国外空间反射镜材料及应用分析
2013-10-11刘韬周一鸣江月松
刘韬 周一鸣 江月松
(1 北京航空航天大学,北京 100191)
(2 北京空间科技信息研究所,北京 100086)
1 引言
随着空间技术的发展,大口径、轻量化的空间反射镜成为天基侦察监视系统、激光雷达系统、空间大口径天文望远镜的关键部件。反射镜的材料选取和镜坯加工能力直接影响着光学遥感卫星的成像性能。光学遥感卫星的发射质量、热控要求、平台与望远镜的支撑结构都与反射镜的材料选取相关。因此,展开对大口径空间反射镜材料特性和镜坯制备方法的研究非常重要。
本文重点研究国外常用的空间反射镜材料的特性和镜坯制备方法,并介绍国外正在预研的碳化硅(SiC)复合材料。详细调研了各类材料的实际在轨应用情况,分析总结了各类材料的适用范围。在本文的研究中,一般限定大于1m的口径为大口径。
2 空间反射镜材料及镜坯初加工
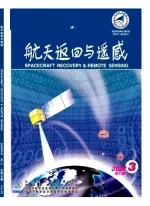
现阶段,对地观测卫星的成像系统绝大部分仍在使用反射式光学系统,因此,空间反射镜必须满足空间运行环境对热膨胀特性的要求,空间反射镜材料主要考虑材料的结构特性和热性能,结构特性是指材料的刚度、弹性模量等,热性能是指材料的热膨胀系数(Coefficient of Thermal Expansion, CTE)、导热系数和热变形系数等。目前国外天基光学成像系统所使用的具有超低热膨胀特性的材料有美国康宁公司(Corning)生产的超低膨胀玻璃(ULE)、德国肖特集团(SCHOTT)生产的微晶玻璃(Zerodur),以及SiC和金属铍(Be)等几种材料[1-6]。ULE、Zerodur和SiC的性能参数如表1所示[1]。ULE和Zerodur都属于玻璃材料,其CTE很低,已经在对地观测卫星中得到了广泛应用。但这些材料的结构强度较弱,即弹性模量较低,具有高弹性模量的SiC和铍作为后续材料逐渐发展成熟。其中铍主要适用于运行在空间低温环境下、工作在红外波段的望远镜,但是铍本身的毒性使加工难度大,并且成本较高,目前国外在对地观测领域已很少采用铍制造空间反射镜。SiC作为从20世纪70年代发展起来的镜片材料,由于其优异的力学性能和热性能,在克服了光学加工困难后,在空间应用领域得到了广泛应用,成为极具潜力的空间反射镜材料。
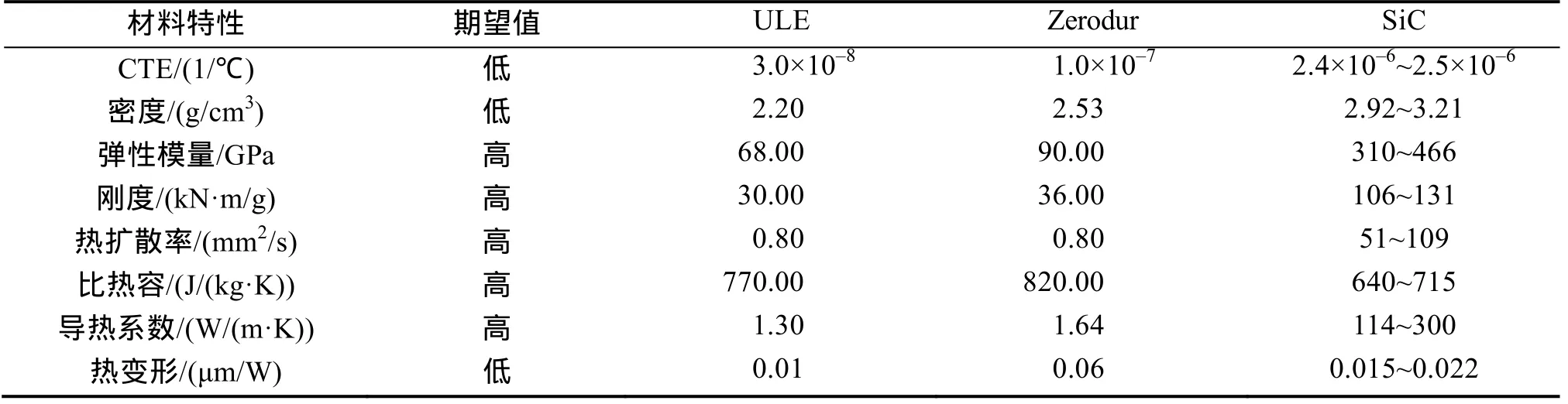
表1 主要反射镜材料的性能参数Tab.1 The properties of typical m irror materials
2.1 超低膨胀玻璃
ULE是一种二氧化钛—硅酸盐玻璃,其绝对热膨胀系数(mean CTE)在5℃~35℃内极低(见表1)[2],因此热稳定性极好。同时ULE密度小,冷热加工性能良好,材料制备、光学加工和工程应用也较成熟。
康宁公司在生产 4~8m量级的大口径反射镜镜坯时,通常采用六边形晶锭封接法,并且注意镜坯 CTE的一致性与镜坯的纯净度。制作时首先使用火焰水解技术(flame hydrolysis)在耐火材料成形炉中加工成ULE晶锭(boule)。其具体过程如下:硅和钛前体在氧气火焰中反应,由SiO2、TiO2组成的生成物随后被转移到旋转炉具中,最终固化为ULE晶锭;晶锭形成后,放入退火炉中进行精确可控的退火。退火过程可以减少大部分热应力[7]。
典型的ULE晶锭的直径为1.5m,厚150mm,晶锭成形后,必须移除晶锭周围的耐火材料。之后进行研磨,研磨后标准的ULE晶锭直径约为1.47m,厚度约为147mm。ULE晶锭的CTE一致性非常好。从晶锭的中心到边缘,CTE都是一个常数。ULE晶锭的加工过程不但要保证CTE的一致性,还要保证每批次的产品具备相同的特性。
CTE一致性的检测原理基于超声波波速检测法。康宁公司使用无损的超声波波速法检测ULE的CTE,方法是沿径向从晶锭中心到边缘,以2英寸(5.08cm)步长值进行检测。在玻璃基底中的TiO2和SiO2的比值决定了CTE,此外CTE也受到普通玻璃性质的影响。TiO2浓度影响玻璃的密度和杨氏模量,而这2种参数影响穿过玻璃的超声波波速。在规定温度下,测量超声波通过ULE晶锭的时间(超声波穿过标准ULE晶锭前后表面的时间一般接近ns量级),该时间与ULE晶锭厚度的值就可以计算出超声波波速。
在镜坯纯净度的检测方面,康宁公司使用折射率匹配液、强光光源和深度测量显微镜对晶锭的内含物进行检测。检测对象是大于0.12mm的内含物,大于1mm的内含物需要定位。还需要使用偏振计对晶锭的双折射特性进行测量,以确定内应力的值。
康宁公司制作8m级大口径超低膨胀玻璃镜坯的过程如图1所示。ULE镜坯制造完成后的下一步工序是对镜坯进行轻量化处理。对于ULE反射镜,通常采用蜂窝夹芯式轻量化结构,由镜片上下面板和中间的蜂窝结构组成,按照图1所示的加工流程分3次进行,即可制作出这3部分。对于镜坯的轻量化,主要是制造中间的多孔蜂窝结构,如图2所示。通常使用数控机床机械减重或者水刀减重等方法在镜坯上钻孔形成蜂窝夹芯层。镜坯轻量化后,一般还需进行酸洗腐蚀,该工序的目的有2个:一是进一步减重,二是减少加工应力。这种方法对ULE和Zerodur都适用。
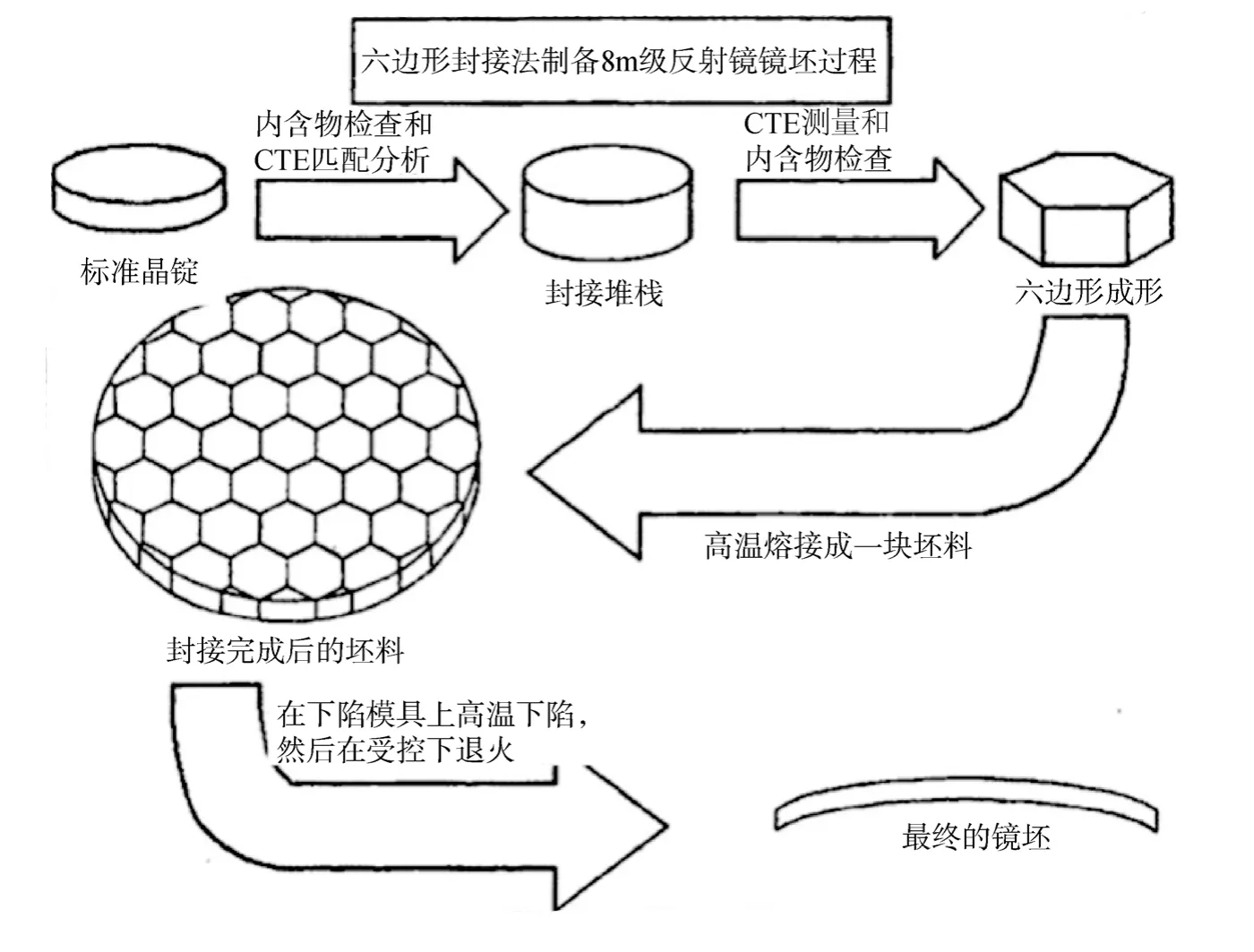
图1 康宁公司六边形封接8m级ULE反射镜镜坯制造流程Fig.1 Corning hex seal process used for 8-meter class telescope mirror blanks
图2 蜂窝结构的ULE镜坯Fig.2 The honeycomb structure of ULE blank
上下面板和中间的蜂窝结构的连接可以使用高温熔接法、低温熔接法或熔接物封接法。这3种方法的加工特性如表2所示。

表2 康宁公司熔接法设计指标对比Tab.2 Comparison of design specifications for different bonding techniques
1)高温熔接法。对于高温熔接过程,各部分玻璃镜片都放置在氧气炉内。氧气炉预热到临近退火温度,之后快速将温度提升至约1 700℃,持续数分钟后再降温到退火温度,最后以可控方式降温到室温。这种熔接方式所需温度较高,加工过程中面板会下沉到蜂窝的中心,导致厚度发生变化,夹芯结构中的孔壁结构也会出现弯曲,最终前后面板和夹芯结构出现一定变形。为了使变形最小化,高温熔接与其他连接技术相比,需要的镜片质量最大。
2)低温熔接法。低温熔接的温度仅略微高于玻璃材料的退火温度。进行低温熔接的表面必须抛光并且具有匹配的面形。熔接过程如下:首先将已抛光的镜片放置于电熔炉中,将各部分镜片熔接在一起,然后将镜坯退火。低温熔接中,镜片变形极小,所以使用低温熔接技术可以制造具有非常低的面密度的轻量化镜坯。低温熔接的熔接强度高于高温熔接。
3)熔接物封接法。20世纪80年代初期,康宁公司发明了熔接物封接法,以制造轻量化反射镜。使用熔接物封接,其夹芯结构轻量化率可达98%。进行熔接物封接前,需要清洁镜片并进行表面酸蚀。封接物是一种玻璃粉和有机物的混合物,熔接物的热膨胀特性必须与镜片高度匹配,以使残余应变最小,这样才能制成结构强度高的镜坯。镜片被放置在电熔炉中进行熔接,熔接物的加热温度低于玻璃的退火温度。熔接物封接的强度可超过3.45×107Pa。美国“地球之眼”-1(Geoeye-1)卫星的口径1.1m主镜在制造时也采用了熔接物封接方法。
2.2 微晶玻璃
微晶玻璃是以锂铝硅系玻璃为主,加入少量TiO2、ZrO2和P2Q5等制成,其中,TiO2和ZrO2作为晶核形成剂,P2Q5作助熔剂,使玻璃在适合的热处理温度下析出含锂铝硅酸盐的β-SiO2固熔体微小晶体。这种晶体具有负膨胀特性,同时基质玻璃具有低膨胀系数,这使得微晶玻璃具有近零膨胀特性,同时,机械强度也比较高。
对于小口径微晶玻璃镜坯的制备,原料通过铸造处理确保产生适当的结晶混合物。然后镜坯使用常规的光学玻璃加工方法进行加工。
对大型的镜片,首选旋转浇铸技术(Spin Casting)。旋转浇铸技术需要巨大的熔炉,对于8m镜坯,其质量可达40t[8]。整套加工过程包括:往模具中填充玻璃原料;转移到旋转浇铸设备中;旋转以达到需要的面形;直到铸件具备一定的粘度以使铸件可以保持形状;转移到退火炉降到室温。
该技术难度在于模具和其支撑系统必须补偿微晶玻璃镜坯的收缩。在浇铸阶段,微晶玻璃仍然显示玻璃的特性,其CTE值约为3×10–6/K[8],降温导致的应力对于一整块表面仍然存在瑕疵的镜坯是十分危险的。因此,支撑系统基于有限元分析法设计,以调节在降温过程中改变的镜坯轮廓。下一步是微晶化过程(Ceramization),这个过程需要精确的回火,生成具有负CTE的微小晶体以补偿具有正CTE的玻璃,最终形成近零膨胀材料。对于空间望远镜的运行,CTE的高度一致性是非常重要的,因此微晶化过程必须保证一定的温差,方法是极慢地改变温度,所以微晶化过程是所有加工过程中最慢的。微晶化过程中,微晶玻璃要收缩 3%,所以支撑系统必须考虑这一点。微晶化过程结束后打中心孔,通过研磨形成凸面或凹面。
加工过程中需要多次搬运镜坯,因此搬运也是一个关键步骤。搬运设备必须保证对重达 40t的镜坯任意一点的张应力在1MPa以下,任何差错都将导致镜坯弯曲变形。
2.3 碳化硅
ULE、Zerodur比刚度和CTE等性能指标难以兼顾。SiC以其较高的弹性模量,适中的密度,较高的导热系数,高比刚度和较低的热变形系数等一系列优秀的物理性质,引起了各国的广泛关注。
SiC因制备工艺不同可分为热压烧结碳化硅(HP-SiC)、常压烧结碳化硅(S-SiC)、反应烧结碳化硅(RB-SiC)和化学气相沉积碳化硅(CVD-SiC)。目前工程上常用的 SiC反射镜基底材料主要是 S-SiC和RB-SiC这2种,S-SiC镜坯和RB-SiC镜坯加工流程如图3、4所示[3,9]。
由于制备工艺的原因,RB-SiC材料中包含了SiC和Si两相成份,而它们物理特性的差异导致在抛光过程中两相成份的去除速率不相同,很容易在两相成份的交界处形成台阶,使基底表面凸凹不平,降低表面的光学品质;而对于S-SiC材料,虽然其成份单一,但材料内部存在大量的孔洞。因此,为满足空间应用要求,必须对SiC基底表面进行改性,设法降低SiC基底表面的粗糙度,降低基底表面的光散射损耗,以获得较高的光学反射率[9]。
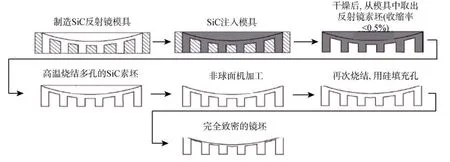
图4 美国SSG公司RB-SiC的浇铸加工流程Fig.4 RB SiC Slip Cast Manufacturing Process Flow
目前,国际上较为流行的SiC基底表面改性方法主要有2种:1)在基底表面上用化学气相沉积方法制备SiC改性层(CVD SiC)进行改性;2)用物理气相沉积方法制备Si改性层(PVD Si)进行改性。
表3总结了国外1~2m口径SiC的制造能力[10],另外,通过焊接工艺可以制造更大口径的SiC镜坯。焊接过程中需要将2块镜坯稳定地装配在一起,在结合处上方放置焊接剂,高温熔化焊接剂使结合面粘接在一起。
根据表1,SiC的比刚度优势非常明显(比刚度为弹性模量除以密度),比刚度越高,该材料实现相同机械性能的轻量化能力越好,可以最大程度地降低镜体质量,降低发射成本。虽然SiC的CTE劣于ULE和Zerodur,但由于导热系数较高,使热变形特性(CTE除以导热系数[11])和ULE和Zerodur相似。
Herschel空间望远镜的SiC制3.5m口径主镜具有21.8kg/m2的面密度[12]。因此在反射镜面密度的控制方面,SiC和ULE相似,综合各项指标可知,SiC具有一定的综合优势,是目前制备大口径轻量化结构反射镜坯体的候选材料。
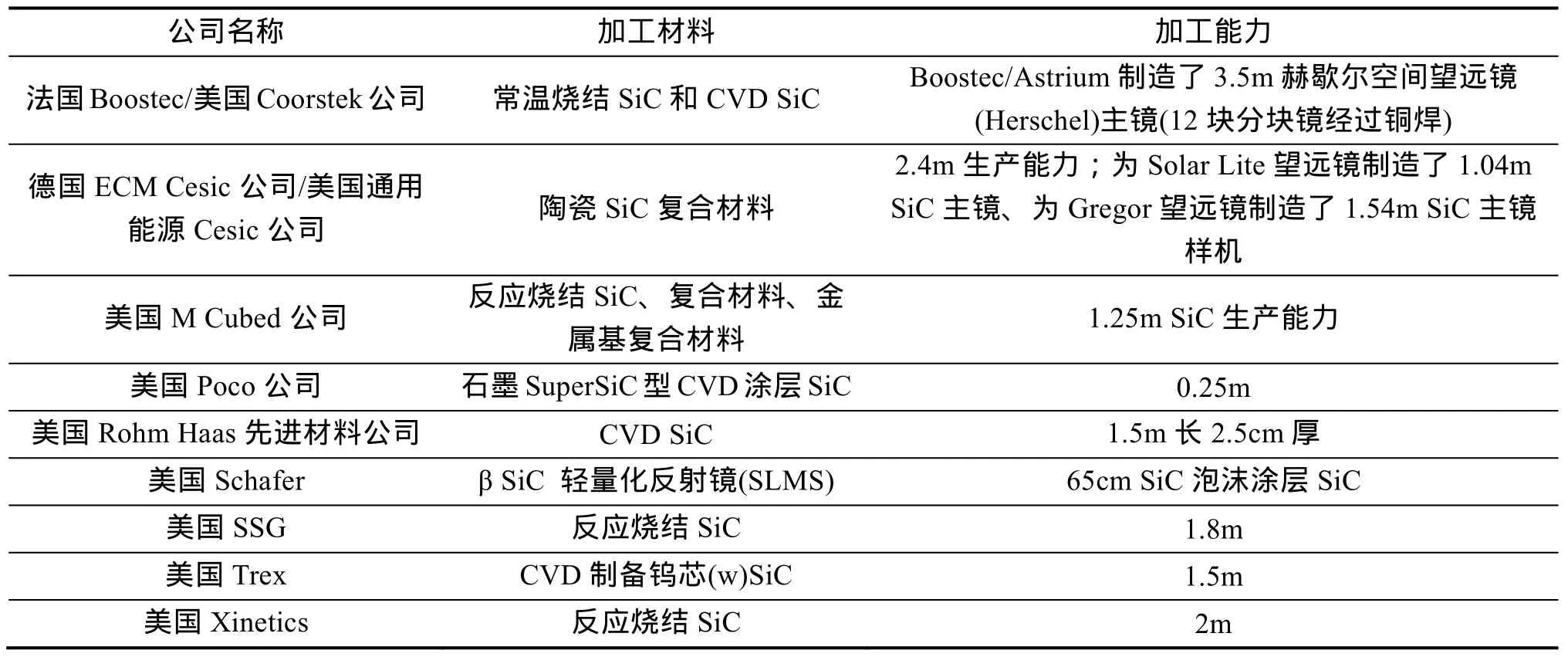
表3 国外1~2m口径SiC制造能力Tab.3 Manufacturing capacity of SiC m irror in 1~2 meter sizes
由于SiC本身的脆性很大,难以大尺寸整体成型,而国外正在预研的碳纤维增强SiC (C/SiC)复合材料结合了碳纤维的优点,提高了材料的韧性,更易于机械加工,适于大尺寸整体成型,利于反射镜支撑结构的优化[13-14]。更重要的是其热膨胀系数比S-SiC和RB-SiC更低[14-15]。日本拟于2018年发射的SPICA空间天文望远镜就将 C/SiC作为侯选材料之一,SPICA主镜是整体成型,不同于 Herschel主镜的焊接成型。
日本SPICA主反射镜预研的C/SiC复合材料的加工流程如图5所示。该研制工作由日本和德国ECM公司合作进行。该C/SiC复合材料的加工使用了液相渗硅法(Liquid silicon infiltration,LSI),其主要过程是在高温真空环境中用熔融的硅对多孔C/C复合材料进行浸渗处理,使液态硅在毛细作用下渗入C/C多孔体中,并与C组分发生反应生成C/SiC复合材料。目前,日、德已经具备制造3m口径C/SiC反射镜的能力。
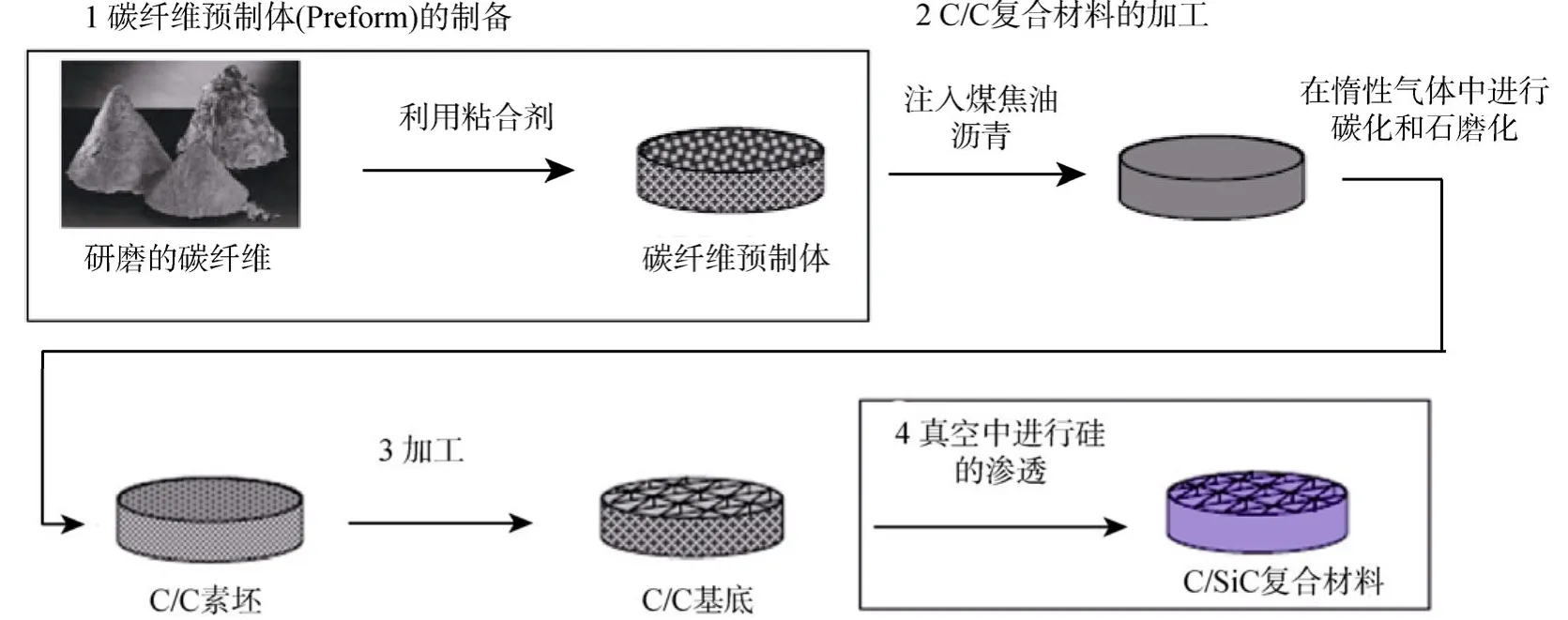
图5 SPICA望远镜C/SiC复合材料的加工流程Fig.5 Fabrication process of C/SiC composites for SPICA
3 超低膨胀玻璃、微晶玻璃和碳化硅的空间应用
3.1 超低膨胀玻璃的空间应用
ULE在常温下(5℃~35℃)具有近零的CTE,因此ULE适用于空间的常温环境,采用ULE制造的大口径反射镜见表4。ULE的另一个特点是可以制造背部封闭式结构的反射镜,该结构可以使反射镜拥有连续的单片式前面板和后背板。而目前的加工工艺无法使用微晶玻璃制造完全背部封闭式的反射镜(封闭式结构的刚度大于开放式)。在轻量化方面,目前经过在轨验证的1.5m级ULE镜的面密度可以达到小于10kg/m2的水平,而微晶玻璃面密度只达到约45kg/m2[16]。

表4 采用ULE制造的大口径反射镜Tab.4 Large aperture mirrors made of ULE
3.2 微晶玻璃的空间应用
Zerodur适用于从X射线到红外的工作波段,表5所示的在轨应用情况表明,目前Zerodur适用于制造口径不大于1.5m的天基反射镜,原因在于微晶玻璃的轻量化水平比ULE差,并且镜坯刚度低于ULE镜坯。对于陆基应用,微晶玻璃加工难度比ULE低,所以世界上很多陆基望远镜,不论单片式还是分块式,都大量使用了Zerodur。肖特集团采用Zerodur制造的陆基8m口径欧洲“甚大望远镜”(VLT)是Zerodur在超大口径反射镜制造上的里程碑。目前肖特集团常规可以提供 4.2m直径以内的各种微晶材料[17-19]。表6为Zerodur在陆基望远镜中的应用。
3.3 碳化硅的空间应用
欧洲航天局(ESA)的赫歇尔空间望远镜是SiC制造的迄今为止最大的天基单镜面望远镜,它于2009年5月14日由“阿里安”(Ariane)运载火箭从库鲁发射场成功发射。赫歇尔空间望远镜的成功在轨运行使世界各国的研究者更加致力于SiC的研制。
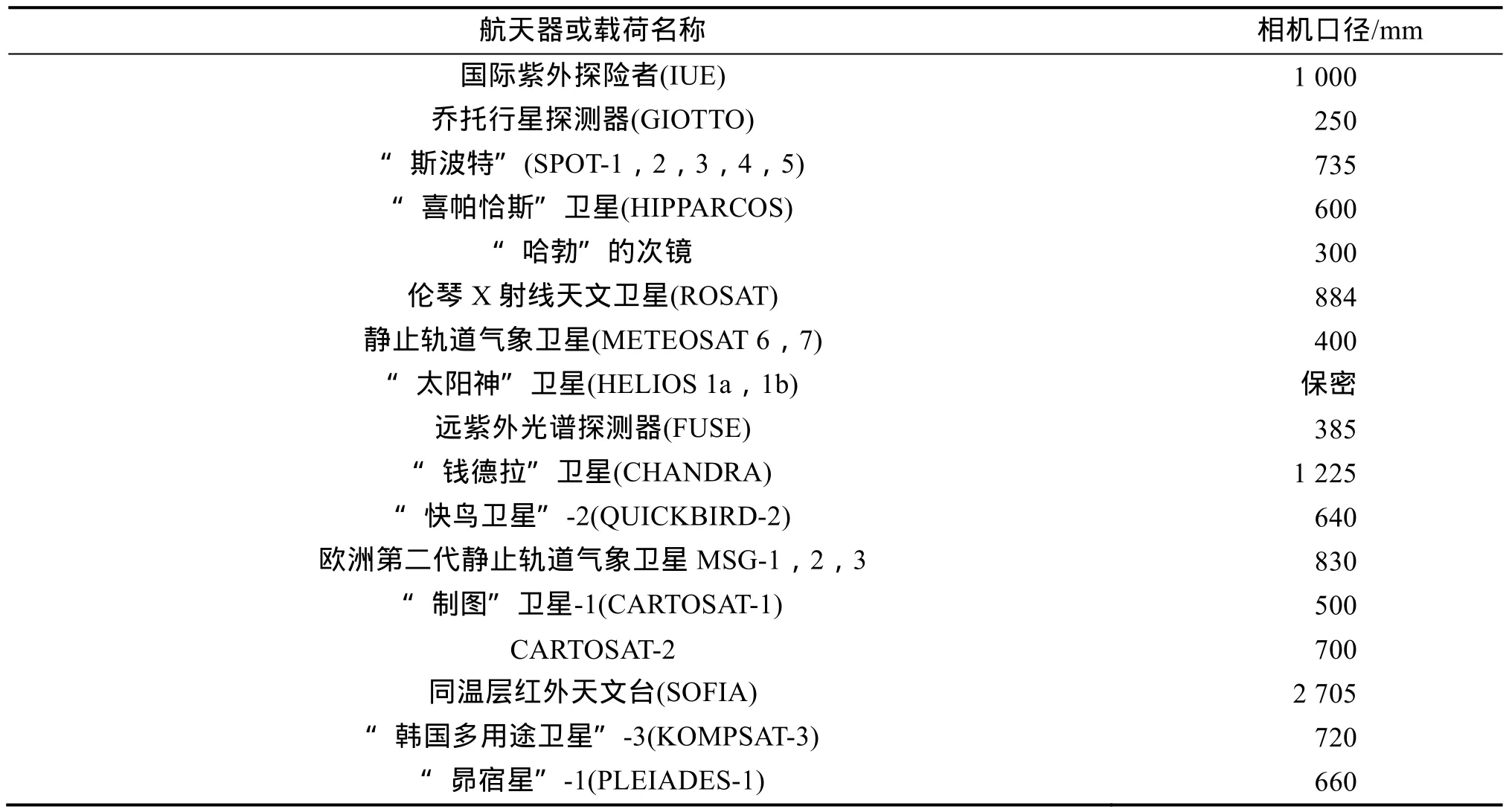
表5 采用Zerodur作为空间相机镜头制造材料的航天器或载荷Tab.5 Space m issions using Zerodur material

表6 采用微晶玻璃制造的分块拼接式陆基望远镜Tab.6 Large segmented telescopes made of Zerodur mirror segments
赫歇尔空间望远镜的光学系统是一个焦距为28.5m的标准卡塞格林系统,由1个口径为3.5m的抛物面主镜和1个双曲面次镜组成。其中主镜由12块SiC镜片焊接而成。焊接过程如下:将12片花瓣型SiC镜片精确地放置在铜焊炉中,经过加温焊接后形成1片整体反射镜镜坯。之后进行镜坯的研磨,整个研磨过程花费了 4个月。光学镜面厚 3mm,上面镀 1层 350nm的铝膜来增加反射率。该望远镜以57~670mm的红外和次毫米波扫描天际,主光学系统工作温度为 90K,结构质量仅为 210kg,其扇形体为开放式三角形加强筋轻量化设计,加强筋高度从扇形体中心的110mm减小到边缘的10mm,大大减轻了结构质量。法国布斯泰克公司(Boostec)制造了SiC镜坯。
4 各类材料特性及适用范围分析
本文分析了空间反射镜镜坯材料特性、镜坯的加工流程和特点,并调研了空间材料的在轨应用实例,结合材料各自的特性,归纳各类材料的适用范围。
(1) 适用于大口径空间反射镜的材料
对于大口径空间反射镜,在低轨应用中,ULE是空间反射镜的主要候选材料,适用于从X射线到近红外波段。ULE的轻量化率比Zerodur高,并且可以应用背部封闭式结构,使反射镜刚度较大。
在对地观测卫星中,当前利用微晶玻璃制造大口径空间反射镜的技术还不成熟,原因是现在无法使用微晶玻璃制造背部封闭式镜坯;而陆基大口径望远镜主要候选材料是微晶玻璃,因为其加工速度比ULE快,成本也比较低。
随着 SiC技术的逐渐成熟,越来越多的航天企业选择 SiC制造镜坯。法国阿斯特留姆公司对法国BOOSTEC公司进行了大量投资,以研制大口径SiC反射镜。但大口径SiC反射镜的研制还有尚待解决的问题,既在对地观测领域,尤其是可见光波段,需要谨慎考虑热梯度对SiC反射镜面形的影响[20],原因是SiC的CTE劣于ULE和Zerodur;如果望远镜工作在远红外到亚毫米波波段,热梯度对SiC反射镜面形的影响较小。C/SiC的CTE比SiC更低,使得它在空间应用领域有广泛的应用前景。另外,SiC的硬度很高,使用促动器的成本也是天基应用必须要考虑的问题。
对于工作在空间低温环境下的大口径红外望远镜,Be和SiC都是主要候选材料。
(2) 适用于小口径空间反射镜的材料
对于小口径空间反射镜,超低膨胀玻璃、微晶玻璃和SiC都基本满足要求,相关技术也基本发展成熟。近年法国在多颗中分辨率对地观测卫星中使用了SiC,如SPOT-6等。
5 结束语
当前,国外仍投入大量财力对上述各种材料的制备和加工技术进行研究,美国开展了将8m口径ULE镜坯用于天基空间望远镜的概率论证工作,德国肖特集团正在努力研制天基大口径微晶玻璃镜坯,法国也基于3.5m口径赫歇尔空间望远镜的成功经验积极研制4m口径的SiC反射镜,以用于静止轨道高分辨率光学对地观测卫星上。基于国外的发展情况,建议中国对ULE、微晶玻璃和SiC进行深入研究,尤其是在大口径镜坯的制造技术上进行攻关,以攻克大口径轻量化反射镜镜坯的制造技术、加工技术、高精度检测技术和反射镜装调技术,为中国高分辨率对地观测卫星的发展奠定坚实的技术和工业基础。
References)
[1]Robert S. Corning 7972 ULE Material for Segmented and Large Monolithic M irror Blanks[J]. Proc. SPIE, 2006,6273:627302-1-627302-8.
[2]Randy R. Review of Corning's Capabilities for ULE M irror Blank Manufacturing for an Extremely Large Telescope[J]. Proc.SPIE, 2006, 6273:627301-1-627301-11.
[3]Döhring T. Heritage of Zerodur Glass Ceramic for Space Applications[J]. Proc. SPIE, 2009,7425: 74250L-1-74250L-12.
[4]杨秉新. 空间相机用碳化硅(SiC)反射镜的研究[J]. 航天返回与遥感, 2003, 24(1): 15-18.YANG Bingxin. Research of SiC Reflection M irror for Space Camera [J]. Spacecraft Recovery and Remote Sensing, 2003,24(1): 15-18. (in Chinese)
[5]Logut D. Light Weight Monolithic Silicon Carbide Telescope for Space Application [J]. Proc. SPIE, 2005,5962:59621Q-1-59621Q-12.
[6]Stephen E K. Large Aperture Space Telescope M irror Fabrication Trades[J]. Proc. SPIE, 2008, 7010:70102G-1-70102G-12.
[7]Hobbs TW. Current Fabrication Techniques for ULE and Fused Silica Lightweight M irrors [J]. Proc. SPIE, 2003, 5179: 1-11.
[8]Peter H. Zerodur 8m M irror for Space Telescope[J]. Proc. SPIE, 2010, 7731:77313Y-1-77313Y-12.
[9]Joseph R. Carbide Optics and Optical Systems[J]. Proc. SPIE, 2005, 5868:586802-1-586802-7.
[10]高劲松. SiC空间反射镜材料及其表面改性技术现状分析[J]. 中国光学与应用光学, 2009, 2: 71-78.GAO Jinsong. Research Status Quo of SiC Space M irror Material and Its Surface Modification[J]. Chinese Journal of Optics and Applied Optics, 2009, 2: 71-78. (in Chinese)
[11]Zhang Ge. Manufacture of Φ1.2m Reaction Bonded Silicon Carbide M irror Blank[J]. Proc. SPIE, 2010,7654:76541B-1-76541B-6.
[12]Emmanuel S. A Φ 3.5m SiC Telescope for Herschel M ission[J]. Proc. SPIE, 2003, 4580:606-618.
[13]Hidehiro Kaneda. Development of Lightweight SiC M irrors for the Space Infrared Telescope for Cosmology and Astrophysics(SPICA) mission[J]. Proc. SPIE,2007, 6666:666607-1- 666607-9.
[14]盛磊, 陈萍.碳纤维复合材料在光学遥感器中的应用探讨[J].航天返回与遥感, 2008, 29(3): 33-37.SHENG Lei, CHEN Ping.Discussion and Application of Carbon Fiber Composites in Optical Remote Sensors[J].Spacecraft Recovery & Remote Sensing, 2008, 29(3): 33-37.(in Chinese)
[15]Zhou Hao. Lightweight C/SiC Mirrors for Space Application[J]. Proc. SPIE, 2007, 6148:61480L-1- 61480L-6.
[16]Robert E. The Current and Future State-of-The-Art Glass Optics for Space-Based Astronomical Observatories. [EB/OL].[2012-11-5]. http://www8.nationalacademies.org/astro2010/DetailFileDisplay.aspx?id=521.
[17]Thorsten D. Status of Zerodur Mirror Blank Production at SCHOTT[J]. Proc. SPIE, 2005, 5869:586902-1-586902-9.
[18]Thorsten D. Forty Years of Zerodur Mirror Substrates for Astronomy Review and Outlook[J]. Proc. SPIE, 2008, 7018:70183B-1-70183B-12.
[19]Tony H. Lightweight High-Performance 1-4 Meter Class Spaceborne Mirrors: Emerging Technology for Demanding Spaceborne Requirements[J]. Proc. SPIE, 2010, 7739:77390C-1-77390C-14.
[20]Ozaki T. Mechanical and Thermal Performance of C/SiC Composites for SPICA Mirror[J]. Proc. SPIE, 2005, 5868:58680H-1-58680H-10.