M42/X32异种金属CO2激光焊接接头组织和性能的研究*
2013-09-30杨全毅周明哲韩季初郭喜如贾寓真
陈 刚,杨全毅,周明哲,韩季初,郭喜如,贾寓真
(1.湖南大学 材料科学与工程学院,湖南 长沙 410082;2.湖南泰嘉新材料科技股份有限公司,湖南 长沙 410200)
异种金属焊接能够充分利用各种材料的优异性能,且能减少贵重金属的使用,降低成本,因此,在工程机械、交通运输、航空航天等行业得到广泛应用[1-3].作为金属锯切工业中的重要组成部分,带锯条产品以其锯切效率高、锯切损耗小[4-6]、适应性广等特点,在加工工业中发挥着其重要作用.近年发展起来并获得广泛应用的双金属带锯条则是采用高速钢作为锯齿材料[7],高强度钢带作为锯带背体材料[1,8],通过焊接而实现锯条齿部高耐热性、耐磨及背部高强韧性的理想结合.由于高速钢中碳以及W,Mo等高熔点元素含量高,焊接性差,同时,与高强度钢的理化性质(如线膨胀系数)相差较大,因此采用传统的焊接工艺难以实现两者的理想焊接[2,8-9].激光焊接具有功率密度高,光斑直径小,能量集中,速度高,焊缝热影响区小,热变形小等优点,因此,对含有高熔点合金元素的异种金属焊接具有优异性[1-2],成为双金属带锯条的理想焊接方式.但目前就其焊接工艺对接头组织性能影响规律的研究较少.本文采用CO2激光器焊接,研究了不同焊接工艺参数对高速钢M42钢丝与高强度钢带X32焊接接头组织及性能的影响,为实际应用提供指导.
1 实验材料及方法
本实验原材料采用双金属带锯用退火态高速钢钢丝(齿部)M42(W2Mo9Cr4VCo9)及退火态高强度钢(背材)材料X32,其成分见表1和表2.尺寸分别为1.4mm(宽)×1.1mm(厚),34.0mm(宽)×1.1mm(厚).
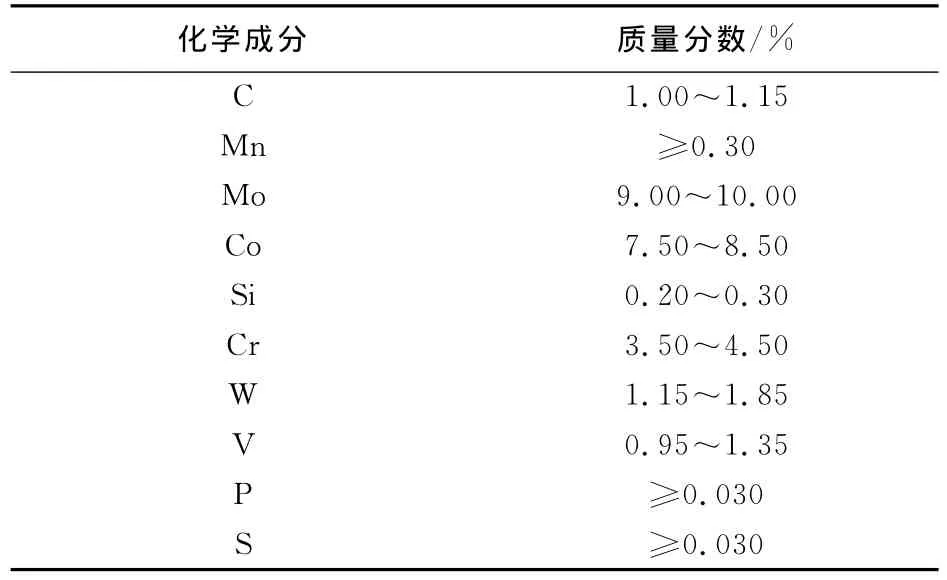
表1 高速钢M42化学成分Tab.1 Chemical composition of high speed steel M42
焊前对上述母材表面进行丙酮超声波清洗.实验采用TruLaser 1100型CO2激光器,其最大输出功率为4 000W,光束模式为TEM00模,焦距250 mm,焊接时采用Ar气作为保护气体.实验参数如表3所示,其中焊接速度为被焊材料相对激光束移动的速度.采用金相显微镜(OM)和电子扫描电镜(SEM)对焊接接头组织进行观察,利用显微硬度计以焊缝中心为对称轴,每隔0.05mm进行检测(载荷力为9.8N,保荷时间为15s),对焊缝进行硬度检测.采用电子探针(EPMA)对焊缝附近区域进行元素分布分析.焊缝强度检测采用抗弯实验,抗弯试样为3.0mm(宽)×1.1mm(厚).
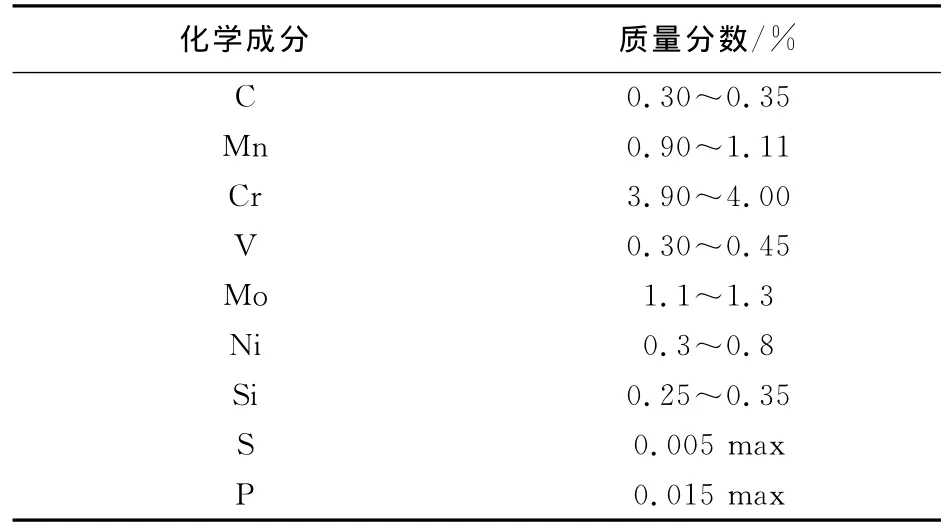
表2 高强度钢X32化学成分Tab.2 Chemical composition of high strength steel X32
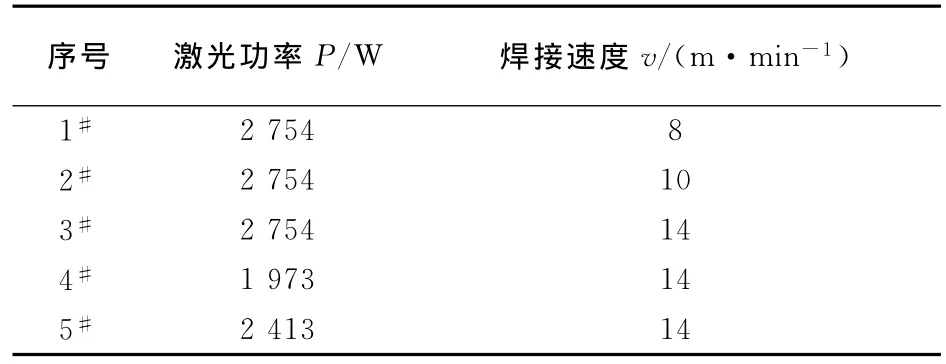
表3 不同CO2激光焊接工艺参数Tab.3 The parameters of different CO2laser welding
2 实验结果
2.1 焊接接头显微组织分析
2.1.1 焊接接头显微组织
图1是当焊接功率为2 413W,焊接速度为14 m/min时,M42/X32异种金属焊接接头显微组织背散射扫描电镜照片.由图1可知,焊接接头由焊缝中心区(FZ),齿材 M42侧热影响区(HAZ),背材X32侧热影响区(HAZ)构成,在焊缝区与热影响区之间的过渡区为 M42侧熔合区(PMZ),X32侧熔合区(PMZ).
1)焊缝中心区组织.在焊缝中心区为等轴晶,晶粒细小.从焊缝中心区(FZ)到熔合区(PMZ)两侧,组织依次呈现为等轴树枝晶、柱状晶和柱状树枝晶(图1(b)中箭头所指),其生长方向垂直于焊缝中心线方向,具有典型定向凝固组织.
2)焊接熔合区显微组织.在靠近X32钢一侧的熔合线PMZ附近(图1(c)),形成柱状晶.在靠近M42钢一侧的熔合线附近,柱状晶的方向性被打乱,存在一个细小的等轴晶区域,且依附此区域的柱状晶较X32钢侧的柱状晶较细小.
3)焊缝区域金相组织和焊缝区域XRD.在焊接功率为2 754W,焊接速度为14m/min焊接条件下焊缝区域XRD图见图2.由焊缝区域金相组织可知,焊缝区域晶粒细小,通过XRD图得出为马氏体与残余奥氏体.
2.1.2 焊接接头处的元素分布
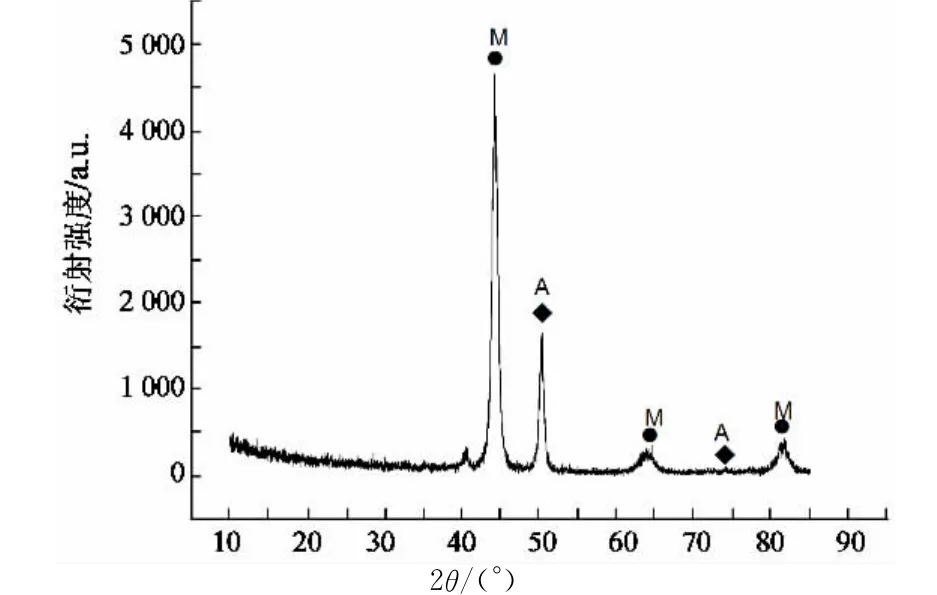
图2 焊缝区域XRD图Fig.2 The XRD of weld area
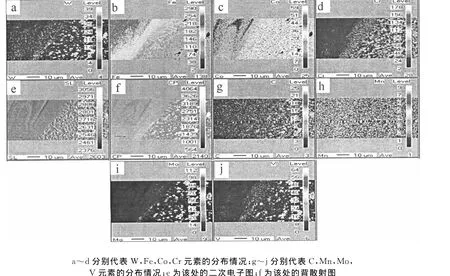
图3 焊后M42-焊缝EPMA照片Fig.3 EPMA of M42-weld area
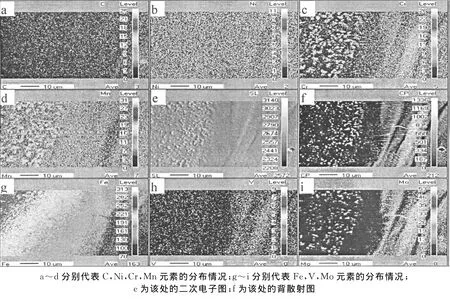
图4 焊后X32-焊缝EPMA照片Fig.4 EPMA of X32-weld area
在焊接功率为2 754W,焊接速度为14m/min焊接条件下,焊后齿材M 4 2-焊缝处与焊后背材X32-焊缝处EPMA照片分别见图3和图4.由图3可以看出,焊后高速钢M42与焊缝处主要合金元素分布呈明显的分界现象.PMZ界面处 W,Cr,Mo,V等元素发生了由齿材M42向焊缝的扩散.焊缝FZ中Mn,Fe元素含量明显高于母材 M42,母材M42中C,Co含量明显高于焊缝.母材M42中碳化物多为Mo,V,W,Cr元素聚集区域.由图4可以看出,焊后背材 X32-焊缝中Cr,Mn,Fe,V,Mo元素分布呈明显的分界现象.C元素分布较为均匀,焊缝C含量略高于背材X32中C含量.Ni元素分布较为均匀.母材中碳化物位置为Cr,Mn,Mo元素聚集区.焊缝中高亮区域为 Mo,Cr,V元素聚集区域.Fe元素呈由背材向焊缝递减的分布趋势.
2.2 不同激光功率和焊接速度对焊接接头组织的影响
1)图5为激光焊接功率P=2 754W,不同焊接速度焊接后接头的SEM照片.由图5可知,随着焊接速度的增大,焊缝中心区的等轴晶增多,树枝晶减少,焊缝中柱状晶的生长越垂直于熔合线,且焊缝中平均晶粒尺寸减小.在靠近M42侧熔合区,随着焊接速度的增大,柱状晶区变窄,等轴晶区变宽,且此区域生长的等轴晶越细小,依附于此等轴晶生长的柱状晶越细小.
2)图6为焊接速度v=14m/min时不同焊接功率的焊接接头的金相组织.由图6可知,随着激光功率的减小,焊缝中心区树枝晶数量增加,等轴晶减少,焊缝与母材熔合边界柱状晶范围变宽.
从内容列表可以看出,算术包含大量对学生将来的生活与工作必不可少的概念、定义、规则和技能.过去,为了能够切实掌握算术知识与技能,学生用六年时间来学习和练习.现在的学生怎么可能仅用原来若干分之一的时间,就学会同样多的知识技能呢?
2.3 激光焊接接头力学性能
2.3.1 焊接接头的显微硬度分析
当焊接功率P=2 754W时,随着焊接速度的变化,接头显微硬度变化曲线如图7所示.当焊接速度v=14m/min时,随着焊接功率的变化,焊接接头显微硬度变化曲线如图8所示.
由图7和图8可知,靠近齿材M42侧焊缝硬度要高于靠近背材X32侧,焊缝和热影响区硬度均较母材高,且在靠近高速钢侧的熔合区的硬度比焊缝中心区硬度还要高.对比图7与图8,本实验条件下,激光功率和焊接速度对接头各区域的显微硬度的影响不大.
2.3.2 焊接接头的抗弯强度分析
表4为不同激光焊接工艺参数焊接接头抗弯强度.所测试样抗弯断裂均发生在靠近高速钢M42侧的熔合线附近,当焊接功率为2 754W,焊接速度为14m/min时,焊接接头强度最高,抗弯强度值为112MPa,达到了双金属带锯条的焊接性能要求.
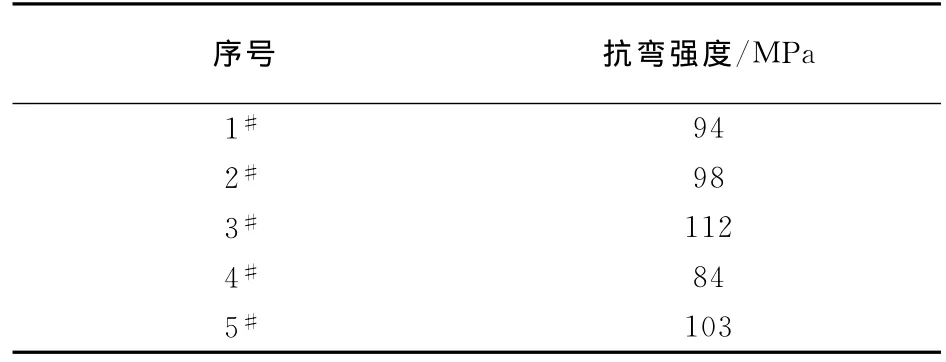
表4 不同焊接工艺参数焊接接头抗弯强度Tab.4 Different welding parameters weld joints bending strength
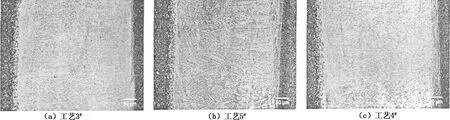
图6 v=14m/min不同焊接功率异种金属焊接接头SEMFig.6 v=14m/min different welding power of dissimilar metal welded joint microstructure

图7 当P=2 754W时,接头显微硬度曲线Fig.7 Hardness of weld joint(P=2 754W)

图8 当v=14m/min时,接头显微硬度曲线Fig.8 Hardness of weld joint(v=14m/min)
3 讨 论
3.1 焊接接头的显微组织形成机理
由图1可知,PMZ与FZ区呈现出柱状晶和等轴晶组织.由于接头各区域的冷却速度不同,在焊接过程中,其凝固组织会出现较大的差异.一般地,从FZ边界到中心,温度梯度(G)逐渐降低、结晶速度(R)升高,FZ区晶粒的生长模式从熔池边界到中心会由于凝固参数G/R的降低而发生改变,依次为胞状生长、柱状树枝晶生长、等轴树枝晶及等轴晶生长,将胞状晶和柱状树枝晶出现的区域合成为柱状晶区.沿着两侧的熔合线至焊缝中心方向上,由于此方向上G/R的值逐渐减小,在焊接熔池的凝固过程中,结晶沿最大散热方向择优长大为柱状晶及柱状树枝晶,由于熔池的过热度和温度梯度增大,使非自发形核质点大为减少,G/R值相对较大,使柱状晶显著生长[4,10].在本实验中,靠近背材 X32一侧的熔合线附近,柱状晶尺寸逐渐变小,存在一个细小的等轴晶区域;在靠近齿材M42一侧的熔合线附近,树枝晶的方向性被打乱,柱状晶组织消失.这是由于靠近背材X32一侧的背材尺寸较大,散热相对较快,温度梯度较小,而靠近齿材高速钢侧所含的高熔点合金元素较多,在焊接时会存在一些未熔的碳化物,未熔碳化物的存在,阻止了柱状晶的生长[3,5,11].
3.2 不同激光焊接工艺的焊接接头组织形成变化的原因
图5中表明了不同焊接速度对接头组织的影响规律.随着焊接速度增大,熔池中心G温度梯度减小,成分过冷度增大,G/R值减小,所以其生长为由树枝晶向等轴晶转变[12],从而阻碍了柱状晶的生长,使焊缝熔合边界处柱状晶变窄,焊缝中心区等轴晶区宽化,等轴晶增多,树枝晶减少[5,13].当焊接速度较慢时,导致焊缝液态熔池的凝固速度和晶体的生长速率降低,使焊缝熔合区宽化,热影响区的碳化物因此变得粗大,致使焊缝区的晶粒粗化.随着焊接速度的增大,在靠近M42侧的熔合边界金属凝固速率增大,温度梯度下降,使该处的成分过冷度增大,使得该熔合边界处G/R值减小,因此,在靠近M42熔合线附近的等轴晶越细小.
由图6(a)(b)(c)可知,其显微组织形成的原因为:当焊接速度一定时,随着激光功率的减小,焊接的单位线能量输入减小,熔合边界处温度梯度G增加,从而使凝固参数G/R值增大,凝固生长模式由等轴晶向胞状晶转变,在焊缝熔合边界存在胞状晶区宽化的现象.因而,焊缝区的柱状晶区范围变大,且由于热输入的减小,使焊接接头的热影响区的宽度和平均晶粒尺寸随之减小.
3.3 异种金属激光焊接接头显微硬度分布讨论
由于激光具有快速加热和冷却的特点,且被焊材料含碳量均很高,属于易淬硬的材料,因此,焊后(图2)接头的焊缝区和热影响区均生成高碳马氏体,且生成快速凝固组织,所以硬度较高.在焊接过程中,熔池及其附近完全熔化区的母材金属材料,特别是熔化了的晶界处,与其上的液态金属之间进行着碳元素的扩散交换,从而导致了熔池阶段及凝固后的高温阶段,在不完全熔化区紧靠熔合线一定宽度范围内(近缝区)的碳含量降低[3,9,14].但由于激光焊接的自身特点,使焊后冷却速度非常快,致使碳元素的扩散行程较短,主要集中在熔合线焊缝区,以此该区形成高碳马氏体,使该区的硬度较高,甚至高于焊缝区[5].同时由于Ni元素的特性,改变了碳的扩散特性,同时又由于高速钢侧W,V等强碳化合物元素的存在,也降低了碳的活度系数[2,7],从而碳迁移减弱,使高速钢近缝区的硬度较高.此外,在焊缝凝固后,由于热传导的作用,热影响区发生相变,碳及合金元素从马氏体及残余奥氏体中脱溶,析出高强弥散的碳化物,发生了马氏体的二次硬化,使靠近高速钢融合区的硬度比近缝区的硬度要高.因此,在抗弯断裂实验中,断裂位置均发生在靠近高速钢M42侧的熔合线附近[3,5,10,15].
4 结 论
高速钢M42与高强度钢X32异种金属CO2激光焊接接头的典型组织为等轴晶加柱状树枝晶,焊缝中心区为等轴晶区域,焊缝中心区两侧为柱状晶和柱状树枝晶.在靠近齿材M42一侧的熔合线附近,树枝晶的方向性被打乱,存在一个细小的等轴晶区域,且靠近此区域生长的柱状晶较X32侧熔合线附近的柱状晶更细小.
随着焊接速度的增加,焊缝中心区等轴晶增多,树枝晶减少.靠近M42侧熔合边界等轴晶变的更细小.随着激光功率的减小,焊缝中心区树枝晶数量增多,等轴晶减少,焊缝与母材熔合边界柱状晶范围变宽.M42/X32异种金属激光焊接接头抗弯断裂均断在靠近高速钢M42侧的熔合线附近.当焊接功率为2 754W,焊接速度为14m/min时,焊接接头性能优良,抗弯强度值为112MPa.
[1]熊缨,姚建华,陈智君,等.高速钢与弹簧钢的激光焊接研究[J].应用激光,2002,22(2):209-212.XIONG Ying,YAO Jian-hua,CHEN Zhi-jun,et al.Research for welding high-speed steel and spring steel using laser beam[J].Applied Laser,2002,22(2):209-212.(In Chinese)
[2]祁俊峰,牛振,张冬云,等.双金属带锯条异种接头的CO2激光焊接实验研究[J].中国激光,2007,34:314-318.QI Jun-feng,NIU Zhen,ZHANG Dong-yun,et al.Experimental study of the bimetal saw CO2laser dissimilar welding[J].Chinese Journal of Lasers,2007,34:314-318.(In Chinese)
[3]张文钺.焊接冶金学[M].北京:机械工业出版社,1996:123-127.ZHANG Wen-yue.Weld metallurgy[M].Beijing:China Machine Press,1996:123-127.(In Chinese)
[4]COSTA A P,QUINTION L,GREITMANN M.Laser beam welding hard metals to steel[J].Materials Processing Technology,2003,114:163-173.
[5]胡汉起.金属凝固原理[M].北京:机械工业出版社,2000:128-151.HU Han-qi.Metal solidification principle[M].Beijing:China Machine Press,2000:128-151.(In Chinese)
[6]PHANIKUMAR G,DUTTA P,CHATTOPADHYAY K.Continuous welding of Cu-Ni dissimilar couple using CO2laser[J].Science and Technology of Welding and Joining,2005,10(2):158-166.
[7]卢斌,章四骐,梁英,等.淬火工艺对双金属带锯条组织及力学性能的影响[J].中南工业大学学报,1999,30(1):67-70.LU Bin,ZHANG Si-qi,LIANG Ying,et al.The effect of quenching process on the structure and property of the bimetal saw[J].J Cent South Univ Technal,1999,30(1):67-70.(In Chinese)
[8]章四骐,卢斌,沈健.载荷对双金属复合带锯条锯切寿命及断口特征的影响[J].中南工业大学学报,1995,26(3):369-372.ZHANG Si-qi,LU Bin,SHEN Jian.Effect of load on the lifetime and fracture behavior of bimetal comoposite saw blade[J].J Cent South Univ Technal,1995,26(3):369-372.(In Chinese)
[9]李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005.LI Ya-jiang.Welding organizational performance and quality control[M].Beijing:Chemical Industry Press,2005.(In Chinese)
[10]LU Shan-ping,FUJII H,SUGIYAMA H.et al.Weld penetration and marangoni convection with oxide fluxes in GTA welding[J].Materials Transactions,2002,43(11):2926-2931.
[11]郭耕三.高速钢及其热处理[M].北京:机械工业出版社,1985:91-93.GUO Gen-san.High speed steel and the heat treatment[M].Beijing:Mechanical Industry Press,1985:91-93.(In Chinese)
[12]刘其斌,李宾.65Mn弹簧钢的激光焊接组织与性能[J].焊接学报,2009,30(9):105-109.LIU Qi-bin,LI Bin.The microstructure and properties of 65Mn spring steel of laser welding[J].Welding Technology,2009,30(9):105-109.(In Chinese)
[13]陈俐,胡席远,胡伦骥.高强钢的激光焊接性研究[J].应用激光,2003,23(1):19-22.CHEN Li,HU Xi-yuan,HU Lun-ji.Characteristics on lair beam welded high strength steeel[J].Applied Laser,2003,23(1):19-22.(In Chinese)
[14]HEIPLE C R,ROPER J R,Stagner R T,et al.Surface active element effects on the shade of GTA,laser and electron beam welds[J].Welding Research Supplement,1983,62(3):72-77.
[15]高建昌,邵红红,许友谊.20CrMo钢与45钢激光对接焊接头的组织与性能[J].金属热处理,2006,31(3):75-77.GAO Jian-chang,SHAO Hong-hong,XU You-yi.Microstructure and properties of 20CrMo and 45steel joint by laser buttwelding[J].Metal Heat Treatment,2006,31(3):75-77.(In Chinese)