大型弧齿轮铣刀片及刃磨工装
2013-09-29张金全张振宇郑惠玲
张金全 张振宇 郑惠玲
(①河南南阳二机石油装备集团有限公司,河南南阳 473006;②山东祥通橡塑集团有限公司,山东济宁 272000)

弧齿锥齿轮铣刀(盘)分粗切铣刀、全工序铣刀和精切铣刀3大类,其中精切铣刀一般分为双面切削铣刀、单面内切铣刀和单面外切铣刀3种基本形式。双面切削精铣刀盘分别有一个基准内切刀片和一个基准外切刀片。如果铣刀盘上只有一个基准内切刀片的是单面内切铣刀,只有一个外切刀片的是单面外切铣刀。铣刀还可以分为右旋铣刀和左旋铣刀两类,面对铣刀的正面看去,切齿时顺时针方向旋转为左旋,逆时针方向旋转的为右旋,图1所示的为右旋双面精切弧齿铣刀盘。一般情况下,公称直径为18英寸以下的弧齿铣刀刀片用钝后,以整体形式在专用的锥齿轮铣刀盘刃磨机上进行磨削,然后在专用的弧齿铣刀盘检查机上检查刀盘精度。但是,对于石油机械、大型矿山机械等大功率、重型机械传动中使用的、模数大于15 mm的弧齿轮,需要使用更大的铣刀盘切削加工,如目前常用的有21、24、28、32和40英寸等,刀片用钝后需要找到合适的方法磨削。使用专用的锥齿轮铣刀盘刃磨机磨削是一种方法,使用普通设备结合设计合适工装的方法,也很好地解决了大型弧齿轮铣刀片前面刃磨问题。
1 弧齿铣刀片
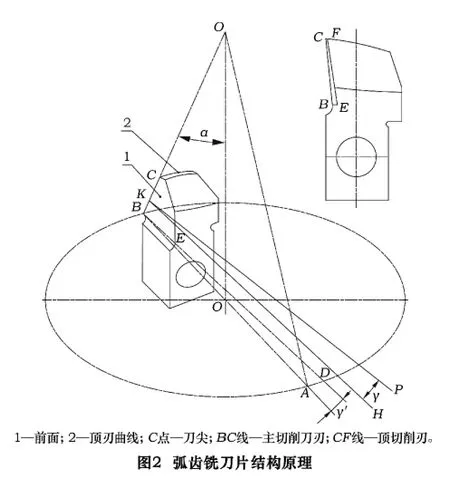
如图2,弧齿铣(内切削)刀片结构形状及名称,图中右上角为铣刀片二维平面简图。在生产中,刀片使用钝了需要磨削其前面,使其切削刃(前面与主后面相交形成的BC线)保持锋利,根据弧齿轮铣削加工的共轭原理,切削刃BC线是其被加工工件对滚圆锥的一部分,铣刀盘切削加工时的回转轴线即图中OO线,切削刃BC与轴线的夹角形成铣刀片的齿形角α(一般 α <20°,公称直径40 英寸的 α 取18°45'左右),刀片的前面与其回转轴切面OBD(基面)形成一个倾角γ'即刀片的端面前角,K点为切削刃BC上任一点,KP线经过刀片的前面,KH平行于基面,HKP组成的平面垂直于刀刃BC线,则∠HKP=γ就是铣刀片在K点处的法面前角。刀刃BC线所在的主后面与圆锥面形成的夹角为主后角。铣刀片的刃磨只磨削前面,为了保证磨削前面后铣刀片的齿形角保持不变,铣刀片的主后面和副后面设计成阿基米德螺旋面。其顶刃所在的曲线2是在其阿基米德螺旋面(主后面)上的螺旋线,其螺旋升角即为顶刃(CF线)后角,磨削前面时前角γ值一般取10°~25°,其他角度使用过程中不磨削,保持制造时的角度值不变。
2 刃磨工装的设计
2.1 工装结构与工作原理
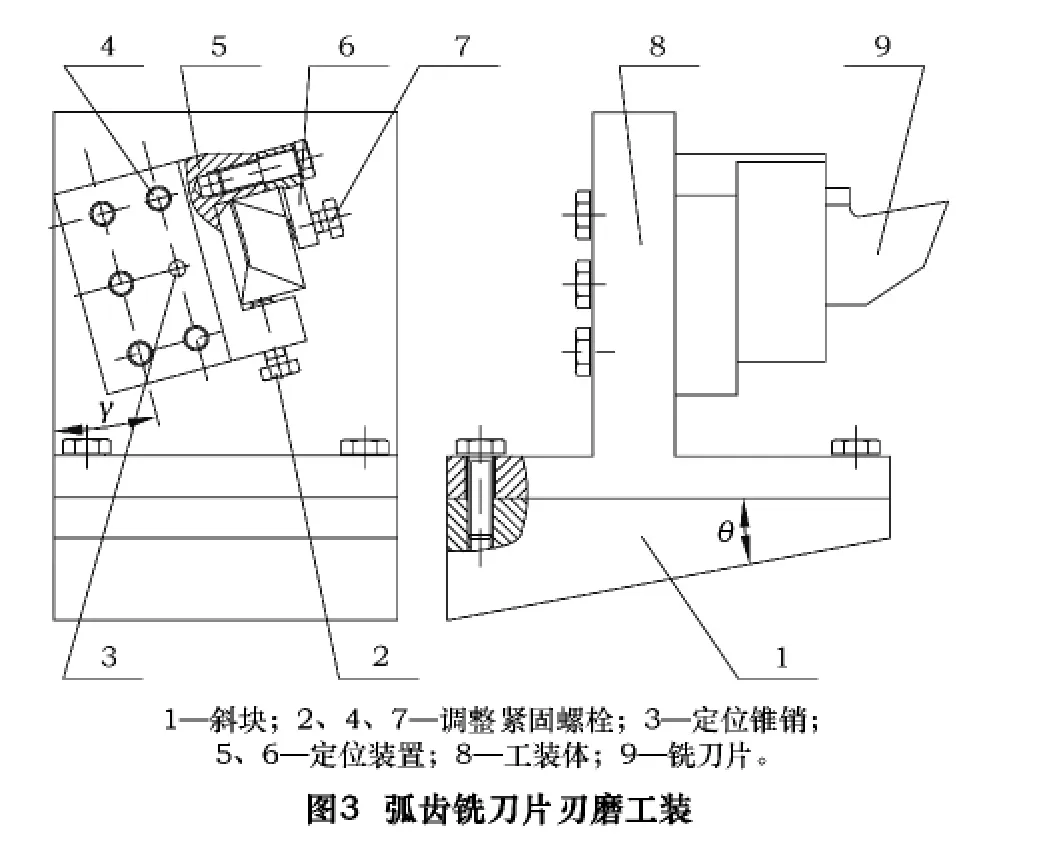
根据弧齿铣刀片结构原理设计刃磨工装,如图3所示。将工装放置在平面磨床的电磁工作台面上,斜块1的底面与工作台面接触,斜面倾角θ是将前面转换为平面的刀尖上翅角;定位装置5安装在工装体8上面,利用2个定位锥销准确确定其倾斜角γ,即刀片的法向前角,利用5个紧固螺栓4将其紧固;定位装置6利用2个紧固螺栓紧固在定位装置5上面;将刀片9放置到定位装置5和6之间,刀片的侧面和下面各用2个紧固螺栓紧固。第一次使用时需用百分表检查刀片的前刀面,检查通过斜面倾角θ和法向前角γ是否将刀片的前面转换为水平面。一般来说,法向前角γ可以是一个可变的区间值,新刀片刃磨时可以保持与原设计一致,如果在使用中发现前角切削不合适,可以根据情况将法向前角增大或减小。图4是在平面磨床上磨削时的实物照,图示显示的是一个刀片刃磨的情况,本工装“弧齿铣刀盘铣刀刃磨装置”获得了国家实用新型专利(专利号:ZL 2007 2 0075746.4)。

2.2 工装的适用范围
在实际工作中,根据需要可以设计成多个刀片进行磨削,根据刀片的大小,确定磨削的数量,分别有1片、2片和10片不等,多片磨削效率更高。定位装置5在工装体8上可以设计成可调的,满足不同法向前角γ值磨削的需要。
本装置适用于较大刀片的刃磨,刃磨时将刀片从铣刀盘拆下来装在夹具体里,磨削完成后再将刀片装到铣刀盘上。
切齿过程中,出现扎刀现象造成铣刀片刀尖断掉,如果刀片的切削部分还有再复回使用的价值时,可以利用平面磨大力切削的优势,快速磨去刀尖损坏部分,也可以利用线切割的方法割去打掉的刀尖前面部分,再利用本工装磨出需要的前面。
3 结语
大型弧齿锥齿轮传动在石油钻井装备的转盘传动装置上广泛应用。制造过程中弧齿铣刀片用钝后,可以磨削弧齿锥齿轮铣刀刀片的方法很多,有专用的锥齿轮铣刀盘(片)刃磨机床,也可以在万能工具磨削机床上结合合适的工装磨削[1]。使用本工装磨削弧齿铣刀片,不用专门投资大型专用弧齿锥齿轮铣刀盘(片)刃磨机床,工装设计制造简便易行,对于多属单件小批生产性质的大型弧齿锥齿轮制造,是一种经济实用的解决方案。
[1]聂建武,刘金乾.万能工县磨床上刃磨弧齿锥齿轮铣刀的研究与实践[J].陕西工业职业技术学院学报,2007(6).
[2]齿轮手册编委会编.齿轮手册[M].2版.北京:机械工业出版社,2008.
[3]曾韬.螺旋锥齿轮设计与加工[M].哈尔滨:哈尔滨工业大学出版社,1989.
[4]成大先.机械设计手册第3卷[M].北京:化学工业出版社,2009.
[5]刘文剑,曹天河,赵维缓.夹具工程师手册[M].哈尔滨:黑龙江科学技术出版社,1987.
