基于UGNX的五轴联动数控机床后处理的开发*
2013-09-29宋文学张军前刘兴良
宋文学 张军前 刘兴良
(西安航空学院机械学院,陕西西安 710077)
多轴控制加工具有加工效率高、加工质量高、改善刀具切削环境、刀具可达性好、避免过切、清角彻底等优点。但是,多轴控制加工的应用和普通三轴数控加工相比,其最大的难点是编程复杂、难度大。原因是合成运动的空间轨迹非常复杂和抽象,一般难以想象和理解。如为了加工出所需的空间自由曲面,往往需通过多次坐标变换和复杂的空间几何运算,同时还要考虑各轴运动的协调性,避免干涉、冲撞,以及插补运动要适时适量等,以保证所要求的加工精度和表面质量,编程难度就更大了。
后置处理是数控加工自动编程过程中一个重要组成部分[1]。自动编程经过刀具轨迹计算产生的不是数控程序,而是刀位数据文件,把刀位数据文件转换成指定数控机床能执行的数控程序的过程称为后置处理(如图 1)[2]。
五轴数控机床除了3个互相垂直的线性运动轴外,还有两个旋转运动轴。两个旋转运动轴依附位置不同,其具体结构千差万别。五轴机床后置处理与机床具体结构息息相关,同样的刀位文件,不同的机床结构后置处理所得出的数控程序截然不同[3]。针对德玛吉DMU50五轴联动加工中心,基于UGNx8.0开发了后置处理器,使用效果良好。

1 基于UGNX开发后置处理器的流程
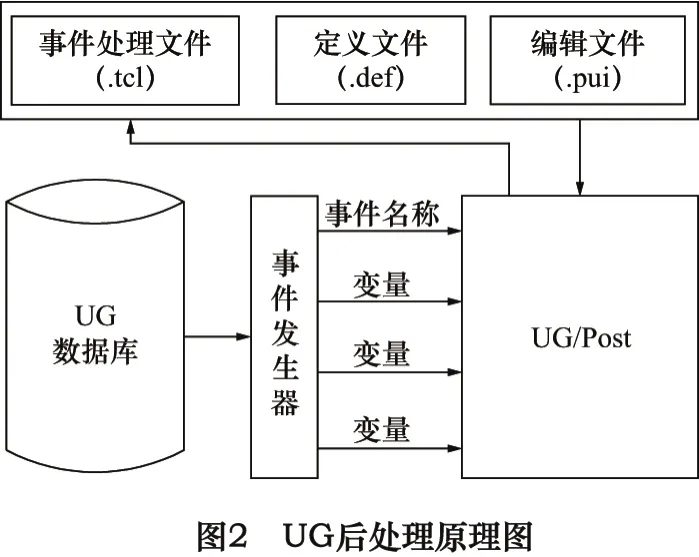
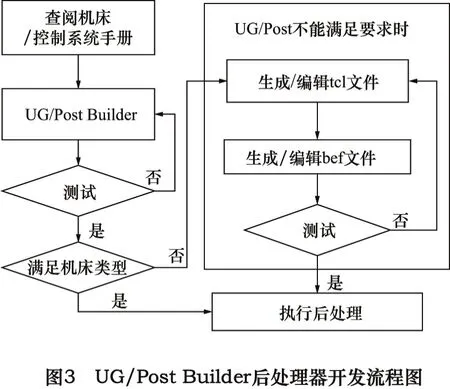
利用UGNX软件进行后处理开发的原理如图2所示[4]。UGNX提供了一个图形界面的后处理构造器(UG/Post Builder),可以生成多种数控机床、多种数控系统的后置处理文件。利用该后置处理生成器同时产生3个文件,事件处理文件(.tcl文件)、机床定义文件(.def文件)和用于生成器自身编辑的文件(.pui文件)。用户可以直接修改事件处理文件(.tcl)和定义文件(.def),其中事件处理文件(.tcl)支持 tcl/tk语言,可以根据tcl/tk编程语言规范修改[5]。利用 UG/Post Builder开发后处理器的流程如图3所示[6]。
2 基于UG/Post Builder开发DMU50五轴联动数控机床后置处理器
2.1 DMU50数控机床的参数
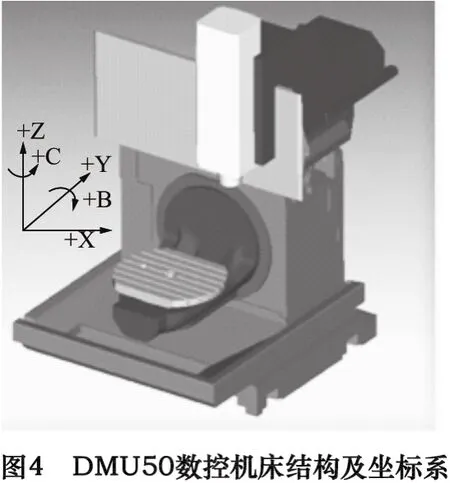
该机床为DMU50,是双转台五轴加工中心,X轴行程500 mm;Y轴行程450 mm;Z轴行程400 mm;B轴摆动行程 -5°~110°;C轴旋转行程 0°~360°,数控机床的安全点在机床坐标系下的坐标值为X-500,Y-1,Z-1,机床最大快移速度30 mm/min;采用 Heidenhain Itnc530数控系统。具体结构及坐标系见图4。
2.2 海德汉数控系统辅助功能
该后处理文件中需加入海德汉数控系统的一些辅助功能,如 M128、M129、M126、M127、M91、Cycle32 等。
(1)M128、M129 指令
M128指令是刀尖点跟随功能,即在接通转换之后位置说明(X,Y,Z)总是和刀尖有关。参与转换的回转轴位置的改变导致其他加工轴的补偿运动,刀尖位置保持不变。M129指令是取消刀尖点跟随功能。
(2)M126/M127指令
M126是启用旋转轴最短路径运动指令,M127是取消旋转轴最短路径运动指令。
(3)M91指令
M91指令是机械坐标系编程。
(4)Cycle 32指令
该指令保证数控系统自动将两路径之间的轮廓平滑过渡(无论补偿与否),且与工件表面保持接触。
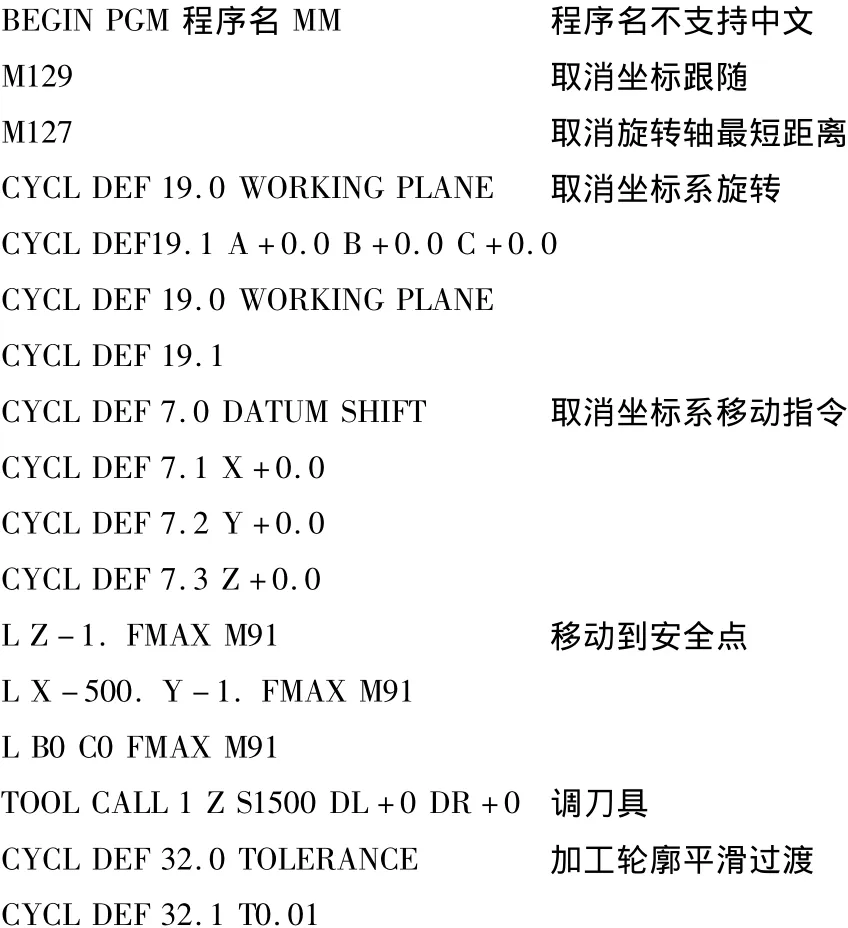
2.3 海德汉数控系统的程序格式
以下为海德汉数控系统部分程序格式说明。
2.4 后处理的构造
(1)启动和设置参数
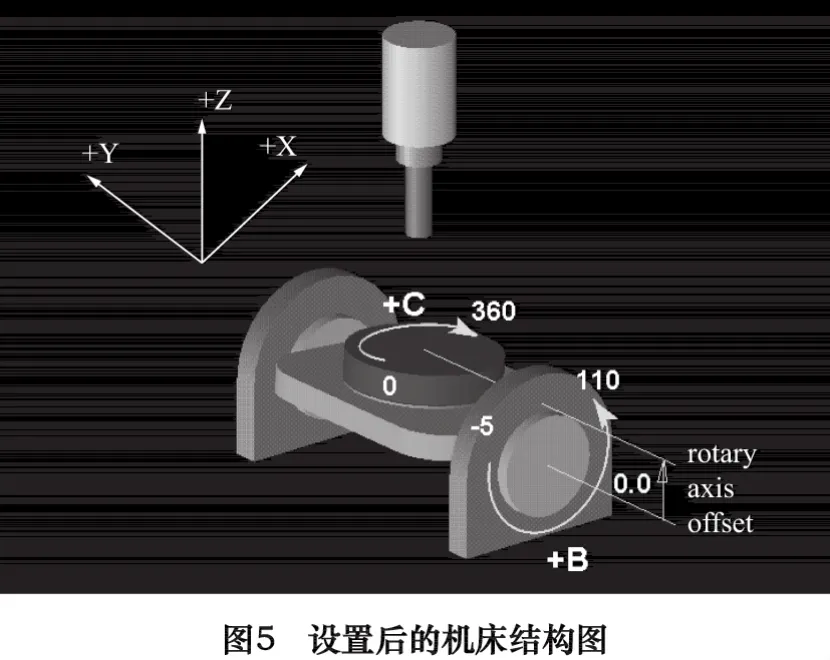
启动UG加工后处理构造器新建,设置机床类型为“铣”和“5轴双转台”,旋转轴配置页面中设第4轴旋转平面“ZX”,文字指引线为“B”,第5轴旋转平面“XY”,文字指引线为“C”,设置好之后机床结构如图5所示。
(2)修改程序的起始序列
在程序的起始序列中加入以下内容:
(3)修改操作起始序列
①在操作起始序列的刀轨开始中加入用户命令PB_CMD_rest_0和PB_CMD_TOLERANCE。
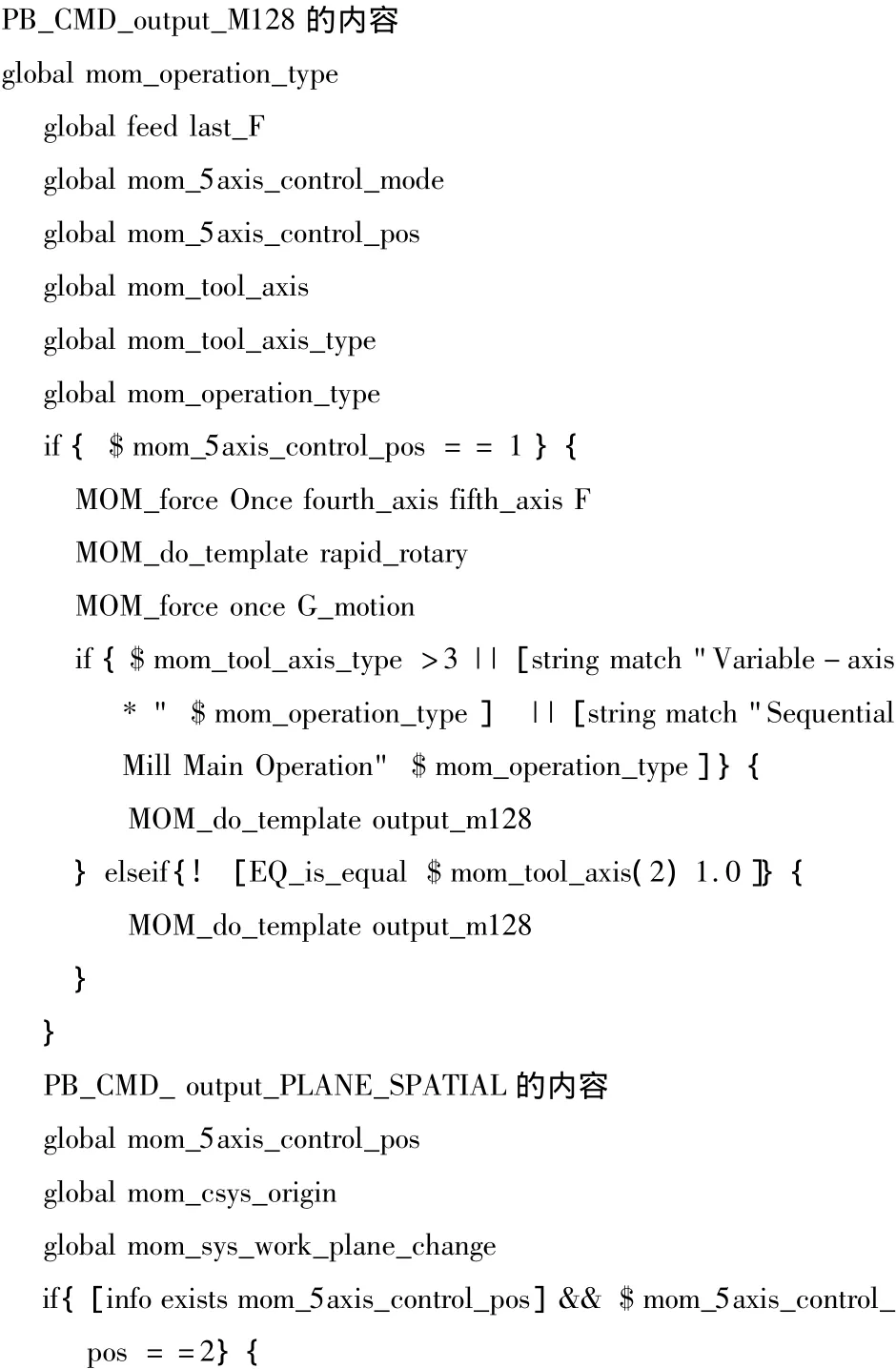
②在操作起始序列的第一次移动中加入用户命令PB_CMD_output_M128和PB_CMD_output_PLANE_SPATIAL,实现联动加工时的坐标跟随功能或定位加工时的PLANE功能的判断,其内容如下:
(4)修改操作结束序列
在操作结束序列中加入用户命令PB_CMD_reset_5axis_control_mode,实现联动加工后的取消坐标跟随功能(M129)或定位加工后的取消 PLANE功能(PLANE RESET指令)的判断。
(5)修改程序结束序列
在程序结束序列中加入PB_CMD_go_home_pos(作用是刀具回到机床安全点,B、C轴复位)和PB_CMD_total_time(作用是计算加工时间)。
(6)保存后处理文件
修改完成后保存后处理文件(保存路径不能有中文字符或中文名)。
2.5 后处理器的安装
打开UGNX软件,启动加工应用模块,打开工具菜单安装NC后处理器,在对话框中选择刚才建立并保存的后处理文件,确定后即可使用。
3 后处理器的应用
利用开发的五轴联动后处理器生成叶轮数控加工程序。
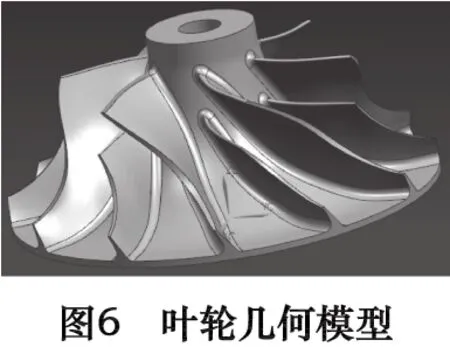
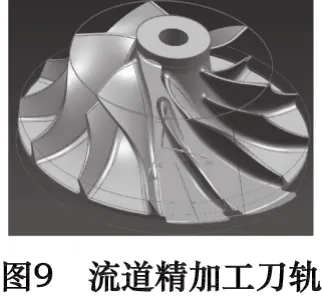
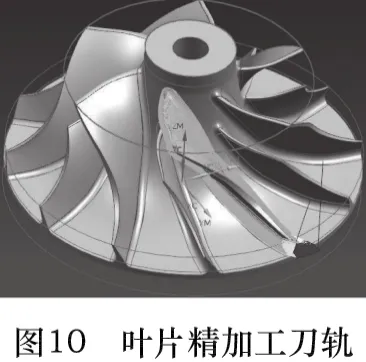
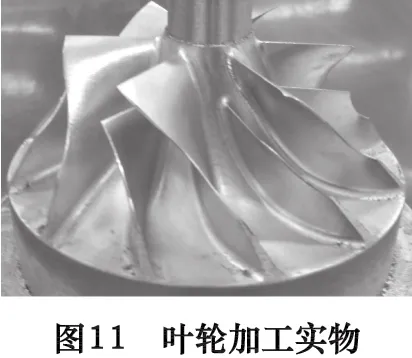
(1)在UGNX中建立叶轮几何模型(如图6)。
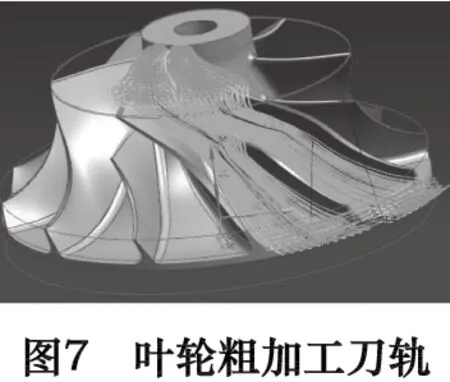
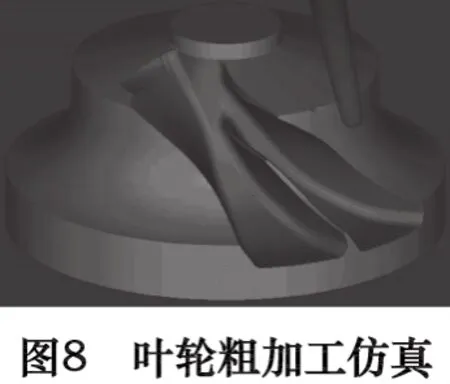
(2)利用UGNX中的叶轮加工模块生成刀位轨迹。图7为叶轮粗加工刀轨,图8为叶轮粗加工仿真,图9为流道精加工刀轨,图10为叶片精加工刀轨,图11为叶轮加工实物。
(3)在UG中调用开发的后处理器生成数控加工程序,在DMU50五轴联动数控机床上进行加工,验证了后处理器的正确性。
4 结语
通过对五轴联动数控机床的坐标系和运动特点的分析,以及对基于UGNX软件后处理开发过程的研究,利用UG/Post Builder,针对德马吉DMU50五轴联动数控机床开发了后处理程序,实现了对复杂曲面的刀具路径的生成、加工仿真,生成的数控代码,经实验验证可行。通过对UG/Post Builder后置处理进行研究,可以使生成的数控程序更加适应机床的需求,通过对后置处理文件进行深入开发,可以满足特殊要求的后置处理。
[1]梁蔓安,唐清春,黎家宏.基于UG的五轴联动机床后置处理器研究与实现[J].组合机床与自动化加工技术.2011.6(6):17 -19.
[2]孙国平.基于UG的五轴加工中心的后处理[D].无锡:江南大学,2009,3:2 -3.
[3]商学谦,付海涛.基于UG/Post的五轴后置处理程序开发[J].航天制造技术.2007,8(4):32 -34.
[4]雷大江,周茂书.五轴联动数控加工后处理器的定制[J].中国工程物理研究院科技年报,2005:126-127.
[5]张玉峰,白红英.基于UG/POST五轴后置处理技术研究(下)[J].金属加工,2010(7):72-74.
[6]曾强.叶轮类零件的五轴联动数控加工与仿真[D].成都:西南交通大学,2009,12:38 -39.
