核仪器产品焊接工艺探讨
2013-10-10冯延生
冯延生
(西安核仪器厂,西安710061)
核仪器产品对密封性有一定的要求,而焊接的材料和种类较多。因此,焊接时要保证焊接牢固、耐压密封,选用合适的焊接工艺方法甚为重要。通过在实践中反复试验和对比,归纳和总结出该方法,适用于焊接碳素钢(如A3钢)、普通低合金钢(20#钢)、不锈钢材料(1Cr18Ni9Ti)、硬铝(2A11-T4)等的焊接。
1 焊接准备
首先要了解生产任务要求,审查(重点是工艺性审查)与熟悉结构图样,了解产品技术要求,在进行工艺分析的基础上,制定全部产品的工艺流程,进行工艺评审,编制工艺规程及全部工艺文件,采购金属材料及焊接材料及辅助材料。焊接工艺流程如图1:
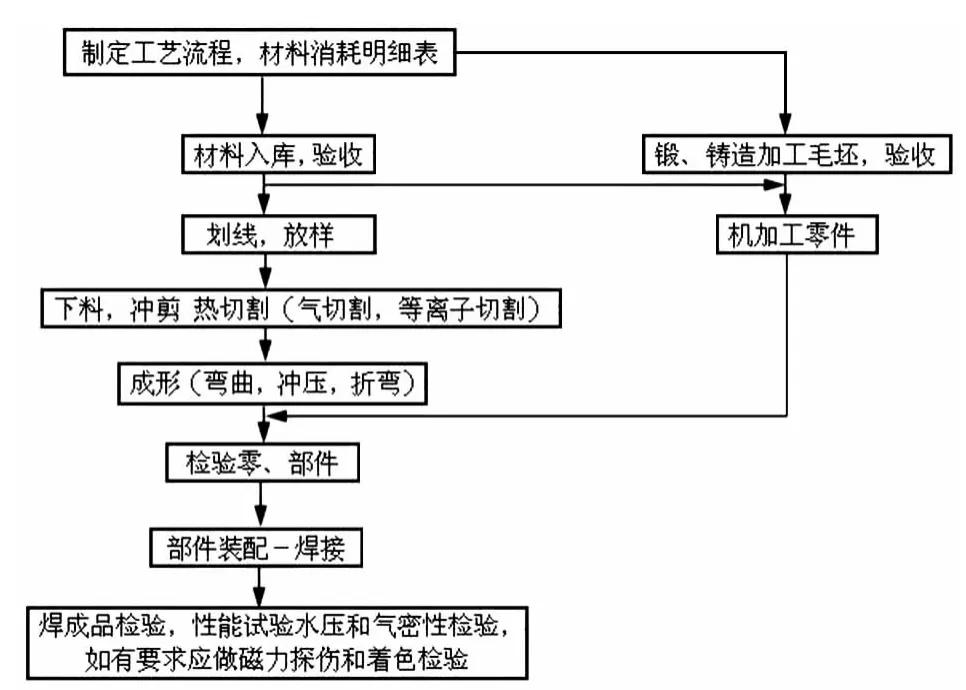
图1 焊接工艺流程
2 焊接坡口的选择原则
核仪器产品一般都有密封性要求,所以焊接坡口的选择一般都要求焊透、焊牢。如有些零部件结构设计有特殊要求,可按照设计要求进行焊接。焊接坡口的选择原则如下:
A.保证焊接质量,满足焊接质量要求是选择和设计坡口形式和尺寸首先要考虑的原则,也是选择坡口的最基本的要求。
B.便于焊接操作,由于核仪器产品大多为内径较小的容器,为了避免内腔小而无法在内侧焊接,应采用单面焊接双面成形的工艺方法,坡口形式宜采用V型,一般坡口角度在60°~70°。
C.坡口加工简单,由于V形坡口是加工最简单的一种,因此,能采用V形坡口就不宜采用U形坡口或双U形坡口等加工较为复杂的坡口类型,这样可以降低加工难度和成本,减少焊接工作量和焊接材料消耗。
D.对于法兰和薄壁筒状零件在端面焊接时,尽量采用八字形焊缝,保证两个零件能充分焊透,而又不会被烧穿。
3 焊口表面处理
为了保证焊接质量,不产生气孔、夹杂、未焊透等缺陷,在焊接前必须对零件焊口表面进行清洗,不允许有油污、锈斑、水和其他异物。
A.钢和不锈钢件可用酸洗清除油污,然后用清水冲洗,风干。
B.铝及铝合金件可用碱洗清除油污,然后用清水冲洗,风干。
C.用汽油或丙酮也可以清洗被焊表面,清洗后清洗液自然挥发,晾干。
D.清洗过后的零部件应当尽快焊接,铝件一般不超过24 h,钢件一般不超过48 h,否则会在焊口处产生熔点很高的氧化物,焊接时由于夹杂无法焊透,造成焊接开裂,所以零件应当在清洗后及时焊接。
4 焊接工艺的要求
A.核仪器产品中的角钢和槽钢结构机柜机架的焊接,必须是满焊缝焊接,结构设计时在设计图样或技术要求中必须对坡口形式提出要求,工艺人员在编制工艺时必须注意在焊接前对所有焊接的部位倒出坡口,保证焊接时能够焊透。焊后按技术要求修平外焊缝。
B.核仪器产品中气路和水路中管子对接焊时,必须倒出60°~70°V型坡口,不留钝边,这样保证能够焊透。焊缝的外部如无特殊需要,可不修焊缝,以保证焊缝处有足够的耐压强度。
C.核仪器产品中采用T形焊缝或堆焊的部位在焊接成形后一般不要修焊缝,否则容易降低连接强度,甚至可能会出现打压后漏水的现象。但是必须考虑与其配合面倒角留出空间,以保证其配合。
D.核仪器产品中筒状类的焊接,尤其是有密封耐压要求零件的焊接,焊接时在焊接部位要倒出60°~70°V型坡口,先在其对称的部位断续焊接将零件点牢,然后再用氩弧焊自熔打底,保证零件能充分熔透,并有良好的致密性,最后再填料焊接。
5 结束语
核仪器产品焊接的工艺方法通过多年的应用,证明其能够保证焊接的质量及要求,对于与此相似产品的焊接有一定的借鉴作用。随着科学技术的发展,新技术新工艺的出现,如激光焊接技术如何应用在核仪器产品焊接中,是我们以后要研究的课题。它焊接变形小,焊接牢固,外观质量好,对核仪器产品焊接水平的提高有很大的帮助。我们还需在此方面努力钻研,早日把这项技术运用到生产过程当中。