云冈热电二期空冷风机U型螺栓频繁断裂原因分析和解决对策
2013-10-18薄井亮
薄井亮
(山西大唐国际云冈热电有限责任公司,山西 大同 037039)
1 3,4号机组空冷风机运行现状及风叶U型螺栓断裂的危害
1.1 现状
云冈热电公司300 MW机组,采用东方汽轮机厂制造的亚临界、一次中间再热、单轴、两缸两排汽直接空冷、供热凝汽式汽轮机,空冷风机由中航工业保定惠阳航空螺旋桨制造厂生产制造。两台300 MW机组自2009年年初开始投入运行,在2010年6月份,#441空冷风机由于U型螺栓断裂造成风叶飞出将风筒及风叶损坏,造成设备损坏事故。自此,开始空冷风机U型螺栓频繁发生断裂,严重影响机组的安全运行。
U型螺栓位置示意图如图1所示。
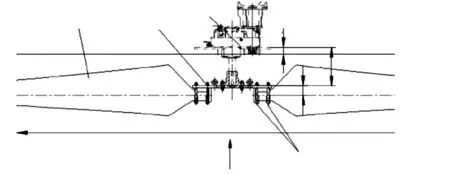
图1 U型螺栓位置示意图
1.2 危害
空冷U型螺栓断裂的危害主要有以下几个方面。
1.2.1 影响机组安全稳定运行
每片风叶由2条U型螺栓固定,根据每次检查的经验,螺栓的断裂都是从最外侧开始。若外侧螺栓断裂,风机的振动将增大,同一风机上的其他U型螺栓受到的交变应力将增大,加剧螺栓损坏的速度,叶片还有飞出的可能,进而扩大了设备的损坏程度,影响机组安全稳定运行。
1.2.2 降低机组的发电效率,增加煤耗
根据检查记录发现,空冷风机U型螺栓频繁发生断裂时间基本发生在夏季。云冈热电夏季负荷高,在不影响机组出力的情况下,必须保持机组高真空运行。若空冷风机发生问题而停运,将影响机组的真空,根据经验值,真空每下降1 000 Pa,发电煤耗将增加2 g/kW·h。
1.2.3 影响行人的安全
风机U型螺栓发生断裂,断裂的部分将在惯性力的作用下飞出,可能将风叶损坏(风叶的材质为玻璃钢),也可能从网格板的网口飞出,砸到路过的行人,严重威胁行人的安全。
2 空冷风机U型螺栓断裂原因分析
2.1 疲劳断裂
电站空冷风机U型螺栓主要承受叶片的挥舞方向的气动力以及叶片自身的重力及叶片离心力,U型螺栓通过达到一定的拧紧力矩将叶片夹紧,来克服以上的作用力,其自身只承受正拉应力。在叶片正常夹紧的状态下,夹紧系统为刚性体,U型螺栓是不会产生疲劳断裂的。
通过对故障部件的检查发现,U型螺栓螺纹侧面和轮毂螺栓过孔侧面都存在明显的摩擦痕迹,如图2所示。

图2 U型螺栓螺纹和毂螺栓过孔侧面存在的明显摩擦痕迹示意图
2.2 安装不到位
经检查发现,卡箍压块与U型螺栓接触痕迹明显偏离中心位置,叶片的根部有明显的塑性压痕,如图3所示。

图3 叶片根部存在的塑性压痕
正确的安装方法,如图4所示。

图4 正确安装示意图
2.3 拧紧力矩比规定数值小
根据厂家提供的实验数据,在规定的安装条件下,用U型螺栓夹紧叶片的桨根,将U型螺栓的拧紧力矩控制在450 N·m。7 d后我们对拧紧力矩进行了复测,发现拧紧力矩只达到了400 N·m左右,力矩下降了10%左右。根据厂家长期生产玻璃钢叶片的经验和相关资料的论述,此现象应为玻璃钢材料的蠕变现象——叶片刚刚生产出来后,复合材料本身存在一定的残余固化现象。在受力的状态下,即玻璃钢体在恒载的情况下,初期出现塑性变形,从而造成叶片根部夹紧力下降,拧紧力矩松弛,但蠕变现象随着时间的延长会逐渐减少消失。
对其他未断裂部件检查发现,拧紧力矩出现比规定数值明显减少现象。个别夹紧状态有松动趋势,松开U型螺栓检查,个别的螺栓螺纹处出现了疲劳裂纹和磨损。对其他安装到位的部件检查,力矩值偏差较小,夹紧状态未改变,未出现疲劳裂纹和磨损。
3 空冷风机U型螺栓断裂解决方案
通过以上分析可知,造成二期空冷风机U型螺栓断裂的主要原因。为此,针对该原因,提出了具体的解决方法如下:①加强用户现场安装维护人员的前期培训工作,特别是U型螺栓和压块的正确安装要求的培训工作,保证部件最终的安装正确。②加强使用维护检查,这也是最有效、最可靠的措施。检查发现空冷风机U型螺栓断裂后,更换新的U型螺栓,安装时将夹紧力矩紧固到规定的数值,在安装运行7 d后再进行拧紧力矩的复紧,运行3个月后再进行第三次夹紧力矩的复紧。这将有效避免拧紧力矩的减小,保证U型螺栓的可靠使用。③利用机组检修机会,将#3机空冷风机U型螺栓全部更换,并将卡箍压块制造成一个整体,增加轮毂压块与叶片的接触面积,减小单位面积上的压力,降低蠕变变形的程度,减少对夹紧力的影响。
具体改造和安装方法如下。
压板改造后结构,如图5所示。
安装叶片时,将压板放正,用U型螺栓通过压板与下卡箍加紧叶根圆柱断,使叶片被固定在轮毂上。夹紧叶片的同时,向外拉叶片,使叶片根部内端面靠紧卡箍。
叶片安装完毕后,一次调整叶片的安装角度。安装角的测量工具为一把角度尺和一把平直尺。先将角度尺调整到17°,再把平尺防止距叶尖85 mm处,然后把角度尺放在平直尺上,转动叶片,使角度尺上的气泡在中间位置即可。叶片安装角调整时,可用橡皮锤打叶片根部,但不可用力过猛,以免损伤叶片。
用力矩扳手拧紧U型螺栓,每个叶片的两个U型螺栓应逐步拧紧。在拧紧的过程中,叶片必须保持水平,最后达到400~450 N·m拧紧力矩。

图5 压板改造后的结构图
注意:安装叶片时,请严格按规定的拧紧力矩紧定U型螺栓:如果小于规定拧紧力矩,将造成风机叶片拧紧力不够,有可能造成风机运行时叶片松动,最终造成风机的损坏;如果大于规定的力矩值,将可能导致叶片桨根的被夹损坏现象。风机安装完成后5~7 d和3个月(或累计运行2 160 h)时,务必重新紧定联轴器与支板连接的螺栓和U型螺栓,使其达到规定的拧紧力矩值并锁紧,否则会导致风机事故发生。
重新检查叶片安装角度,叶片安装角的允许误差为±30′,如超出范围,则重新调整。
选风筒上的一点作为基准点,转动叶轮,检查风机叶尖高度差,要求其最大高度差不超过20 mm。如不符合要求,可松开螺栓,重新修正叶片的高度,然后用力矩扳手拧紧螺栓,重新检查叶片的高度差和叶片的安装角。
叶片叶尖与风筒的间隙为33~43 mm。如超出了要求,可移动减速器、风筒的位置进行调整。
叶片安装好后,经复查复核第5,6,7条后锁紧止动垫片。
4 结束语
二期空冷风机U型螺栓安装位置和拧紧力矩不合格,是造成风叶U型螺栓频繁断裂的主要原因,#3机空冷在检修期间更换了全部风机的U型螺栓。更换后,U型螺栓断裂的频率明显降低,保证了空冷设备安全稳定地运行。
