倒角倒圆功能在SIEMENS数控铣床上的应用
2013-09-29郭满荣
郭满荣
(安徽工业大学工程实践与创新教育中心,安徽马鞍山 243002)
1 问题的提出
当前介绍数控铣床使用FANUC系统利用宏程序并结合G10指令来进行工件的倒角或倒圆加工的文章较多,但介绍使用SIEMENS 802S/C系统指令来进行倒角或倒圆的文章却很少。本文针对在数控铣削加工中常出现的倒圆或倒角加工,以图1为例,具体讲解SIEMENS 802S/C系统中的RND、CHF和CHR指令在轮廓的倒圆或倒角加工中的应用。
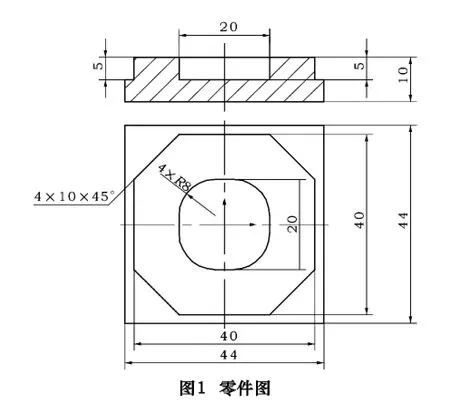
此处选用44 mm×44 mm×10 mm工件,且工件已完成六面加工。为了减少换刀、对刀时间和便于排屑,加工时,只用一把直径为10 mm的键槽铣刀。由于是自由公差,不分粗、精加工,采用一次切削完成加工。加工前,还要考虑刀具半径左右补偿,在此补偿值为5 mm(因刀具半径为5 mm),半径补偿值要输入到数控铣床的数控系统中,加工时才能进行补偿。在数控铣床G54下建立工件坐标系并对刀,工件坐标系的原点就是编程原点。
2 使用圆弧和直线指令的工件程序(表1)
此程序没使用倒角和倒圆指令,而是用直线、圆弧指令来替代,使用此种方法必须计算出各点坐标,这使得程序变得比较繁琐,而且对学生的数学计算能力提出了很高的要求。
3 使用倒圆指令RND、倒角指令CHR的工件程序(表2)
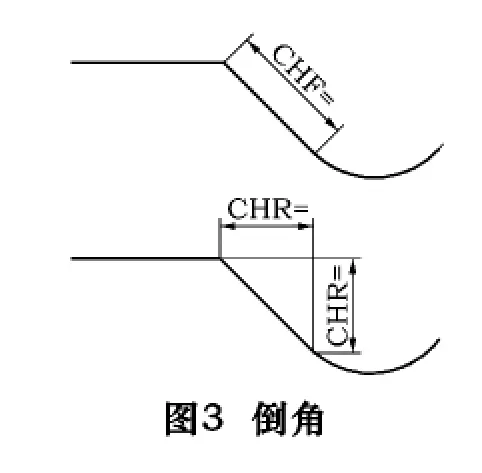
此程序使用CHR指令来简化倒角编程,使用RND指令来简化倒圆编程。在倒角指令中,如果给定倒角的直角边距离,使用CHR指令来编程;如果给定倒角的斜边距离,使用CHR指令来编程。如图2所示。上述程序中,知道直角边距离,N30~N45使用CHR=10来编程就比较合理,如使用指令CHF,就是CHF=14.14,就使程序变得繁锁。
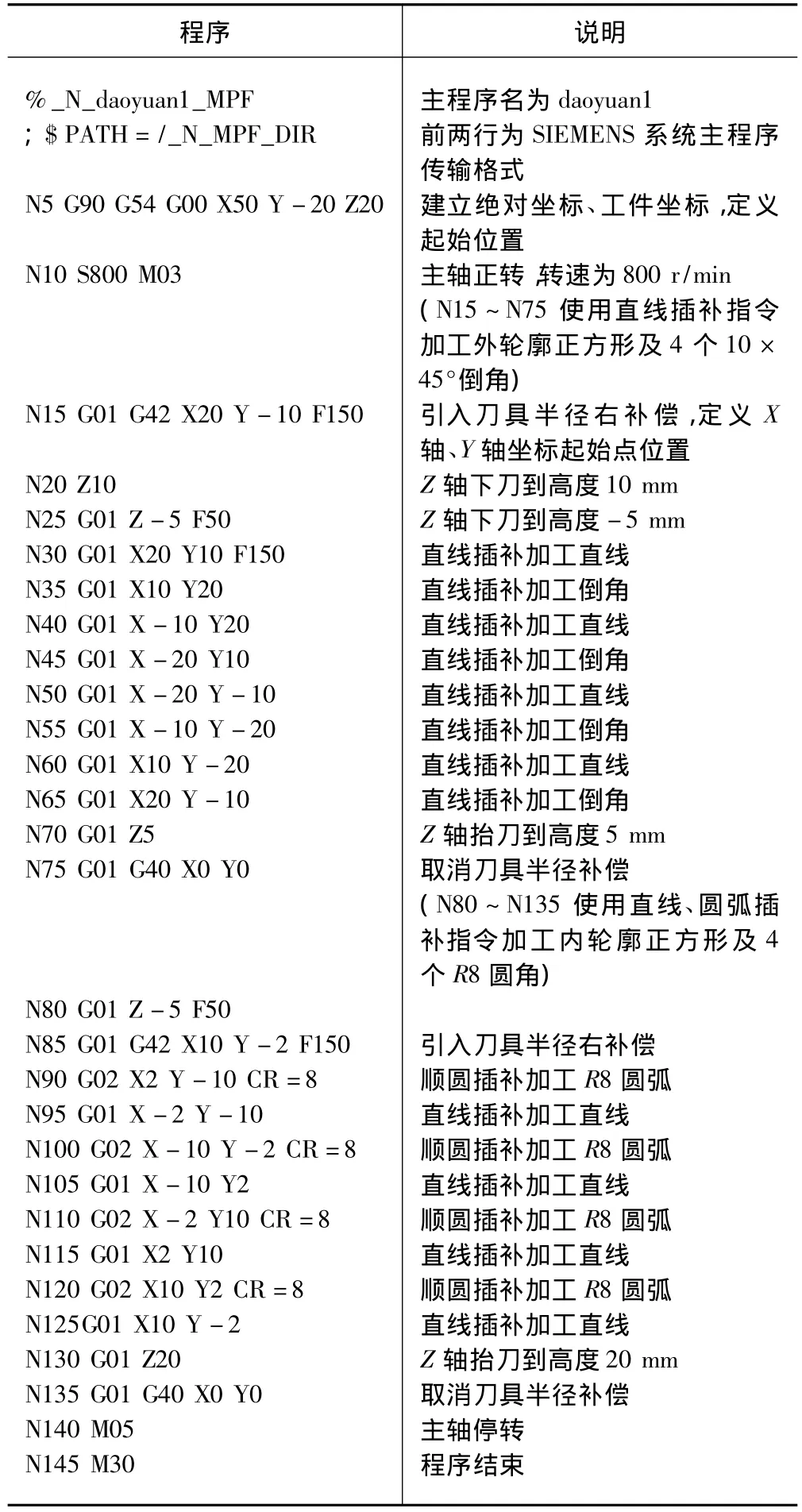
表1
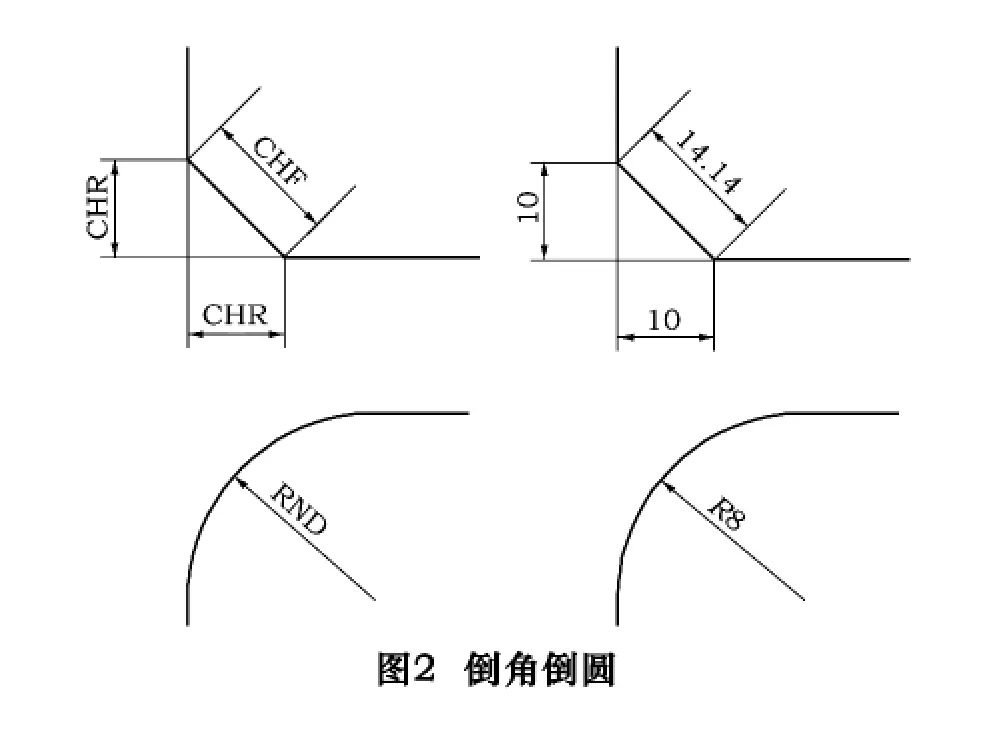
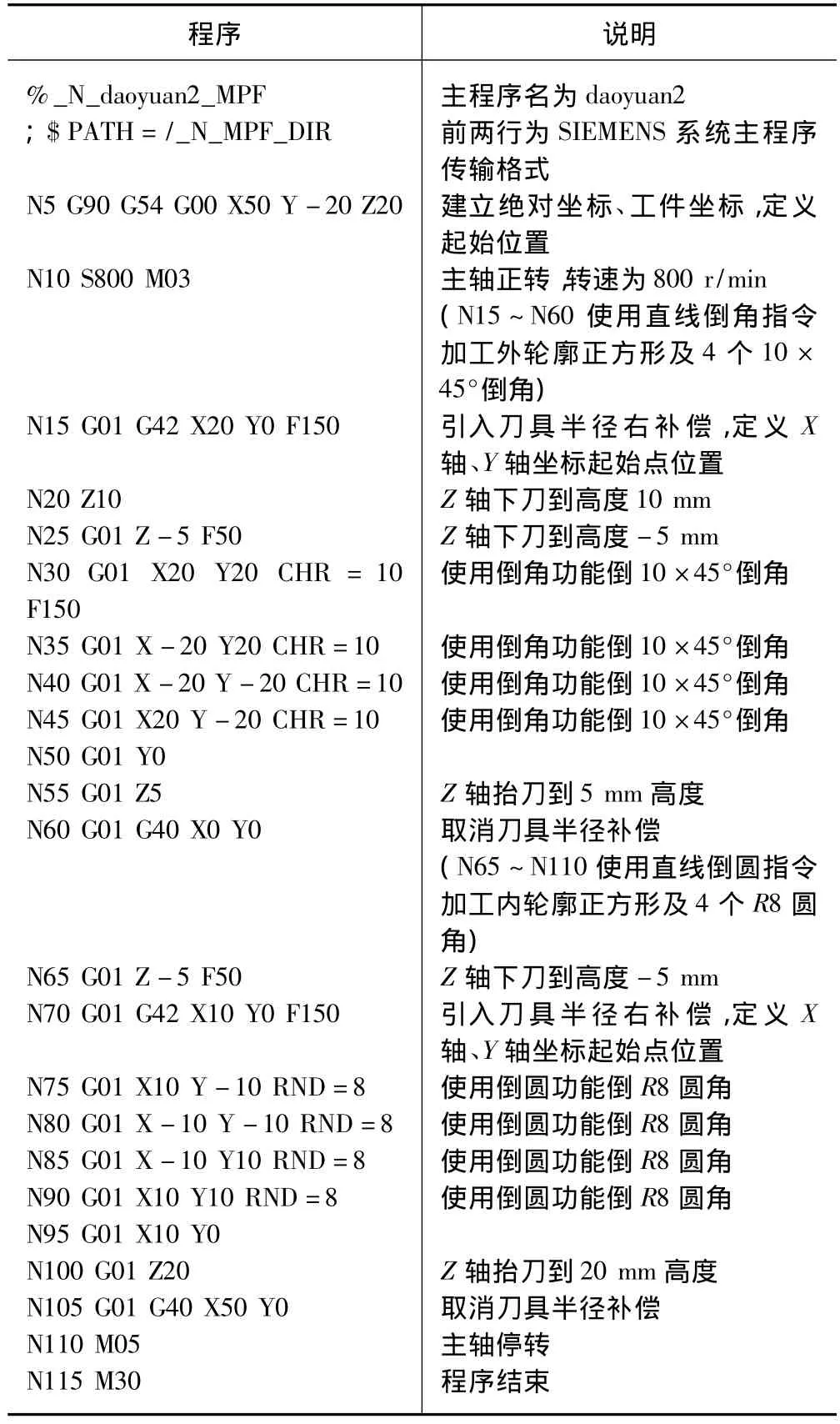
表2
4 结语
通过以上论述可知,倒圆弧指令和倒角指令在编程中应用的重要性。合理使用该指令不仅可以减少很多的数学计算,并且可以减少很多程序段的书写,使程序简单易懂。
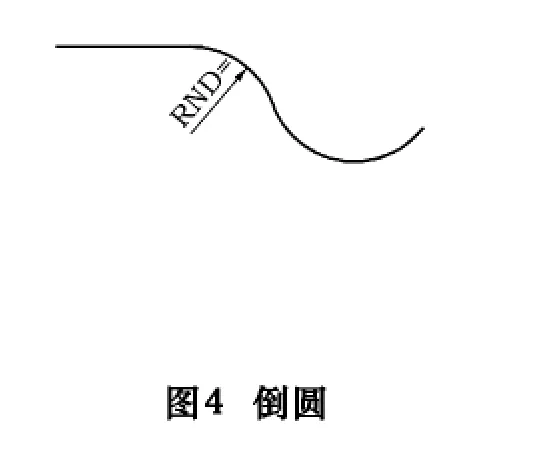
此外,直线和圆弧的连接,也可以使用倒角或倒圆指令来简化编程,分别如图3和图4所示。
[1]李健龙.G10指令在轮廓倒圆(角)加工中的应用[J].广西轻工业,2009(5).
[2]卢培文.参数化编程在数控铣削中轮廓倒圆角的应用[J].金属加工:冷加工,2008(20).
[3]王晓华.工件上轮廓倒圆(倒角)程序的编制[J].汽车工艺与材料,2010(11).
[4]韩玉林,段团和.孔边缘倒圆/斜角的铣削宏程序[J].现代制造工程,2007(4).
[5]钱华勇.数控铣床倒圆加工编程技巧[J].机械制造,2011(11).
[6]曹会朝,王彦章.浅谈倒圆和倒角指令的应用[J].科技传播,2011(4).
