数控龙门镗铣机床的横梁和溜板导轨面配研工艺的创新
2013-09-29刘娟蔡振东刘钟钺
刘娟 蔡振东 刘钟钺
(①大连机床集团工艺研究所,辽宁大连 116600;②大连机床集团自动化所,辽宁大连 116600)
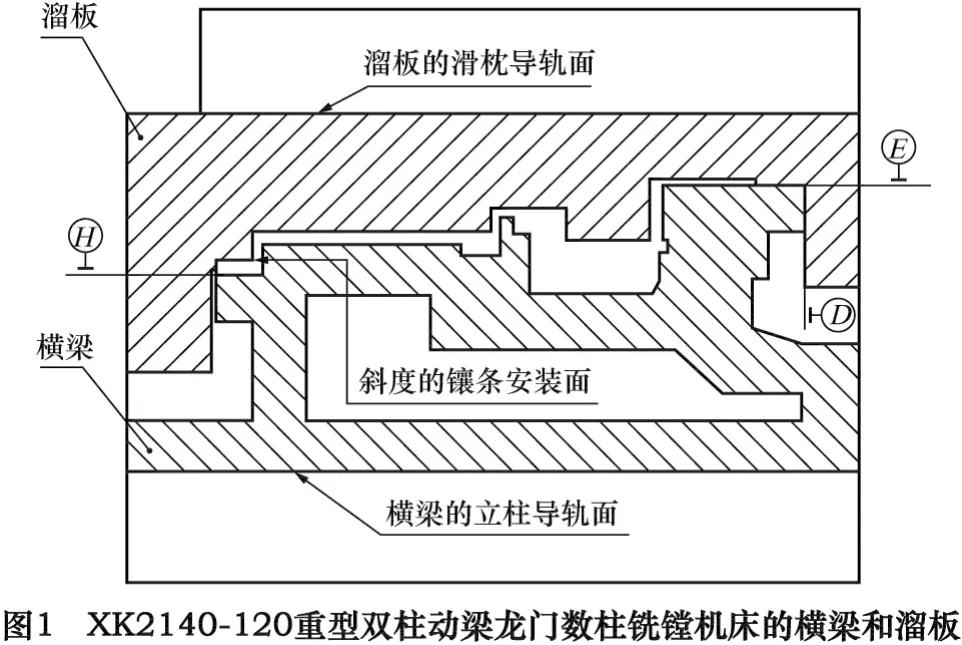
笔者公司生产的XK2140-120重型双柱动梁龙门数控镗铣机床是一台大型精密加工机床,其中横梁和溜板是组合机床Y轴运动的关键部分。装配过程中要配研横梁和溜板导轨面,以保证横梁和溜板导轨面的接触精度。本机床的横梁与溜板的导轨面是阶梯状、跨距为1 450 mm宽的导轨,而基准导轨的宽度却只有100 mm,这种结构使配研横梁与溜板导轨面产生了困难(图1)。
针对这种情况,传统的配研方法已不能使用,故进行了工艺创新。工艺创新的具体办法如下:
首先,在横梁与立柱配研好横梁上的立柱导轨面以后,在横梁处在立柱上的安装位置时,测量出横梁的E、H面的直线度,分别记做“YE”和“YH”,备用。
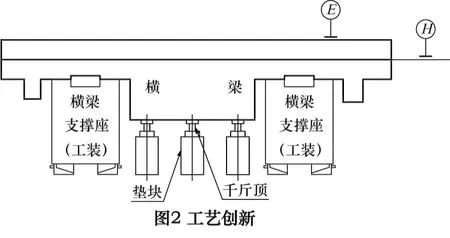
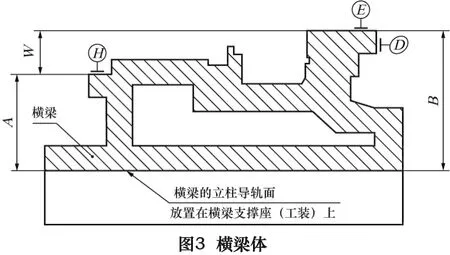
然后,将两个支撑座(工装)放置在地面上,下面垫好垫铁。调整垫铁,保证两个支撑座(工装)上平面的水平度、扭曲度、等高度的允差均为0.02 mm/1 000 mm。再将横梁体按图2的形式和状态,放置在两个横梁支撑座(工装)上。调整并找好横梁体上的E、H面的水平度允差0.02 mm/1 000 mm。同时调整并找好横梁体上的E、H面的直线度恢复到原来检测的“YE”和“YH”的数值。在这样的状态下,借助支撑座的上平面,测量出横梁体的E面与H面(图3)之间的高度尺寸的实测值,记做W,待用。
再将同一侧的两个镶条与溜板体按溜板装配图所示的位置,配研镶条与溜板体的1∶100斜面,使其接触良好,接触面积在全长上不少于75%;在全宽上不少于60%(如果刮研,应达到8点/25 mm×25 mm的接触精度)。
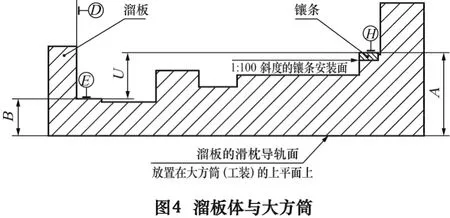
接着,将溜板体的横梁导轨面向上,放置在大方筒上,使溜板体的滑枕导轨面与大方筒面接触良好。再把镶条按溜板装配图所示的位置,放置在溜板体上,借助大方筒面,测量镶条的导轨面与溜板体的e导轨面之间的高度尺寸的实测值,记做U(图4)。修调镶条的厚度(可以在VDL1000机床上用延磁垫铁精铣),使得U=W。保证W与U的差值不大于0.02 mm。
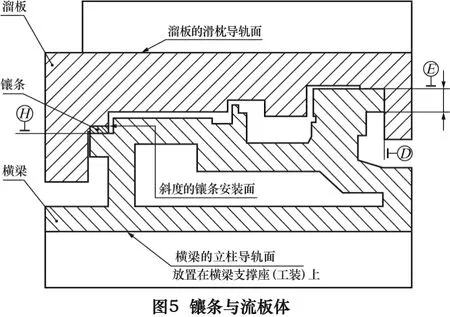
然后,再将镶条与溜板体按溜板装配图所示的位置放置好,并用镶条定位器(工装)将镶条固定于溜板体上。必要时可以使用少许瞬干胶将镶条粘一下,使其牢固正确地定位在溜板体上(图5)。
之后,就可以正式开始溜板体与横梁的配研工作了。第一步,配研两条基准导轨面E、D面(图5)以及镶条的导轨面,保证研磨的各项要求;第二步,再配研各个镶条,保证研磨的各项要求,按装配技术要求的精密级进行。
最后,在配刮研横梁与溜板的导轨面时,还应注意保证:溜板上的滑枕导轨面对溜板上的横梁导轨面的平行度(等高)允差0.02 mm/1 000 mm,以方便以后滑枕导轨面的配研工作(在刮研的过程中,可以借助横梁支撑座的上平面进行检查)。
用这种工艺方法,当横梁与溜板的导轨面是阶梯状、导轨跨距大,而基准导轨的宽度窄的结构形式时,可以顺利完成横梁与溜板的导轨面的配刮研工作,并达到机床的技术要求精度。
[1]顾崇衔.机械制造工艺学[M].西安:陕西科学技术出版社,1987.
[2]李益民.机械制造工艺设计简明手册[M].北京:机械工艺出版社,2011.
[3]孙本绪,熊万武.机械加工余量手册[M].北京:国防工业出版社,1999.
[4]马贤智.机械加工余量与公差手册[M].北京:中国标准出版社,1994.
[5]荆长生,李俊山.机械制造工艺学学习指导与习题[M].西安:陕西科学技术出版社,1992.
[6]李云.机械制造工艺及设备设计指导手册[M].北京:机械工业出版社,2004.
[7]王光州,王春福,燕山大学,等.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
[8]浦林祥.金属切削机床夹具设计手册[M].北京:机械工业出版社,1995.
[9]肖继德,陈宁平.机床夹具设计[M].2版.北京:机械工业出版社,2011.
[10]傅承基,杨桂珍,桑立卫.夹具设计[M].长沙:湖南科学技术出版社,1998.
