快速直取式刀库结构研究
2013-09-27高永强
李 梅 高永强 马 骋
(大连机床集团有限责任公司,辽宁大连 116022)
刀库是数控机床的重要组成部分,刀库结构设计也是机床结构总体设计阶段的重点。本论文研究的快速直取式刀库是大连机床集团有限责任公司五轴加工中心研发项目组在研发新产品VDU1000墙式五轴加工中心时,为适应整机结构布局而研发的一种新的刀库结构。
1 主机结构布局及刀库结构
VDU1000墙式五轴加工中心的结构布局如下:
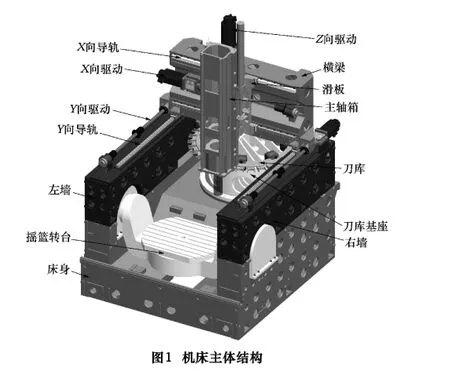
(1)机床主体结构采用“由”型结构,床体采用分体式U型结构,由床身、左墙、右墙及刀库基座组成;
(2)通过三导轨三滑块支撑的横梁在床体上前后运动(Y向),起交通枢纽作用的滑板在横梁上左右移动(X向),主轴箱在滑板上上下运动(Z向);
(3)三向进给导轨均采用超高负载型的滚柱直线导轨,三向进给传动均采用伺服电动机通过弹性联轴器与高速滚珠丝杠直联的方式;
(4)工作台结构为双力矩电动机驱动的A/C双轴摇篮转台结构;
(5)刀库安装在刀库基座上,刀库基座与床身联接融为一体。
如图1,由于床体由床身、左墙和右墙组成,并将双轴摇篮转台两侧耳轴镶嵌到机床两侧墙上,从机床前面看上去,主机架成“由”型结构,因此,称之为墙式五轴加工中心。VDU1000墙式五轴加工中心X/Y/Z三向导轨均采用高速、高刚性的高性能直线滚动导轨副,Y向采用三导轨三滑块的三点支撑、双驱动结构,Z向配置氮气平衡装置,提高了机床的动态性能,达到理想的动力平衡。滚珠丝杠经预拉伸增加了传动刚度,消除了部分因高速运动产生的受热变形,从而确保了机床的定位精度和重复定位精度。刀库位于床身后侧,既节省空间,又有效减少换刀时的辅助时间。
VDU1000墙式五轴加工中心主要参数:X/Y向行程1 100 mm,Z向行程750 mm,A轴摆角范围(绕X轴摆动)±130°,C轴旋转角范围(绕Z轴旋转)360°,工作台面直径φ1 150 mm,工作台最大载重2 000 kg。
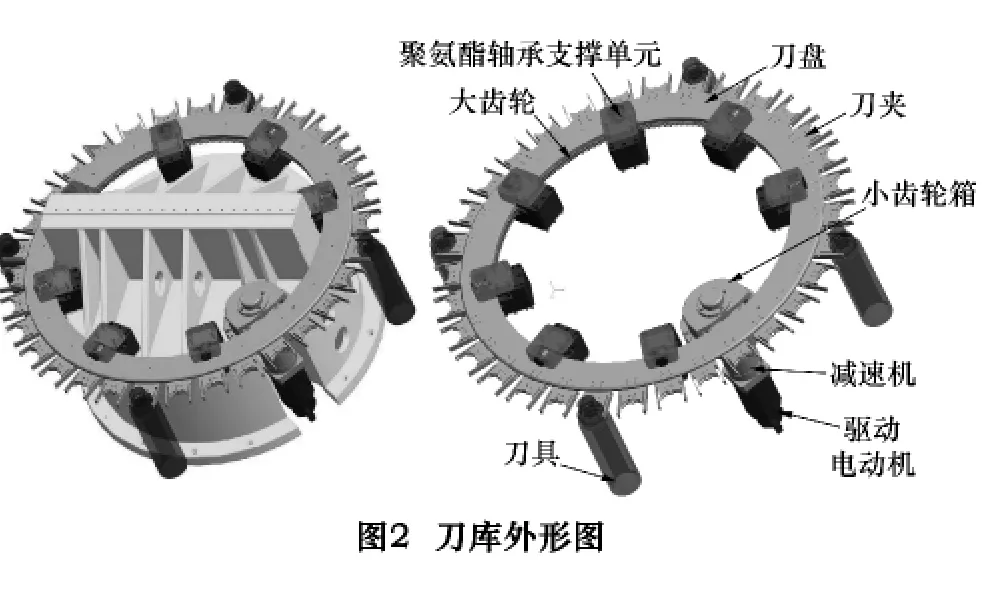
对于墙式五轴加工中心,刀库所在的位置以及结构型式直接影响机床的生产效率。快速直取式换刀系统结构是为满足墙式五轴加工中心结构布局的要求以及高速切削、快速换刀、低噪声的要求,根据墙式五轴加工中心的自身特点,自主研发的一种刀库结构形式。如图2所示。
2 刀库的原理、结构设计及性能指标
2.1 刀库原理
快速直取式刀库是一种无臂式换刀装置,由伺服电动机驱动,通过减速机降速,再由与减速机直联的小齿轮带动与大齿轮刚性连接的刀盘来实现刀库换刀动作。刀库的环形刀盘通过七组小型聚氨酯轴承支撑单元支撑,支撑单元与刀库基座刚性连接安装在床身上,七组小型聚氨酯轴承支撑单元替代了大型的支撑轴承,既缩小了空间,也降低了成本。
刀库换刀时间是体现加工中心高速度的一个重要参数,它是机床辅助时间的主要组成部分,直接关系到机床的加工效率。VDU1000墙式五轴加工中心主轴松拉刀和刀具交换两个动作相互独立,它们有各自的动力源,机床数控系统通过电信号控制两者相互动作的时间和顺序(即电子互锁)。
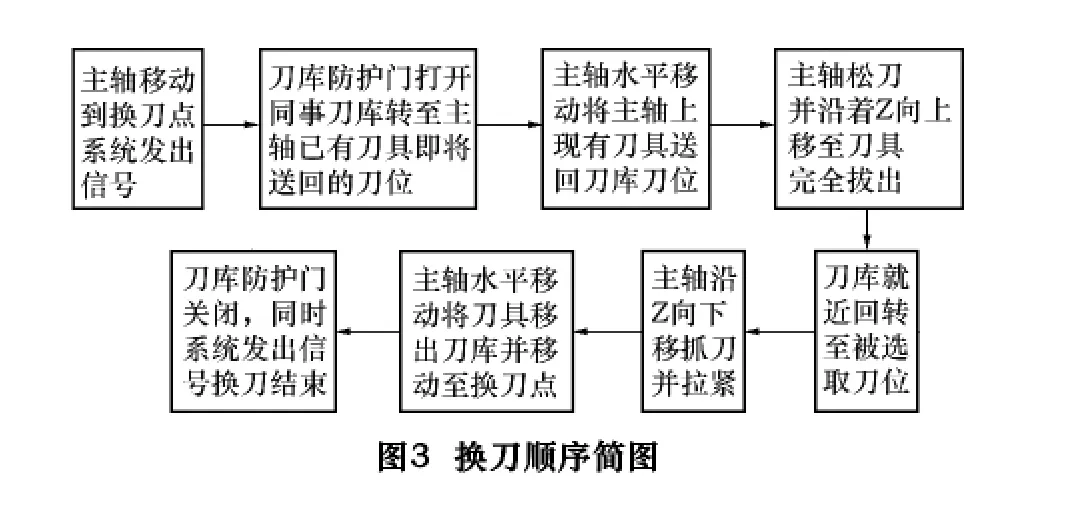
换刀顺序简图如图3所示。
其动作顺序如下:
(1)主轴移动到换刀点,即X=550 mm、Y=1 100 mm、Z=552.5 mm位置处,此时系统发出换刀动作开始信号。
(2)刀库防护门打开,同时刀库转至主轴已有刀具即将送回的刀位(32把HSK A100刀库每回转一个刀位,电动机回转4.562 5 r)。
(3)主轴沿Y轴向刀库方向移动400 mm,将主轴上现有刀具送回刀库刀位。
(4)主轴松刀并沿Z轴向上移动至刀具完全拔出,主轴沿Z轴向上移动80 mm(HSK A100刀柄顶端至主轴结合面长度为50 mm)。
(5)刀库就近回转至被选取刀位,主轴沿Z轴向下移动80 mm,抓刀并拉紧。
(6)主轴沿Y轴向远离刀库方向移动400 mm,将刀具移出刀库并移动至换刀点。
(7)刀库防护门关闭,同时系统发出信号,换到结束。
换刀时,由伺服电动机驱动刀库回转至系统指定的刀位,由主轴来完成换刀动作。主轴沿Y、Z向移动以及刀库回转选刀位都是由伺服电动机驱动来完成,因此,整个系统响应速度快,刀具交换时间短,换刀动作高速、平稳、流畅。
2.2 刀库结构设计
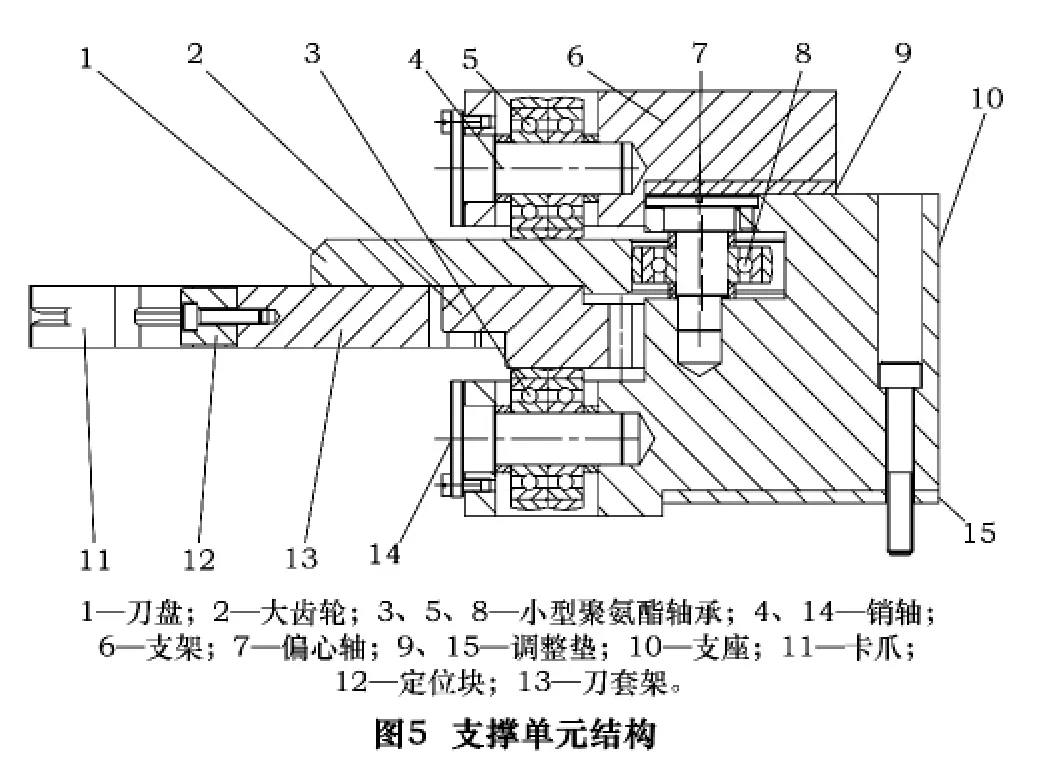
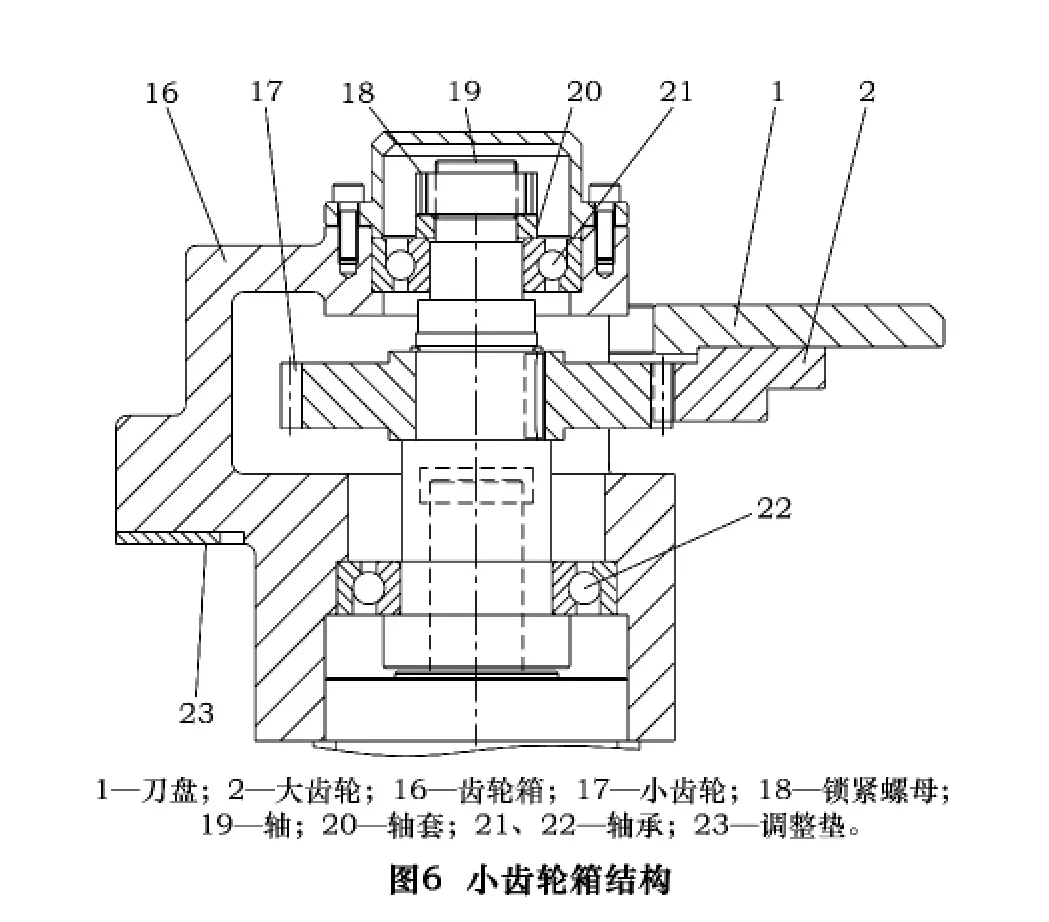
刀库结构剖视图如图4所示。小型聚氨酯轴承支撑单元结构放大视图如图5所示。小齿轮箱结构放大视图如图6所示。
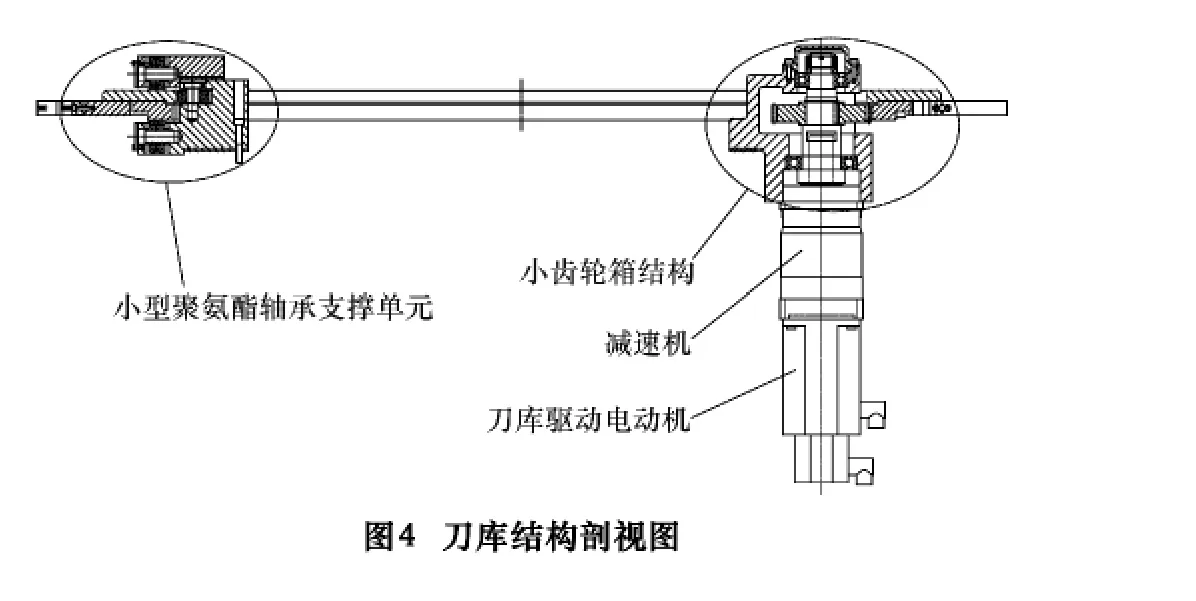
将七组小型聚氨酯轴承3和销轴14以及小型聚氨酯轴承8和偏心轴7与支座10组装好后,加上调整垫15安装在刀库基座上;小齿轮箱安装好安装在基座上;将齿轮刀库的环形刀盘1和大齿轮2刚性连接体放置在七组小型聚氨酯轴承支撑单元上,通过配磨调整垫15,使安装在刀盘1上的由卡爪11、定位块12和刀套架13组装成的刀套组件(HSK A100刀库32组刀套)处于同一水平面上;再通过配磨调整垫23,使小齿轮与大齿轮上齿面保持平齐。接下来调整偏心轴7,使大、小齿轮良好啮合,七组小型聚氨酯轴承8与刀盘1完全抵紧;最后将销轴4、小型聚氨酯轴承5与支架6组装好,加上调整垫9安装在支座10上,通过配磨调整垫9,使小型聚氨酯轴承5压紧刀盘。

表1 刀库性能指标

表2 刀库实际的考核指标
2.3 刀库的性能指标
(1)根据主机的设计要求,确定刀库的性能指标如表1所示。
通过校核计算及选型,确定了刀库传动系统的动力参数和执行元件规格。减速机减速比为20,设计齿轮的传动比为7.3,因此,32把HSK A100刀库,每回转一个刀位,电动机回转的转数为:

(2)根据产品样机试验,刀库的实际考核指标如表2所示。
总之,快速直取式刀库是一种无臂式换刀装置,刀库由伺服电动机驱动,其环形刀盘通过七个小型聚氨酯轴承支撑单元支撑,支撑单元与刀库基座刚性连接安装在床身上,七组小型聚氨酯轴承支撑单元替代了大型的支撑轴承,既缩小了空间,也降低了成本,每台可降低成本万元以上,是具有创新结构的低成本高性能刀库,使整机结构更加紧凑。整个结构具有运行平稳、流畅、噪声低、结构简单以及安装方便等优点。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2008.
[2]冯辛安.机械制造装备设计[M].北京:机械工业出版社,2006.
[3]苏金明,阮沈勇,王永利.MATLAB工程数学[M].北京:电子工业出版社,2005.
