基于提高机床加工精度的装配预紧技术研究应用*
2013-09-27王海涛李初晔
王海涛 李初晔
(中国航空工业集团公司北京航空制造工程研究所,北京 100024)
1 概述
数控机床的精度可分为静态精度和动态精度,我们通常所说的机床精度是指静态精度,它主要包括几何精度、运动精度、传动精度和定位精度等。机床的加工精度受静态精度、动态精度、刚度、抗振性、热稳定性、磨损等的影响。静态精度虽不能完全反映机床的加工精度,但也起着决定性的作用。不同类型和不同加工要求的机床,对静态精度有不同的要求,它主要取决于机床零部件的加工和装配精度。
在数控机床整个的生产制造过程中,保证加工出合乎精度要求的零件是前提和基础,然而要想达到机床所需的加工精度要求,其中的装配工作非常关键。装配质量的优劣,也即装配精度的高低,最终决定整机的加工精度、运行稳定性和可靠性。通过研究分析,借鉴以前积累的设备装配经验,合理有效地选择关键装配点并加以控制,对提高数控机床的加工精度能起到保证作用,装配预紧技术就是其中之一,预紧主要针对预紧力和预紧量两部分进行量化并实施。
2 问题现状
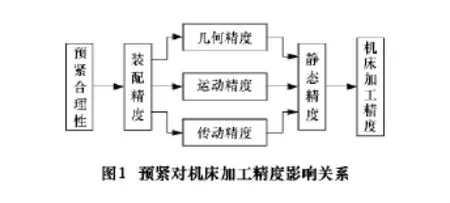
在数控机床的装配过程中,需要施加预紧的部分比较普遍。预紧操作的合理与否,将直接影响主轴的回转精度、传动部件的运行精度以及轴承的使用寿命等,势必最终影响数控机床的加工精度,其影响作用如图1所示。
以某型机床为例,就包括诸如主轴轴系轴承的预紧(如图2所示)、传动部件中滚珠丝杠两端支承轴承的预紧(如图3所示)、滚珠丝杠本身的整体预紧(如图4所示)、线性导轨滑轨固定的预紧(如图5所示)以及机床重要零部件联接处的螺纹预紧(如图6所示)等,都是机床装配时非常重要的关键点。因此,严格控制这些部位预紧力的大小,对整机的装配质量以及精度保持性,将起到至关重要的作用。
众所周知,受传统装配习惯以及某些客观条件的限制,在实际的装配过程中,我们常常忽视预紧这项工作,没有一个比较确切的数值来加以科学的量化,一般仅凭自己的经验施加预紧力和预紧量的大小,这样的结果往往导致机床零部件装配的不均衡性,也就是说,即使同一个人预紧多台同类设备的同一部位,因受时间、环境和个人等因素的影响,所得到的结果也会不同;那么,不同的人预紧同一个部位的零部件,受工作方式、个体差异等的影响,往往相差会更多。因此,对于装配时的预紧,尤其是关键部位的预紧,必须能够量化,统一标准,以提高装配预紧的精度,为确保整机的加工精度奠定坚实的基础。
3 具体实施
3.1 主轴轴系预紧
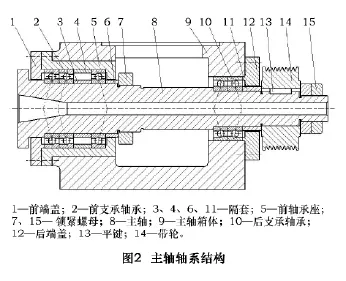
主轴箱是数控机床的关键部件,主轴轴系结构(如图2所示)的性能对工件的加工质量和机床效率都产生很大的影响。主轴刚度是主轴的重要性能之一,它在一定程度上反映了机床抵抗外载荷的能力,尤其是对精密机床的性能影响更为显著。由于精密机床主轴一般是滚动轴承支承,为保证主轴系统具有优越的刚度、回转精度、热特性等静动态特性,一般都在机床主轴装配过程中,必须采用预紧技术,预紧方式有多种,这里不再一一赘述。另外,对于预紧力的大小,通常根据以往的使用经验和众多权威的实验结果来最终确定。特别注意的是,如果轴承预紧力过大,一者会使轴承的温升升高过快,使其寿命大大减少;二者,往往导致角接触球轴承在高速运行时,出现“咬死”现象,破坏整个主轴的功能。因此,适当地施加预紧力,既要保证轴承的游隙,又能提高主轴的回转精度,两者缺一不可。
如图2所示,要达到上述目的,就要对7、15两处的锁紧螺母施加较为准确的预紧力。
对于前支承处的轴承预紧,首先要根据轴承型号和等级,掌握轴承的游隙大小,通过修磨内、外隔套3和4,以得到合理的轴向游隙;然后根据主轴承载大小、转速和轴承的直径等参数,选择轴向预紧力F,根据以下公式可计算出拧紧扭矩:

式中:T0为拧紧扭矩,N·m;k为扭矩系数,一般取k=0.15~0.2;F为预紧力,N;d为螺纹直径,mm。
最后根据结果,使用扭矩扳手设定相应的数值,将锁紧螺母7拧紧。
对于后支承处轴承的预紧,也需要根据切削力、转速等参数,参照工况,计算出主轴的温升后的伸长量,然后根据轴承参数,在充分考虑轴承轴向游隙的基础上,选择合理的预紧力,通过修磨隔套11,来实现轴承的预紧和主轴热伸长量的适量补偿。同样,拧紧扭矩由式(1)计算得到。
装配现场完成后,在试运行时,可以通过对主轴的回转精度、温升和噪声等进行相应的测量进行验证。
3.2 丝杠支承预紧
传动部分滚珠丝杠(如图3所示)的预紧与主轴轴承有相通之处,两端固定支承,只是滚珠丝杠轴承一般采用60°推力角接触球轴承,这样可以获得较高的抗拉压刚度。
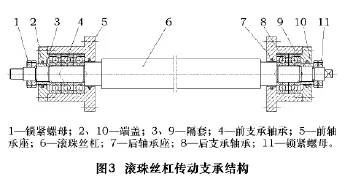
该支承结构中,前、后支承处分别是三个一组和两个一组的角接触球轴承,主要是通过预紧1、9两处的锁紧螺母,调整好前后轴承的轴向游隙,以保证传动时的回转精度和滚珠丝杠的支承刚度。
在选择成组的滚珠丝杠支承专用轴承时,最好选择精度符合要求的任意配对组合的角接触球轴承组,这样既能保证使用精度,调整轴向间隙时也比较简单易行。轴向游隙的控制,以前端支承为例,可以在测量后,通过修磨隔套3的厚度来实现,这样较为简单;对于预紧力的选择,根据机床工作台传动时的工况和承受载荷大小,确定轴承型号后,参照轴承供应商提供的数据,结合本公司的经验值,最终确定并应用,计算出拧紧力矩后,通过预紧锁紧螺母完成。
滚珠丝杠前、后支承的实现流程相同。
3.3 丝杠整体预紧
对于滚珠丝杠的整体预紧,也即预拉伸,是为了补偿丝杠工作时的热伸长而采取的措施,可以大大提高丝杠传动的刚度、精度和可靠性。
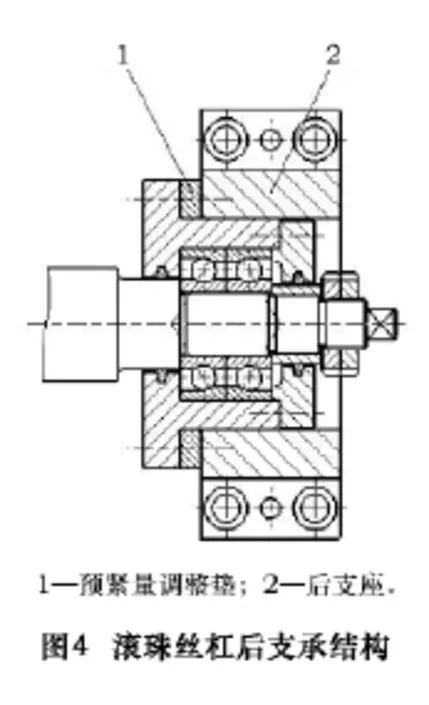
丝杠的整体预紧可以通过不少结构加以实现,这里只介绍比较简单的一种(如图4所示)。在滚珠丝杠后支承处和后支座2之间加一预紧量调整垫1,该调整方式相对简单可靠。
首先计算出丝杠的热伸长量 Δl0,根据热伸长量公式:Δl0= α0lΔt,其中 α0为热膨胀系数,查《机械设计手册》手册,钢为 11×10-6(1/℃);l为丝杠有效长度(mm),已知l=1 600 mm;Δt为丝杠的温升(℃),根据以往经验,温升值取Δt=3.5 ℃,于是计算得:Δl0≈0.06 mm。
在实际对丝杠进行整体预拉伸时,还应考虑工作状态,根据滚珠丝杠的轴向刚度和轴向载荷的大小,由式Δl1=F1/K1(其中F1为滚珠丝杠轴向载荷;K1为滚珠丝杠轴向刚度),可以计算出滚珠丝杠的轴向载荷产生的轴向位移量 Δl1的数值,该处经计算 Δl1≈0.015 mm。
因此可以得出,滚珠丝杠的位移量δ总=Δl0+Δl1≈0.075 mm。然后,根据δ总的数值,在对滚珠丝杠进行整体预紧时,适当将预紧量调整垫的厚度去除量δ等于或略大于δ总,即δ≥0.075 mm,这样当滚珠丝杠热伸长时,预拉伸力就会减小甚至消失,从而大大降低或消除行程误差,最终达到提高丝杠运行精度的目的。需要指出的是:对于滚珠丝杠所受轴向载荷较小的传动,Δl1可以忽略不计。
3.4 线性导轨预紧
线性导轨的安装预紧(如图5所示)包括导轨和滑块的预紧两部分。设计时确定下线性导轨副的型号后,一般按照生产商产品样本或者使用说明书里提供的紧固螺钉所需的拧紧力矩,就能保证线性导轨副的运行精度和刚度。
另外,假如线性导轨生产商没有提供拧紧力矩,可以通过查阅相关行业推荐标准,并结合以前装配时的经验值,来确定滑块和导轨的紧固用螺钉的拧紧力矩。

再者,还可以根据机床对传动部件的要求,对相关的零部件建模后,模拟线性导轨使用时的工况和载荷情况,使用ANSYS或其他有限元辅助软件,进行初始条件设置、施加载荷以及划分单元等工作,如图6所示。通过分析计算,得到导轨副受力变形和紧固螺钉处所受到的拉压力,再按照式(1),也可计算出相应的拧紧力矩,在实施紧固时作参考使用。
3.5 重要联接处预紧
每台机床都存在重要零部件之间的联接(如图7所示),这些联接处的紧固螺钉或螺栓,其预紧力的合理与否,对于零部件在工作状态时的承载能力影响很大,尤其是抗动载的能力。因此,应结合机床工作实际和联接处零部件的受力情况,对紧固件施加适当的拧紧力矩,确保这些重要联接处的可靠性和有效性。
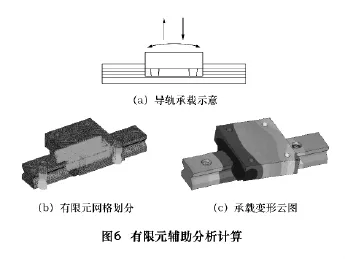
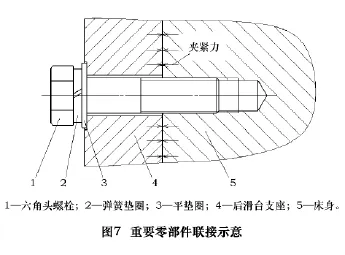

表1 实施预紧控制前后机床重要指标对比

表2 加工件相关指标测量值
对于重要联接处预紧力的大小,一是,参照国家行业标准的推荐值选取;二是,参考相关专业公司的数据进行选取;三是,同样借助有限元软件,通过模拟工况,分析计算,并对结果进行对比处理后选取。
4 加工验证
在机床的装配过程中,按照工艺要求,把以上各处预紧列为重点工序,严格控制预紧力或预紧量的大小,对该型数控机床实施装配,并与原来没进行预紧力控制的同型机床进行了比较,相关测量数据如表1和表2所示。
通过以上数据,我们可以看出,严格控制装配过程中预紧操作,在一定程度上可以改善机床相关零部件的联接精度和受力状态,并提高了设备的静态精度、动态精度以及加工精度,从而使数控机床的整体水平和档次得到较大提升,为企业参与市场竞争提供了坚实的技术保障。
5 结语
本文对机床装配过程中的预紧技术进行了较为深入的研究分析,并对预紧力和预紧量的大小提供了量化依据,通过机床自身的精度检验和生产加工验证,使我们对预紧技术应用的重要性有了系统的认识。综上,可以得到以下几点理解和认识:
(1)预紧技术内涵较大,在机床装配过程中应用十分普遍,这里只是列举了比较有代表性的部分,并不说明其他部分不重要,所以对于需要预紧的任何地方,都要引起足够的重视。
(2)机床设计人员在确定预紧力时,要兼顾各方面的因素,一定要权衡刚度、变形量和寿命等之间的利弊,使之尽可能处于最佳状态。
(3)对于不同的加工设备、不同的加工精度以及不同的工况,进行预紧力计算时,要加以区别,合理选取相关参数,以最大限度地保证预紧力或预紧量的准确性。
(4)预紧技术的研究,理论和经验固然重要,但还要结合实际,在一定范围内,可借助直观性较强的有限元软件,对预紧处的承载变形、热变形等进行分析计算,以校核、验证装配时的预紧操作,提高装配的可靠性。
(5)提高机床装配人员对预紧技术的认知度,是保证机床精度的重要基础工作之一。
[1]徐灏.新编机械设计师手册:上册[M].北京:机械工业出版社,1995.
[2]王海涛,李初晔.基于力学分析的主轴轴系结构优化设计[J].制造技术与机床,2011(7):76-79.
[3]现代实用机床设计手册编委会.现代实用机床设计手册:上册[M].北京:机械工业出版社,2006.
[4]戴曙.金属切削机床设计[M].北京:机械工业出版社,1981.
[5]刘泽九,贺士荃.滚动轴承的额定负荷与寿命[M].北京:机械工业出版社,1982.
[6]王启义.中国机械设计大典[M].南昌:江西科学技术出版社,2002.
[7]中华人民共和国机械行业标准.JB T 5994-92装配通用技术要求[S].机械标准研究所,1992.
[8]机床设计手册编写组.机床设计手册:第三册[M].北京:机械工业出版社,1986.
