先进航空钛合金中温钎焊技术的研究进展
2013-09-27陶博浩栗卓新
陶博浩,李 红,栗卓新,郭 福
(北京工业大学材料科学与工程学院,北京 100124)
0 引 言
与钢铁材料或铝合金相比,钛合金是一种新的结构材料,其突出的特性包括高的比强度、优异的抗疲劳性和耐蚀性,广泛应用于高强度钢以及铝合金因质量、强度、抗蚀性或高温稳定性等综合性能不能满足的航空产品中,例如:飞机机架和航空发动机等[1]。随着民用飞机工业的不断发展,民用客机的用钛量已从20世纪60年代的2%(质量分数,下同)左右提高到现在的10%以上。其中,B787飞机的用钛量占全机质量的15%;A380飞机采用了全钛挂架,用钛量占全机质量的10%[2]。与早已广泛应用的 Ti-6Al-4V 合金相比,新型航空钛合金如VST55531钛合金(Ti-5Al-5Mo-5V-3Cr)、细晶钛合金(Ti-6Al-4V)、Ti-3Al-3Mo-3V-1Zr等具有更好的断裂韧性和更高的强度,分别用于飞机的机翼/吊挂接头、起落架、超塑性蒙皮(SPF)以及液压油管等结构中[3]。而在很多情况下,都会涉及到航空钛合金自身间或与铝、不锈钢、钛镍合金等异种材料的连接问题[4-6]。常见的连接技术有激光焊[7]、扩散焊[8]、摩擦焊[9]和钎焊[10]等。
钛及其合金会在750~1 040℃温度范围内发生同素异构转变,由具有密排六方结构的α相转变成具有体心立方结构的β相。当加热温度接近或者超过α相→β相或(α+β)相→β相的转变温度时,β相的晶粒尺寸会急剧变大,显微组织显著粗化,使材料性能下降[11]。Mazumder[12]等对钛合金进行焊接后发现,焊缝在凝固过程中形成了粗大的β晶粒,在达到马氏体转变温度时晶内组织转变为马氏体,接头的塑性大大降低。在钎焊过程中,钎料会和母材发生扩散反应,在界面处生成新的钛基脆性金属间化合物 TixCuy、TixAly、TixNiy等[13-15],致使焊缝存在较大的开裂倾向,接头性能恶化。因此,为了避免对母材性能造成损伤并提高焊接接头的性能,近年来,国内外研究者提出了将钛合金的钎焊温度控制在β相转变温度以下,即在800℃以下进行中温钎焊。
与钛合金高温钎焊用钎料相比,已经投入商业化生产的钛合金中温钎焊用钎料的种类和数量相对较少,且大部分仍然处于试验研究阶段[11]。为给相关研究人员提供参考,作者分析和总结了先进航空钛合金中温钎焊用钎料及中温钎焊技术的最新研究进展。
1 中温钎焊用钎料的发展
1.1 金属基钎料
适合钛合金中温钎焊的金属基钎料主要有三大类:银基、铝基、钛-锆基钎料,可以通过添加不同微量元素的方法来降低钎料的熔点、改善钎料的润湿性,如表1所示。
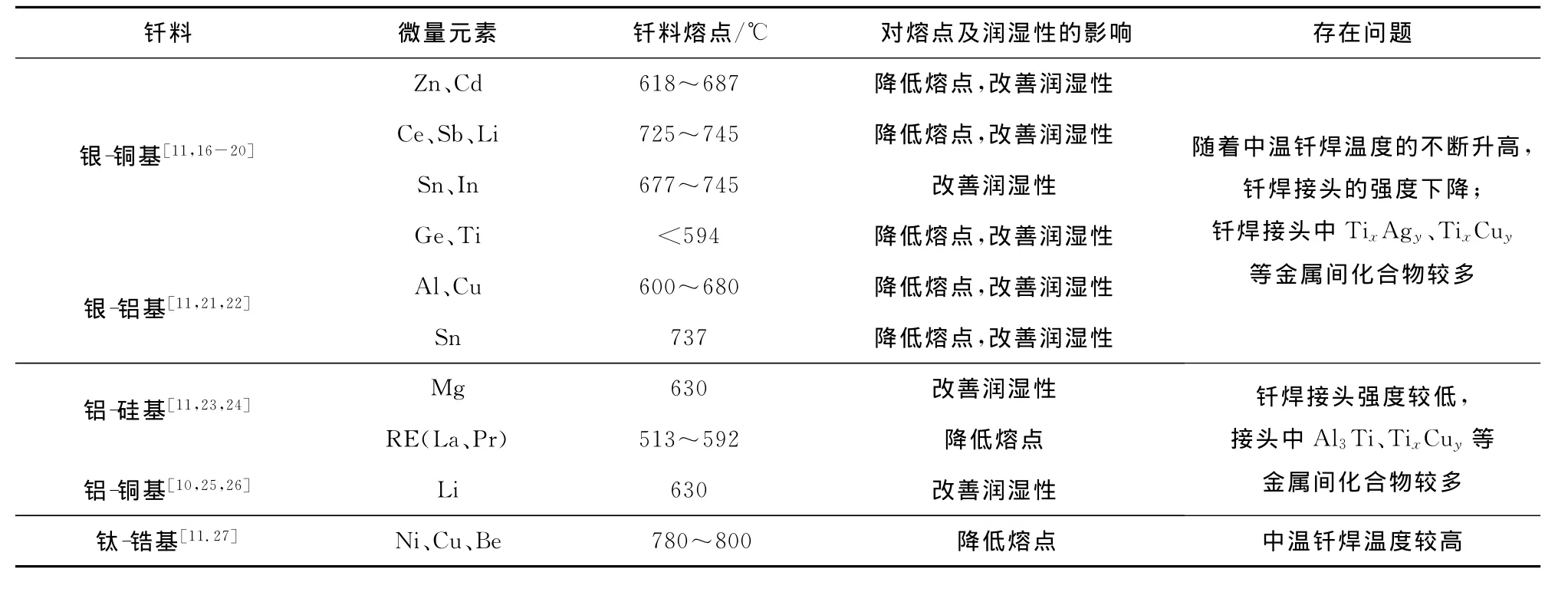
表1 微量元素对钛合金中温钎焊用金属基钎料熔点和润湿性的影响Tab.1 Effects of microelements on melting point and wettability of low temperature brazing filler metals
银基钎料具有较好的流动性,是最早用于钎焊钛及钛合金的钎料。张冠星[18]等发现锑在降低该钎料润湿性的同时能够在银基金属表面形成致密的氧化膜,从而保护金属不被进一步氧化,有利于提高钎料的抗氧化性能。薛松柏等[16-17]发现锡、铟质量分数在1%~10%之间时,能大大提高钎料的铺展润湿性能,并使接头的强度提高,当质量分数为5%时,钎焊接头强度均达到180MPa以上。
与银基钎料相比,铝基钎料的钎焊温度较低,远低于钛合金β相的转变温度,且与钛基体相互作用小,无明显的溶蚀和扩散;另外,其价格便宜,加工性能优良。Chang等[24]以 Al-12Si钎料为基础,通过加入铜、锗及稀土元素RE(La、Pr)将铝基钎料的液相线温度从592℃降至513℃,固相线温度从586℃降至489℃,获得了2种新型的用于钛合金中温钎焊的钎料。Shapiro等[24-25]自2007年以来,一直在开展中温钎焊钛合金的研究,他们以铝-镁、铝-银二元合金,铝-铜-硅、铝-银-铜三元合金为基础,通过加入镍、锡、镁元素研制了新型铝基中温箔钎料,用新型 Al-4.2Cu-1.5Mg-0.5Si合金箔钎料进行钎焊后得到的接头平均强度为140.7MPa,高于广泛应用的AWS BAlSi-4型钎料钎焊后得到的接头的平均强度(69.9MPa)。另外,Shapiro认为铝-铜-镁系合金在所有低熔点铝基箔钎料中,非常具有研究价值。
与银基、铝基钎料相比,用钛-锆基钎料钎焊后得到的接头强度更高,耐蚀性和耐热性更好。Lee等[27]采用熔点为725 ℃的非晶态41.2Zr-13.8Ti-10.0Ni-12.5Cu-22.5Be合金钎料在低于800 ℃的温度下实现了钛合金的钎焊。
1.2 纳米多层膜复合钎料
由于纳米粒子相对于传统的合金粉体或者块体材料而言具有熔点低、活性高等特性,可以通过在钎料中加入纳米级颗粒制成纳米多层复合膜钎料来降低钎料熔点、改善接头性能[28]。
Janczak-rusch[29-30]等通过交替溅射沉积了银-铜钎料层和碳扩散阻碍层,制备了银-铜/碳纳米多层膜复合钎料,其与传统的金属基银-铜钎料相比,熔点下降了约50℃,钎焊温度下降了40~50℃;另外,该研究者亦采用直流磁控溅射AlSi12纳米涂层及AlN扩散阻碍层,制备AlN/AlSi纳米多层膜钎料,当纳米涂层厚度达到2~3nm时,纳米多层膜复合钎料的熔点比无纳米涂层AlSi钎料(熔点为577℃)的下降了约230℃。Tillmann[31]等制备了具有铝-镍活性纳米多层膜的钎料,并进行了感应钎焊,其钎焊温度与传统钎料相比,降低130℃左右。
2 中温钎焊技术的发展
2.1 真空/气保护炉中钎焊技术
目前,常用的钛合金中温钎焊方法主要是在真空/气保护炉中进行钎焊,钎焊温度、保温时间等工艺参数是影响钛合金钎焊接头性能的重要工艺参数。
Elrefaey[32-33]等以 Ag-27.2Cu-12.5In-1.25Ti为钎料,对不锈钢和钛合金进行了真空钎焊,钎焊温度为650~850℃。他们发现,随着钎焊温度的升高,焊接区域的厚度随之减小,金属间化合物数量不断增加;当钎焊温度为750℃时,焊接接头良好,没有金属间化合物脆性相生成;当温度上升至800~850℃时,焊接接头中产生大量金属间化合物,包括TiCu、CuTi3、Cu2Ti等脆性相;抗剪强度试验发现,钎焊温度为750℃时,接头抗剪强度最大,为113MPa。另外,他们研究了同种钛合金间的真空钎焊工艺及性能,发现反应层的厚度随钎焊时间的延长而增大,钎料中金属元素的流失量随着反应层厚度的增加而增多;保温5min时,钎焊接头以银基固溶体为主,铜、铟和钛形成了TiCu、β-Cu4Ti等大量金属间化合物;保温90min时,钛的溶解度随之增加,铜、铟和钛形成了大量金属间化合物,银基固溶体区域不断缩小;抗剪试验结果表明,在750℃下保温30min,可得到最大抗剪强度为92.3MPa的钎焊接头。
Du[34]等采用 Ag-28Cu钎料对 Ti-6Al-4V 合金分别在不同温度下进行炉中钎焊,钎焊温度为800,850,900℃,保温1 200s。对焊接接头分析后发现,在 Ti-6Al-4V母材界面富集着银、铜、铜-钛金属间化合物,当钎焊温度为800℃时,获得了最大抗剪强度为80MPa的接头,断裂位置为钎料中间层靠近母材的一侧;随着钎焊温度的增加,钎焊接头中金属间化合物的数量、种类逐渐增多,钎焊接头富集Ti2Cu、Ti3Cu4等金属间化合物,接头强度逐渐降低。
Lee[27]等采用41.2Zr-3.8Ti1-10.0Ni-12.5Cu-22.5Be钎料对钛合金进行氩气保护炉中钎焊,钎焊温度分别为780,800℃,保温时间为10min。研究表明,随着钎焊温度的升高,钎焊接头的抗剪强度和伸长率逐渐增加,当钎焊温度为800℃时,钎焊接头的抗剪强度和伸长率最大,分别为397MPa和36%;通过对钎焊接头进行测试观察,发现钎焊温度低的试样在接头中心位置出现了成分偏析,而钎焊温度高的试样则没有变化,耐蚀性较好。
Troy[20]采用 Ag-24.4Cu-19.3Ge-1.0Ti钎料对Ti-6Al-4V合金蜂窝夹层结构进行氩气保护炉中钎焊,钎焊温度为510,593℃,前者保温24h,钎焊接头分别为搭接及T型对接。结果发现,当钎焊温度为593℃、拉剪试验环境温度为371℃时,搭接及T型对接接头的最大平均抗剪强度分别为82.05,82.74MPa。将T型对接接头置于盐雾环境中3h后,其抗剪强度与未进行盐雾腐蚀的接头相比未减小,耐蚀性良好。
2.2 PVD制备涂层结合炉中钎焊技术
采用物理气相沉积技术(PVD)可以在母材表面沉积金属涂层作为钎焊反应层。在炉中进行钎焊时,反应层能与基体形成低熔点的共晶或亚共晶组织,有效降低钎焊温度,减少高温钎焊产生的多种脆性金属间化合物,减少接头裂纹和气孔,提高接头的致密性及力学性能[35-37]。
Elrefaey[36]等以铜作为PVD阴极材料,分别在钛、普通碳钢表面离子溅射沉积厚度分别为7,10,15μm的铜涂层作为钎焊反应层,研究了钎焊保温时间、铜涂层厚度、铜沉积速率对钛/钛、钛/钢钎焊接头组织及力学性能的影响。结果发现,钛/钛、钛/钢接头中均存在Ti2Cu、TiCu、FeTi等金属间化合物,钛/钛接头的强度高于钛/钢接头的,而且钎焊接头的强度随着铜涂层的扩散消失而逐渐增大;铜涂层的厚度、钎焊保温时间是影响钎焊接头强度的重要因素。
2.3 复合钎焊技术
Yan等[38]使用锌-铝和锌-铝-硅钎料对钛和铝进行了超声波感应钎焊连接。前者接头形成了TiAl3脆性相,后者形成了Ti7Al5Si12相。分析认为,使用不同的钎料会引起接头物相的转变,超声波的作用以及钎料中添加硅是决定因素,这种转变有利于提高接头的性能。
北京工业大学研究者提出了一种超声辅助激光钎焊的焊接方法,他们采用铝-硅-锌基钎料,对无钎剂作用下的TiNi合金与钛合金的激光钎焊进行了探索性研究。陶博浩等[39]采用座滴法对铝基钎料在TiNi形状记忆合金表面的润湿铺展性进行了研究。当激光功率为470W、超声时间为1.0s时可以获得最大的铺展面积,为106.45mm2,润湿角约16°,通过分析不同铺展界面的组织可知,超声波的作用和激光功率是影响钎料在母材表面润湿铺展的重要因素。
3 结束语
基于先进航空钛合金会在750℃以上发生同素异构转变的特点,将钎焊温度控制在800℃以下的中温钎焊技术以及中温钎焊用钎料是研究钎焊钛合金的重要方向。目前,能够对钛及其合金进行钎焊用的中温钎料的品种较少。低熔点、成本低廉、成形性能较好且与钛基体相互作用较小的铝基中温钎料具有较好的发展和应用前景。
中温钎焊钛合金时,较高的钎焊温度以及较长的保温时间均会造成焊接接头界面形成大量的脆性金属间化合物,焊缝处会出现成分偏析现象以及较大的开裂倾向,影响钎焊接头的耐蚀性能及力学性能,因此航空钛合金中温钎焊工艺的控制非常关键。
将加入纳米颗粒层制备的复合钎料、物理气相沉积技术(PVD)、复合钎焊技术应用于钛合金钎焊,能够很好地降低钎焊温度,减少接头脆性金属间化合物,改善钎焊接头的性能,利用这些技术开展航空钛合金的中温钎焊研究具有创新性,将对航空钛合金中温钎焊技术的发展产生重要影响,也是今后发展的重要方向。
[1]莱茵斯,皮特尔斯.钛与钛合金[M].陈振华,译.北京:化学工业出版社,2005:292-305.
[2]黄张洪,曲恒磊,邓超,等.航空用钛及钛合金的发展及应用[J].材料导报,2011,25(1):102-107.
[3]ULUTAN D,OZEL T.Machining induced surface integrity in titanium and nickel:A review[J].International Journal of Machine Tools & Manufacture,2011,51:250-180.
[4]CHAU E T F,FRIEND C M,ALLEN D M,et.al.A technical and economic appraisal of shape memory alloys for aerospace applications[J].Material Science and Engineering:A,2006,438/440:589-592.
[5]宋鹏,朱颖,郭伟,等.TiNi形状记忆合金和TC4的激光焊接裂纹产生机理分析[C]//2011全国计算机辅助焊接工程学术研讨会论文集.大连:[出版者不详],2011:174-179.
[6]祝文卉,刘佳涛,曾维慷.钛合金线性摩擦焊工艺试验及焊接精度研究[C]//第16届全国焊接年会论文集.镇江:[出版者不详],2011:495-498.
[7]AKAMAN E,DEMIR A,CANEL T,et.al.Laser welding of Ti6Al4Vtitanium alloys[J].Journal of Materials Processing Technology,2009,209:3705-3713.
[8]YUE X,HE P,FENG J C,et.al.Microstructure and interfacial reactions of vacuum brazing titanium alloy to stainless steel using an AgCuTi filler metal[J].Materials Characterization,2008,59(12):1721-1727.
[9]LI W,MA T,ZHANG Y,et.al.Microstructure characterization and mechanical properties of linear friction welded Ti-6Al-4Valloy[J].Advanced Engineering Materials,2008,10(1/2):89-92.
[10]QIN Y,YU Z.Brazing of C/C composites and TC4with inserting Cu/Mo foils[C]//Proceeding of the 5thInternational Brazing and Soldering Conference.Las Vegas:[s.n],2012:291-295.
[11]SHAPIRO A E,FLOMY A.Brazing of titanium at temperatures below 800℃:review and prospective applications[R].Columbus,Ohio:Titanium Brazing Inc,2007.
[12]MAZUMDER J,STEEN WM.Microstructure and mechanical properties of laser welded Ti-6Al-4V[J].Metallurgical Transaction:A,1982,13:865-871.
[13]GANJEH E,KHORSAND H,SARKHOSH H,et.al.Investigation on braze joint strength and microstructure of Ti-CP with Ag and Ti base filler alloy[C]//Proceeding of the 5thInternational Brazing and Soldering Conference.Las Vegas:[s.n],2012:480-486.
[14]SHIUE R K,WU S K,CHEN Y T.Infrared brazing of Ti50Al50and Ti-6Al-4Vusing two Ti-based filler metals[J].Intermetallics,2008,16:1083-1089.
[15]TASHI R S,MOUSAVI S A A A.Mechanical and microstructure investigation of dissimilar vacuum brazing of Ti-6Al-4Vand 316Lstainless steel using pure copper braze alloy[C]//The 63thAnnual Assembly &International Conference of the International Institute of Welding.Istanbul:[s.n],2010:797-802.
[16]LAI Z M,XUE S B,HAN X P,et.al.Study on microstructure and property of brazed joint of AgCuZn-X(Ga,Sn,In,Ni)brazing alloy[J].Rare Metal Material and Engineering,2010,39(3):397-400.
[17]薛松柏,钱乙余,胡晓萍.元素锡、铟在银基钎料中的作用及其机理[J].焊接,1998(11):28-31.
[18]张冠星,龙伟民.微量元素Ce、Sb、Li对银基钎料润湿和抗氧化性能的影响[J].金属铸锻焊技术,2011,40(13):4-6.
[19]SISAMOUTH L,HAMDI M,ARIGA T.Investigation of gap filler ability of Ag-Cu-In brazing filler metals[J].Journal of Alloy and Compounds,2010,504:325-329.
[20]TROY WC.Development of low temperature brazing alloys for titanium honeycomb sandwich materials[R].Ohio:Directorate of Materials and Processes Aeronautical Systems Divisions,1963.
[21]DONG Z H,FAN H Y.Effect of Ag-based brazing filler metals on Ti alloy[J].Rare Metal Material and Engineering,2004,32(3):14-18.
[22]李玉龙,杨瑾,禹业晓.钛及钛合金钎焊特点及现状[J].金属铸锻焊技术,2011,40(9):130-136.
[23]TAKEMOTO T, NAKAMURA H, OKAMOTO I.Strength of titanium brazed joint with aluminum filler metals[J].Transactions of Japan Welding Reasearch Institute,1990,19(1):45-49.
[24]CHANG S Y,TSAO L C,LEI Y H,et.al.Brazing of 6061 aluminum alloy/Ti-6Al-4Vusing Al-Si-Cu-Ge filler metals[J].Journal of Materials Processing Technology,2012,212:8-14.
[25]SHAPIRO A E,FLOMY A.New aluminum-based coldrolled and composite braze foils for brazing titanium below 700℃[C]//Proceeding of the 5thInternational Brazing and Soldering Conference.Las Vegas:[s.n],2012:427-432.
[26]SHAPIRO A E,FLOMY A.Characterization of low-melting brazing foils of Al-Mg,Al-Ag-Cu and Al-Cu-Si alloys designed for joining titanium[C]//Proceeding of 9thInternational Brazing and Soldering Conference.Aachen:[s.n],2010:13-16.
[27]LEE J G,CHOI Y H,LEE J K.Low-temperature brazing of titanium by the application of a Zr-Ti-Ni-Cu-Be bulk metallic glass(BMG)alloy as a filler[J].Intermetallics,2010,18:70-73.
[28]熊华平,李红,毛唯,等.国际钎焊技术最新进展[J].焊接学报,2011,32(5):108-112.
[29]JANCZAK-RUSCH J,PIGOZZI G,LEHMERT B,et.al.Deposition and utilization of nano-multilayered brazing filler systems designed for melting point depression[C]//Proceeding of the 5thInternational Brazing and Soldering Conference.Las Vegas:[s.n],2012:162-168.
[30]JANCZAK-RUSCH J.Approach for Al brazing with nano filler metals[C]//7thInternational Congress Al-Brazing.Dusseldorf:[s.n.],2012.
[31]TILLMANN W.New developments toward low-temperature joining of light-alloys[D].Germany:Dortmund University of Technology,2011.
[32]ELREFAEY A,TILLMANN W.Correlation between microstructure,mechanical properties,and brazing temperature of steel to titanium joint [J].Journal of Alloys and Compounds,2009,487:639-640.
[33]ELREFAEY A,TILLMANN W.Effect of brazing parameter on microstructure and mechanical properties of titanium joints[J].Materials and Processing Technology,2009,209:4842-4849.
[34]DU Y C,SHIUE R K.Infrared brazing of Ti-6Al-4Vusing two silver-based braze alloys[J].Journal of Materials Processing Technology,2009,209:5161-5166.
[35]TILLMANN W,OSMANDA A M,WOJARSKI L.Diffusion brazing of Al-alloys for hybrid structures[J].Quarterly Journal of the Japan Welding Society,2009,27(2):179-182.
[36]ELREFAEY A,WOJAISKI L,TILLMANN W.Recent development in brazing titanium and titanium/steel joints using filler metal deposited by PVD technique[C]//Proceeding of the 5thInternational Brazing and Soldering Conference.Las Vegas:[s.n],2012:369-374.
[37]TILLMANN W,ELREFAEY A,WOJARSKI L.TLP brazing of aluminum to steel using Cu,Ni and Ti interlayer[C]//Proceeding of the 5thInternational Brazing and Soldering Conference.Las Vegas:[s.n],2012:493-498.
[38]YAN J,MA Z,ZHAO W,et.al.microstructure and mechanical behavior of intermetallic compounds at the interface between titanium and titanium alloys by hot-dipping and ultrasonically brazing[C]//Proceeding of 9thInternational Brazing and Soldering Conference.Aachen;[s.n],2010:201-205.
[39]陶博浩,李红,栗卓新.超声辅助激光钎焊铝基钎料在钛基合金表面润湿铺展性能的研究[C]//第十七次全国焊接学术会议论文集.长沙:[出版者不详],2012:500-505.