白萝卜澄清汁的酶解工艺
2013-10-10肖东海周惠明
肖东海,周惠明
(江南大学食品学院,江苏无锡214122)
白萝卜,属于十字花科萝卜属草本双子叶植物,在我国种植历史悠久,种植面积广,产量高,具有消食、下气、化痰、止血和预防癌症等多种医用价值[1-2]。目前,白萝卜加工方式主要是腌制、干制和烹调等,但上述方法容易使白萝卜营养物质严重流失。若白萝卜加工成蔬菜汁则能更好地保留其营养成分,但在其加工过程中存在出汁率低的问题。当前大多研究者[3-5]采用果胶酶单一酶制剂来酶解白萝卜浆,以提高白萝卜出汁率。由于蔬菜组织细胞壁结构极为复杂,仅用一种酶是不能使组织软化和果胶溶出的,可采用纤维素酶、半纤维素酶和果胶酶等多种酶协同作用,以提高出汁率[6]。果胶酶和纤维素酶协同作用提高果蔬汁出汁率,在牛心柿、柠檬、南瓜和胡萝卜等[7-9]方面已成功地得到应用,出汁率有较大幅度地提高,但对白萝卜澄清汁未见报道。本实验以白萝卜为原料,利用果胶酶和纤维素酶酶解白萝卜浆,研究两种酶对白萝卜出汁率和透光率的影响,并确定两种酶酶解提高白萝卜出汁率和透光率的最佳工艺参数,以期为白萝卜的深加工与综合利用的提供理论参考。
1 材料与方法
1.1 材料与仪器
白萝卜 购于无锡市雪浪农贸市场,品种为“白玉春”;利华果胶酶、纤维素酶 购自于天津利华公司;日成果胶酶、纤维素酶 肇东日成公司;锐阳果胶酶、纤维素酶 购自于无锡锐阳生物有限公司。
UVmini-1240型紫外-可见分光光度计 日本岛津制作所分析仪器事业部;HR 202型搅拌机 飞利浦电子香港有限公司;CR21GⅢ型高速冷冻离心机 日本日立公司;THS-10型超级恒温槽 宁波天恒仪器厂;84-1 A型磁力搅拌器 上海司乐仪器有限公司;SH 2-95 A型多用真空泵 临安市谭氏真空泵设备有限公司;FE 20型pH计、PL 203型电子天平 梅特勒-托利多公司。
1.2 实验方法
1.2.1 基本工艺流程 原料→预处理→酶解→灭酶→离心→抽滤→白萝卜清汁。
1.2.2 白萝卜浆液的制备 将新鲜、无病虫害的白萝卜洗净,去皮,切块,烫漂,按料液比1∶1打浆,得到白萝卜浆液。
1.2.3 单因素实验 实验考察的因素为酶添加量、pH、酶解温度和酶解时间。酶添加量实验所用的果胶酶(0~0.30g/kg)和纤维素酶(0~0.8g/kg),pH范围为3.5~6.0(果胶酶)和4~6.0(纤维素酶),酶解温度范围为30~50℃(果胶酶)和30~60℃(纤维素酶),酶解时间分别为20、30、40、60、80、100min。
1.2.4 正交实验 在单因素实验结果基础上,采用L9(34)正交实验优化白萝卜澄清汁的酶解工艺。具体的实验因素与水平设计见表1。
1.2.5 测定方法
1.2.5.1 果胶酶活力及纤维素酶活力的测定 参照参考文献[9]。
1.2.5.2 出汁率的测定
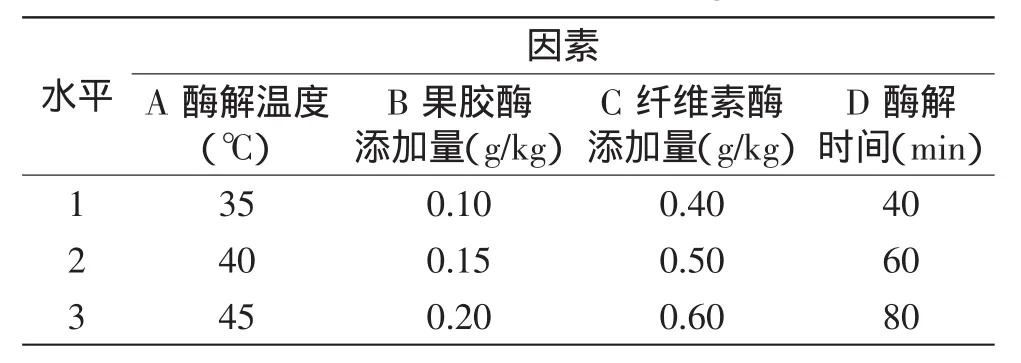
表1 实验因素与水平Table 1 Factors and levels of orthogonal test
白萝卜汁出汁率(%)=(酶解后澄清汁质量-加水质量)/酶解前白萝卜浆液质量×100
1.2.5.3 透光率的测定 取离心抽滤后的白萝卜清汁,以蒸馏水作对照,用紫外-可见分光光度计于660nm测定[10]。
1.2.6 统计学处理 实验数据以x±SD表示(n=3),采用因素方差分析;所有统计计算均用SPSS16.0统计软件进行,p<0.05认为差异有统计学意义。
2 结果与分析
2.1 酶的选择
几种商品酶制剂的酶活力见表2。由表2可见,除锐阳的果胶酶活力较低外,其他两种果胶酶制剂的果胶酶活力都在106U以上,但不同果胶酶制剂所含的纤维素酶活力差异较大,其中锐阳果胶酶的纤维素酶活力最高;三种纤维素酶制剂的纤维素酶活力都在105U以上,但不同纤维素酶制剂所含的果胶酶活力差异较大,其中利华纤维素酶的果胶酶活力最高。

表2 商品酶制剂的酶活力Table 2 The activities of various commercial enzymes

表3 不同商品酶制剂对白萝卜清汁的出汁率和透光率的影响Table 3 Effect of various commercial enzymes on juice yield and transmittance of radish juice
不同商业酶制剂对白萝卜清汁的出汁率和透光率的影响如表3所示。其中对照是烫漂后直接打浆离心,清汁出汁率只有53.93%,而经酶解后.清汁出汁率可提高到55.27%~68.13%。未经酶处理的白萝卜汁透光率为35.9%,而经酶处理后的白萝卜汁透光率为40.3%~55.3%,其中采用利华纤维素酶制备的白萝卜汁透光率最高。文献报道果胶酶和纤维素酶对提高果蔬汁出汁率具有协同作用[6,9],故本文选择利华果胶酶和纤维素酶制备白萝卜澄清汁,并对其酶解工艺进行优化。
2.2 果胶酶对白萝卜出汁率和透光率的影响
2.2.1 果胶酶添加量的确定 将不同添加量的果胶酶分别加入白萝卜浆中,在40℃、pH5.0条件下酶解60min,比较不同果胶酶添加量对酶解效果的影响,结果如图1所示。

由图1可见,白萝卜汁出汁率和透光率都随着果胶酶添加量增加而增加,但当果胶酶添加量大于0.15g/kg后,出汁率增加不明显,趋于平稳,透光率的增加趋势明显放缓。果胶酶可以有效地切裂并降解果胶的复杂分子链结构,降低浆液中的果胶含量,从而使出汁率升高[11]。胡小松等[3]在“象牙白”白萝卜汁酶解工艺参数优化的研究中得到有关果胶酶用量对白萝卜汁出汁率影响的结果与本文类似。因此,果胶酶最佳添加量在0.15g/kg左右,此时白萝卜汁出汁率为71.47%,比空白组提高了16.2%;透光率为62.3%,比空白组提高了24.0%。
2.2.2 pH的确定 将0.15g/kg的果胶酶分别加入不同pH白萝卜浆中,在40℃条件下酶解60min,比较不同pH对酶解效果的影响,结果如图2所示。
由图2可知,pH在3.5~4.5的范围内,随pH增加,白萝卜汁出汁率和透光率增加;pH在4.0~5.0的范围内,出汁率和透光率均无明显的变化;当pH大于4.5时,随pH增加,出汁率和透光率明显下降。考虑到pH过低可能会影响白萝卜汁的口感和风味,本论文选取pH5.0条件下优化白萝卜汁的酶解工艺。
2.2.3 酶解温度的确定 将0.15g/kg的果胶酶加入pH5.0白萝卜浆中,在不同温度下酶解60min,比较不同酶解温度对酶解效果的影响,结果如图3所示。

温度对酶反应的影响是双重的,低温时抑制酶酶活性,高温时易使酶失活[12]。由图3可知道,随酶解温度增加,白萝卜汁出汁率和透光率先增加后减少,在40℃时,出汁率和透光率均较高。因此,果胶酶的最适酶解温度在40℃左右。
2.2.4 酶解时间的确定 将0.15g/kg的果胶酶加入pH5.0白萝卜浆中,在40℃条件下酶解不同时间,比较不同酶解时间对酶解效果的影响,结果如图4所示。

由图4可知,随酶解时间的延长,白萝卜汁出汁率和透光率逐渐增加,当酶解时间超60min后,出汁率和透光率增加缓慢。李全宏等[4]以“春萝一号”白萝卜为原料,通过果胶酶酶解提高白萝卜汁出汁率的研究中也获得了类似结果。因此,本论文选取果胶酶酶解时间为60min。
2.3 纤维素酶对白萝卜出汁率和透光率的影响
2.3.1 纤维素酶添加量的确定 将不同添加量的纤维素酶分别加入白萝卜浆中,在45℃、pH4.5条件下酶解60min,比较不同纤维素酶添加量对酶解效果的影响,结果如图5所示。

纤维素酶是复合酶制剂,在果胶酶、纤维素酶、半纤维素酶及蛋白酶等协同作用下,能够降解白萝卜浆中的果胶和植物细胞壁,从而提高白萝卜汁的出汁率和透光率[13]。从图5可知,白萝卜汁出汁率和透光率都随着纤维素酶添加量增加而增加,但当纤维素酶添加量大于0.50g/kg后,出汁率和透光率都略微下降,故选取0.50g/kg为纤维素酶适宜添加量。
2.3.2 pH的确定 将0.5g/kg的纤维素酶分别加入不同pH白萝卜浆中,在45℃条件下酶解60min,比较不同pH对酶解效果的影响,结果如图6所示。

pH能影响酶分子的稳定性、解离状态及底物的离解,从而影响酶的活性[14]。从图6可知,pH在4.0~5.0的范围内,随pH增加,白萝卜汁出汁率和透光率均增加;当pH大于5.0时,随pH增加,出汁率和透光率逐渐下降。因此,本论文选取pH5.0条件下优化白萝卜汁的酶解工艺。
2.3.3 酶解温度的确定 将0.5g/kg的纤维素酶分别加入pH5.0白萝卜浆中,在不同温度条件下酶解60min,比较不同酶解温度对酶解效果的影响,结果如图7所示。

从图7可知道,当酶解温度低于45℃时,白萝卜汁出汁率和透光率随酶解温度增加而增加;当酶解温度在45~60℃范围内,随温度增加,出汁率和透光率下降缓慢,本实验所用的纤维素酶是耐高温的酶制剂,在45~60℃范围内,随着温度升高,有活性的酶减少较慢,对酶的反应速度的影响较小。这与Chen等[15]报道的结果一致。因此,纤维素酶最适宜酶解温度在45℃左右。
2.3.4 酶解时间的确定 将0.5g/kg的果胶酶分别加入pH5.0白萝卜浆中,在45℃条件下酶解不同时间,比较不同酶解时间对酶解效果的影响,结果如图8所示。

从图8可知,随酶解时间的延长,白萝卜汁出汁率和透光率逐渐增加,当酶解时间超60min后,出汁率和透光率增加缓慢,趋于稳定,可能与底物浓度有关,随着酶解时间的延长,白萝卜浆中果胶物质不断地被分解为可溶性的物质,底物浓度的降低会影响酶催化反应的速度。因此,本论文选取纤维素酶酶解时间为60min。
2.4 正交实验结果与分析
2.4.1 正交实验结果 由表4可知,从出汁率的角度而言,酶处理的最佳条件为:A3B3C3D3。从极差分析可知,各因素影响白萝卜汁出汁率的主次顺序为:酶解温度>酶解时间>纤维素酶添加量>果胶酶添加量。

表4 酶解正交实验设计结果Table 4 Results of the enzymolysis orthogonal experiment
从透光率角度而言,酶处理的最佳条件为:A2B2C3D3。从极差分析可知,各因素影响白萝卜汁透光率的主次顺序为:酶解温度>酶解时间>果胶酶添加量>纤维素酶添加量。
综合以上分析可知,酶解温度和酶解时间对白萝卜汁出汁率和透光率影响较大。
2.4.2 验证实验 根据上述不同酶处理对白萝卜出汁率及透光率的影响实验分析结果,选择A2B2C3D3和A3B3C3D3对正交结果进行验证,每组实验重复3次,实验结果见表5。从表5可知,两组验证实验的出汁率存在显著性差异,透光率不存在显著性差异,本研究旨在是提高白萝卜汁出汁率,故选择酶处理白萝卜浆液的最佳条件为:A3B3C3D3,即将白萝卜浆液在酶解温度45℃,果胶酶添加量0.20g/kg,纤维素酶添加量0.60g/kg的条件下,酶解80min,经过两种酶酶解后的白萝卜汁出汁率和透光率分别为80.13%和89.2%,均优于正交实验表中的组合,由此确定最佳工艺条件。
3 结论
用果胶酶和纤维素协同作用白萝卜浆液,可以降低白萝卜浆液的粘度,使渣汁容易分离,能提高白萝卜汁出汁率和透光率。利用酶法浸渍液化方法,通过单因素实验和正交实验,获得了最佳工艺条件为:果胶酶添加量0.2g/kg,纤维素酶添加量0.6g/kg,酶解时间80min,酶解温度45℃。该工艺下生产的白萝卜清汁,出汁率为80.13%,透光率为89.2%,与本研究中单一酶制剂酶解工艺比较,出汁率提高5.86%~11.33%,透光率增加26.6%~34.5%。在本研究设置的各因素参数区间内,从不同实验因素对白萝卜出汁率的影响大小来看,酶解温度>酶解时间>纤维素酶添加量>果胶酶添加量;从不同实验因素对白萝卜汁透光率的影响大小来看,酶解温度>酶解时间>果胶酶酶添加量>纤维素酶添加量。

表5 验证实验条件和结果Table 5 Conditions and results of demonstration test
[1]南京中医药大学.中药大辞典[M].第二版.上海:上海科学技术出版社,2006:2493-2495.
[2]Keck A S,Finley J W.Cruciferous vegetables:cancer protective mechanisms of glucosinolate hydrolysis products and selenium[J].Integrative Cancer Therapies,2004,3(1):5-12.
[3]徐夏旸,张甫生,胡小松,等.超高压杀菌白萝卜汁的关键工艺研究[J].食品科学,2012,33(4):8-12.
[4]李全宏,姜连芳,李文香.提高萝卜出汁率的酶处理效果[J].莱阳农学院学报,1997,14(1):59-61.
[5]罗兴武,唐巧玉,闰华平.萝卜甜橙复合果蔬汁的研制[J].食品工业技术,2005,26(3):93-94.
[6]相泽孝亮著,黄文涛,胡学智译.酶应用手册[M].上海:上海科学技术出版社,1989:252-253.
[7]王军,张宝善,张润光.果胶酶和纤维素酶对牛心柿出汁率的影响[J].食品工业科技,2008,29(5):139-141.
[8]王海棠,李燕,邹盈.果胶酶和纤维素酶对尤力克柠檬出汁率的影响[J].农产品加工,2010(3):56-58.
[9]秦蓝.蔬菜汁—南瓜混汁和胡萝卜混汁的研究[D].无锡:江南大学,2005.
[10]罗合春,魏文龙,李玲玲.壳聚糖絮凝澄清胭脂萝卜汁的工艺研究[J].广东化工,2010,37(6):45-47.
[11]刘兴艳,蒲彪,鞠兴荣.响应面法优化草莓浆酶解工艺[J].食品科学,2012,33(16):63-67.
[12]朱燕,曾新安,蒋龙冬.沙田柚果浆酶接工艺条件的研究[J].食品与机械,2011,27(5):182-185.
[13]孙巍,刘学铭.酶在果汁加工中的应用研究进展[J].食品研究与开发,2008,29(12):148-151.
[14]宁正祥.食品生物化学[M].第二版.广州:华南理工大学出版社,2006:134.
[15]Chen X H,Xu F,Qin W D,et al.Optimization of enzymatic clarification of green asparagus juice using response surface methodology[J].Journal of Food Science,2012,77(6):665-670.
