低品位红土镍矿氧化焙烧—硫酸浸出试验研究
2013-09-27马卫红樊丽丽訾建新
马卫红,樊丽丽,曾 钦,訾建新
(内蒙古矿产实验研究所,内蒙古 呼和浩特 010031)
我国镍资源中,氧化镍矿约占55%,硫化镍矿约占28%,海底镍锰结核中的镍约占17%[1-2]。氧化镍矿虽然储量很大,但由于技术和经济等原因没有得到大规模开发。随着世界硫化镍矿资源的日渐消耗,红土镍矿的开发利用近年来已成为研究热点[3-7]。试验针对某地红土镍矿,研究了先氧化焙烧,然后用酸浸出镍。
1 试验部分
1.1 矿石性质
红土镍矿中的镍主要以氧化镍、硅酸镍形式富集在蛇纹石中,少量赋存在绿泥石、滑石中。以蛇纹石为主的镍矿物集合体在表生风化层中形成土状混合物,是可利用的镍矿资源。矿石多元素化学分析结果见表1。

表1 化学多元素分析结果 %
1.2 试剂与设备
试验所用主要试剂为98.3%的浓硫酸,水为自来水。
试验所用设备有:球磨机,SX2-4-13型马弗炉,SHZ-D(III)循环水真空泵,D-840/WZ型电动搅拌器(天津市兴华科学仪器厂),Optimal5300DV型电感耦合等离子体-原子发射光谱仪(ICP-AES,美国Perkin-Elmer公司),烘箱等。
1.3 试验方法
将红土镍矿自然风干,破碎至一定粒度。每次取一定质量样品于瓷坩埚中并置于马弗炉中焙烧,焙砂在一定条件下用硫酸浸出,考察焙烧及浸出条件对镍浸出率的影响。
2 试验结果与讨论
2.1 磨矿细度对镍浸出率的影响
矿石在800℃下焙烧3h,然后在70℃下用硫酸浸出60min,控制液固体积质量比1∶1,考察矿石细度对镍浸出率的影响。试验结果如图1所示。可以看出,随矿石粒度减小,镍浸出率先增大后减小。综合考虑,磨矿细度以-0.074mm占75%为宜。

图1 磨矿细度对镍浸出率的影响
2.2 焙烧温度对镍浸出率的影响
矿石粒度-0.074mm占75%,不同温度下焙烧3h,浸出温度70℃,浸出时间60min,液固体积质量比1∶1。焙烧温度对镍浸出率的影响试验结果如图2所示。可以看出,随焙烧温度升高,镍浸出率先增大后减小,变化较大。综合考虑,确定焙烧温度以800℃为宜。
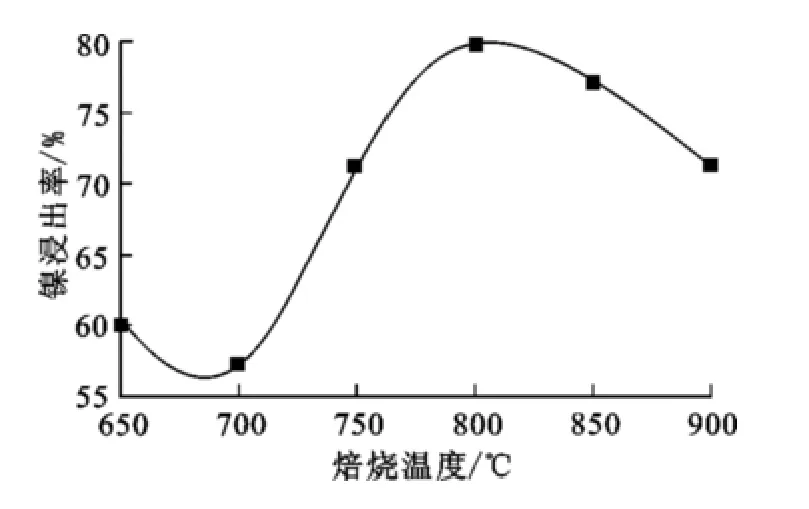
图2 焙烧温度对镍浸出率的影响
2.3 焙烧时间对镍浸出率的影响
矿石粒度-0.074mm占75%,焙烧温度800℃,浸出温度70℃,浸出时间60min,液固体积质量比1∶1。焙烧时间对镍浸出率的影响试验结果如图3所示。可以看出,焙烧时间越长,镍浸出率越高。但延长焙烧时间会降低生产效率,增加生产成本,所以,综合考虑,确定焙烧时间以2h为宜。

图3 焙烧时间对镍浸出率的影响
2.4 浸出温度对镍浸出率的影响
矿石粒度-0.074mm占75%,焙烧温度800℃,焙烧时间2h,浸出时间60min,液固体积质量比1∶1。浸出温度对镍浸出率的影响如图4所示。可以看出:随浸出温度升高,镍浸出率先增大后减小;浸出温度为70℃时,镍浸出率最高。综合考虑,确定最佳浸出温度为70℃。
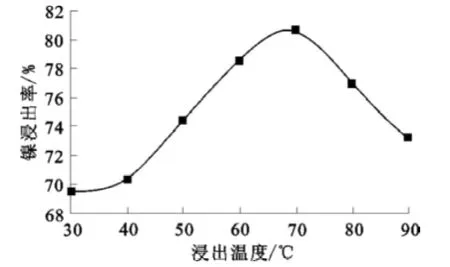
图4 浸出温度对镍浸出率的影响
2.5 浸出时间对镍浸出率的影响
矿石粒度-0.074mm占75%,焙烧温度800℃,焙烧时间2h,浸出温度70℃,液固体积质量比1∶1。浸出时间对镍浸出率的影响如图5所示。可以看出,随浸出时间延长,镍浸出率先增大后减小。综合考虑,确定适宜的浸出时间为80min。

图5 浸出时间对镍浸出率的影响
2.6 液固体积质量比对镍浸出率的影响
矿石粒度-0.074mm占75%,焙烧温度800℃,焙烧时间2h,浸出温度70℃,浸出时间80min。液固体积质量比对镍浸出率的影响如图6所示。可以看出,随液固体积质量比增大,镍浸出率变化较大;液固体积质量比为1.5∶1时,镍浸出率最高。所以,确定最佳液固体积质量比为1.5∶1。

图6 液固体积质量比对镍浸出率的影响
3 结论
采用焙烧—酸浸工艺从红土镍矿中浸出镍,浸出效果较好。最佳工艺条件为:矿石粒度-0.074mm占75%,焙烧温度800℃,焙烧时间2h,浸出温度70℃,浸出时间80min,液固体积质量比1.5∶1。最佳条件下,镍浸出率达81%左右。
[1]龙艳.红土镍矿湿法处理及研究[J].湖南有色金属,2010,25(6):24-27.
[2]何焕华.氧化镍矿处理工艺评述[J].湿法冶金,2004,23(4):191-194.
[3]刘摇,丛自范,王德全.对低品位镍红土矿常压浸出的初步讨论[J].有色金属,2007(5):28.
[4]齐建云,马晶,朱军,等.某进口红土镍矿湿法冶金工艺试验研究[J].湿法冶金,2011,30(3):214-217.
[5]王云.用浸出-沉淀法从浮选尾矿中回收镍[J].有色金属,2001(4):26-28.
[6]韩朝辉,竺培显,周亚平,等.高能场作用下低品位红土镍矿的浸出研究[J].湿法冶金,2012,31(3):141-143.
[7]赵天从.重金属冶金学[M].北京:冶金工业出版社,1981:125-127.