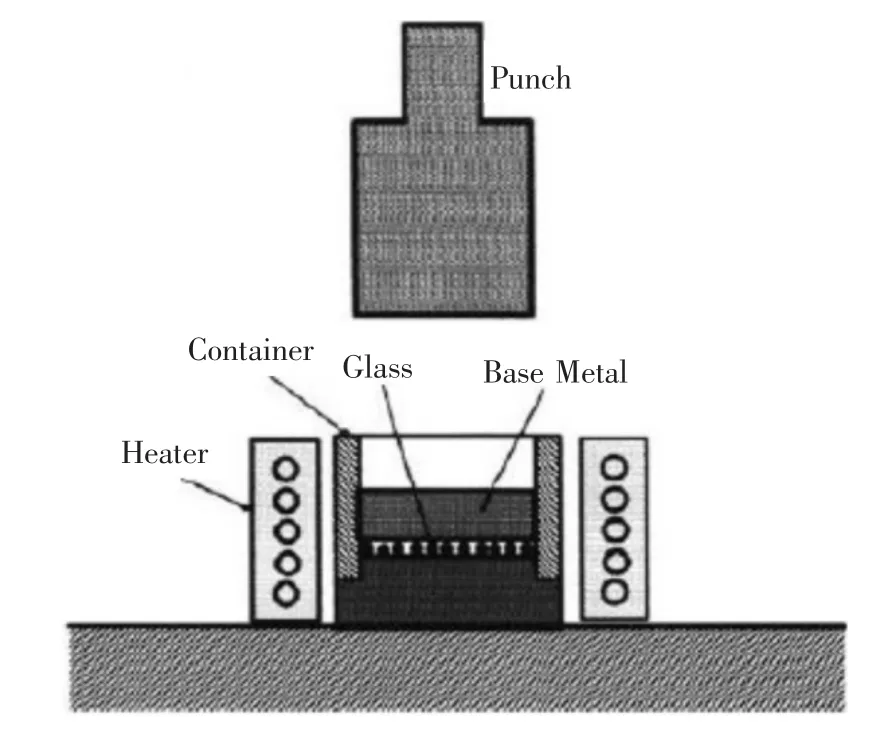
图10 玻璃/A2011半固态连接过程示意图[28]Fig.10 Schematic diagram of semisolid joining of glass and A2011[28]
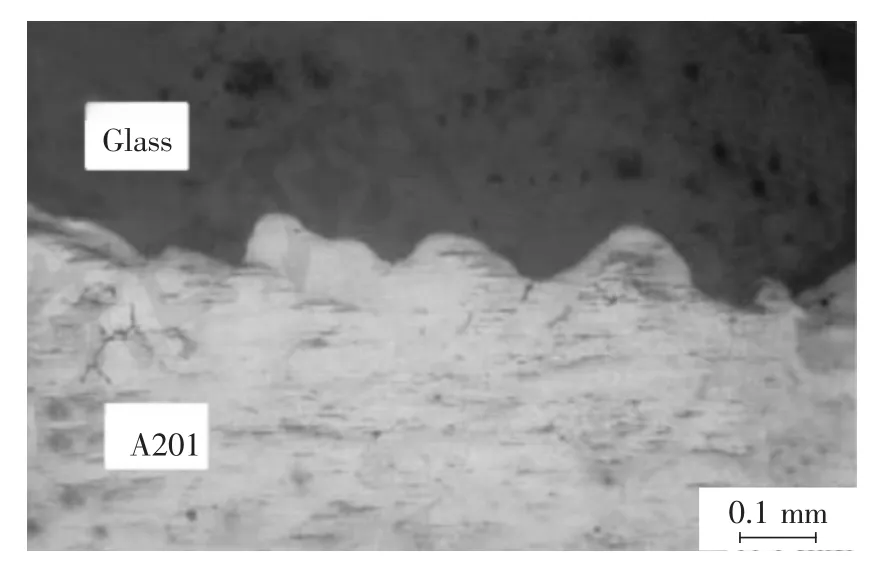
图11 玻璃/A2011半固态连接接头界面形貌[28]Fig.11 Interface morphology of glass/A2011 semisolid joint[28]
2.7 胶接
胶接是利用在联接面上产生的机械结合力、物理吸附力和化学键合力而使2个胶接件起来的工艺方法。胶接具有对工艺、设备要求简单、连接温度低、胶接件不易产生变形、接头应力分布均匀、接头具有良好的密封性、电绝缘性和耐腐蚀性等优点。胶接不仅适用于同种材料,也适用于异种材料。但胶接法接头耐高温性差、不耐腐蚀,易老化,大多数胶黏剂在受到某些溶剂、氧化剂或射线影响时容易发生变化,这极大地局限了玻璃与金属的连接[29]。
M.Overend等[30]采用5种不同的胶黏剂进行玻璃和钢的连接试验,通过剪切试验来选择合适的胶黏剂。研究发现,胶接接头剪切强度与胶黏剂的厚度成反比。通过有限元模拟发现,在应力集中区以外,弹性模型和粘弹性模型的有限元模拟所得结果基本吻合,而解析法得出的应力值偏低。在低载荷时,解析法和有限元模拟结果相差不到10%,但载荷超过0.72 kN时,二者相差很大。弹性模型和粘弹性模型随着载荷增大,模拟结果偏差也增大(图12)。
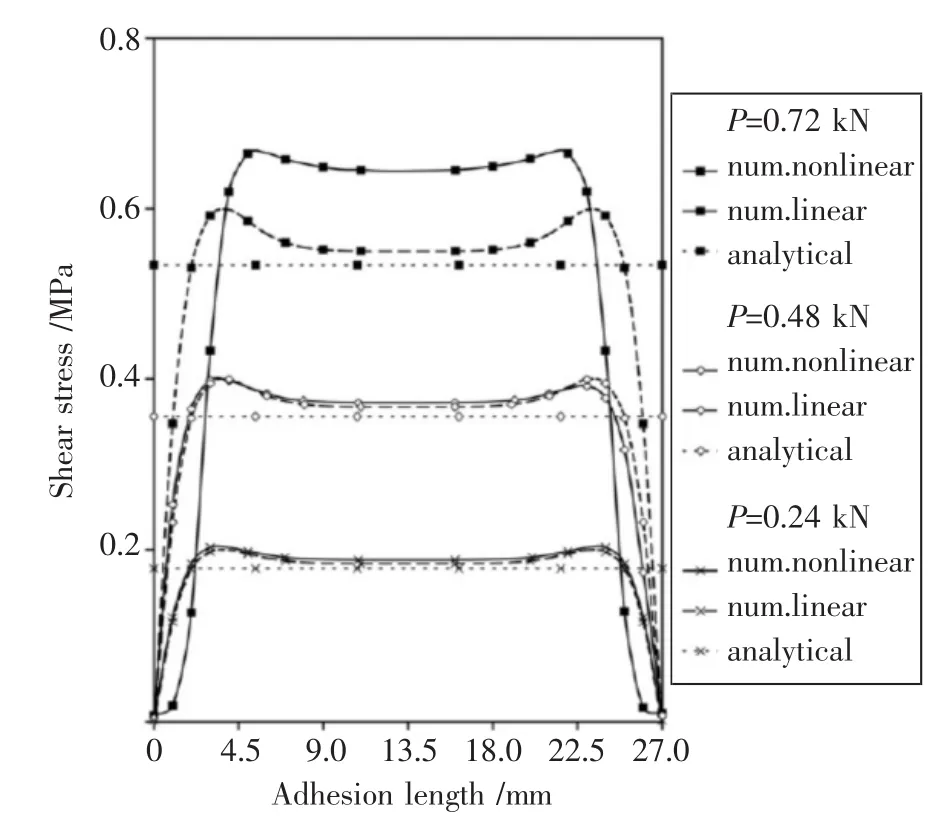
图12 有机硅粘结剂接头强度解析法及有限元模拟[30]Fig.12 Simulation of distribution of adhesive joint along the interface by analytical and finite element method[30]
3 结束语
全面地介绍了国内外玻璃-金属连接的一些方法,各种方法有各自特点及适用范围;针对两者连接的研究工作虽取得了较大进步,但基本上仍处于实验室研究阶段,距离工程实用化还有很大差距;许多理论及工艺方面的问题有待解决,所连接的金属材料也有待于丰富。如何选择合适的低温连接工艺来实现两者的可靠连接是未来研究的重点。
[1]王耀祥.光学玻璃的发展及其应用[J].应用光学,2005,26(5):61-65.
[2]王学锋,赵修建,顾少轩,等.二阶非线性光学玻璃的研究进展[J].材料科学与工程学报,2003,21(1):147-150.
[3]刘翠荣.玻璃(陶瓷)与金属阳极键合界面结构及力学性能[D].太原:太原理工大学,2008:88-130.
[4]聂琴.航天电连接器金属-玻璃封接工艺设计与材料微观组织的研究[D].沈阳:东北大学,2008:1-9.
[5]Chern T S,Tsai H L.Wetting and sealing of interface between 7056 glass and Kovar alloy[J].Materials Chemistry and Physics,2007,104(2 -3):472 -478.
[6]罗大为,沈卓身.硅硼玻璃在可伐合金表面的润湿规律[J].材料工程,2009(11):80-87.
[7]罗大为,沈卓身.可伐合金与玻璃封接工艺的优化[J].北京科技大学学报,2009,31(1):62 -67.
[8]吴登峰,邬玉亭,褚家如.阳极键合工艺进展及其在微传感器中的应用[J].传感器技术,2002,21(11):4-7.
[9]Schmidt B,Nitzsche P,Lange K,et al.In situ investigation of ion drift processes in glass during anodic bonding[J].Sensors and Actuators A:Physical,1998,67(1 -3):191 -198.
[10]Knapkiewicz P,Cichy B,Posadowski W,et al.Anodic bonding of glass-to-glass through magnetron spattered nanometric silicon layer[J].Procedia Engineering,2011,25:1629 - 1632.
[11]Mrozek P.Anodic bonding of glasses with interlayers for fully transparent device applications[J].Sensors and Actuators A:Physical,2009,151(1):77 -80.
[12]Xing Q F,Sasaki G.Nanostructured gamma-alumina formed during anodic bonding of Al/Glass[J].Solid State Ionics,2007,178(3-4):179-185.
[13]Helvoort A T J,Knowles K M,Fernie J A.Nanostructures at electrostatic bond interface[J].Journal of the American Ceramic Society,2003,86(10):1773 -1776.
[14]孟庆森,俞萍,张丽娜,等.金属与硼硅玻璃场致扩散连接形成机理[J].焊接学报,2001,22(4):63-65.
[15]孙小磊.超声波振动辅助钎焊玻璃的工艺及连接机理[D].哈尔滨:哈尔滨工业大学,2009:42-49.
[16]Guedes A,Pinto A,Vieira M,et al.The effect of brazing temperature on the titanium/glass-ceramic bonding[J].Journal of Materials Processing Technology,1999,92 -93:102 -106.
[17]刘多,张丽霞,何鹏,等.SiO2玻璃陶瓷与TC4钛合金的活性钎焊[J].焊接学报,2009,30(2):117-120.
[18]刘洪斌.SiO2陶瓷与30Cr3高强钢及TC4钛合金钎焊机理及工艺研究[D].哈尔滨:哈尔滨工业大学,2007:20-23.
[19]Koebel M M,Hawi N E,Lu J,et al.Anodic bonding of activated tin solder alloys in the liquid state:A novel large-area hermetic glass sealing method[J].Solar Energy Materials and Solar Cells,2011,95(11):3001 -3008.
[20]北京工业大学.一种玻璃-可伐合金激光焊接方法及其专用夹具:中国,201010515828.2[P].2011 -4 -27.
[21]马子文,汤自荣,廖广兰,等.无压力辅助硅/玻璃激光局部键合[J].半导体学报,2007,28(2):217-221.
[22]阮世勋,雷运青.金属超声焊及应用[J].新技术新工艺,2004(12):38-40.
[23]Rauter M,Roeder E,Nancy.Ultrasonic welding of glass and glass-ceramic to metal[J].Welding and Cutting,1993,4:26 -30.
[24]Matsuoka S.Ultrasonic welding of ceramics/metals using inserts[J].Journal of Materials Processing Technology,1998,75(1 -3):259-265.
[25]上海大学.用于光电器件封装的超声波键合方法及专用超声波焊机:中国,201110124988.9[P].2011 -10 -26.
[26]王宋.超`声波金属焊接机理及实验装置研究[D].焦作:河南理工大学硕士论文,2009:9-11.
[27]刘洪伟,郭成,程羽.半固态技术在材料连接和复合材料制备中的应用[J].焊接,2006(1):17-20.
[28]Sugiyama S,Kiuchi M,Yanagimoto J.Application of semisolid joining-part 4 glass/metal,plastic/metal,or wood/metal joining[J].Journal of Materials Processing Technology,2008,201(1 -3):623-628.
[29]邢娅,曹运红.现代胶接技术[J].飞航导弹,2002(5):58-61.
[30]Overend M,Jin Q,Watson J.The selection and performance of adhesives for a steel-glass connection[J].International Journal of Adhesion and Adhesives,2011,31(7):587 -597.