多向模锻液压机机身结构优化设计
2013-09-26丁俊徐春国任广升任伟伟郭永强陈钰金
丁俊,徐春国,任广升,任伟伟,郭永强,陈钰金
(北京机电研究所,北京 100083)
在塑性加工领域,液压机被广泛应用于自由锻造、模锻、冲压、挤压、剪切等许多工艺中。在机械工业的其他领域,液压机被应用于粉末制品、塑料制品、磨料制品、金刚石成形、打包、压砖等不同行业[1]。
多向模锻工艺一般应用于航空、核电、石油等领域阀体的生产制造中。该工艺能够加工一般模锻工艺难以一次完成的复杂零件,提高材料的利用率,减轻后续的加工量,减少工艺流程。由于多向模锻工艺的优越性,多向模锻液压机的研发也越来越受到重视,多向模锻液压机的制造能力已经成为衡量一个国家工业制造业水平的重要标志之一。
机身是框架式液压机的主要部件之一,作为承重件,承载着液压缸、油箱、液压阀等一系列零部件和结构的重量,同时在工作过程中还受到工作缸所产生的公称压力,所以机身的强度和刚度对液压机系统的整体性能具有很大影响。对于适用于精密模锻的多向液压机,由于刚度不足产生的变形将使设计模具的位置精度大大降低,从而影响锻件的精度,因此提高刚度是提高锻件精度的基本条件。传统的多向模锻液压机一般都是主缸的吨位大于侧缸的吨位,由于文中选用的研究对象工艺的特殊性,要求侧缸的吨位大于主缸的吨位,所以对机身结构强度的校核提出了更高的要求。对于液压机这种结构复杂、工况复杂而且承受载荷大的机械设备,采用三维建模和有限元分析相结合的方式对机身进行静力分析计算,得到一系列应力、应变分布云图以及应力集中和最大变形的位置,对其强度和刚度进行全面校核。此外在不影响整机工作性能的前提下,对机身结构进行优化,这样可极大地缩短产品的研发周期,降低成本,也为框架式液压机的生产和改进提供依据。
1 机身有限元模型的建立
1.1 三维几何建模
文中以3150 kN多向模锻液压机为研究对象,采用UG软件进行三维实体建模,对液压机机身进行参数化设计,为后续进行的优化设计提供各种参数[2]。在不影响机身应力应变计算精度的前提下,简化一些圆角、凸台,忽略不是主要承力部分的一些尺寸较小的开孔以及板块,如螺纹孔、销孔以及一些浅槽等,最终建立的液压机机身模型如图1所示。
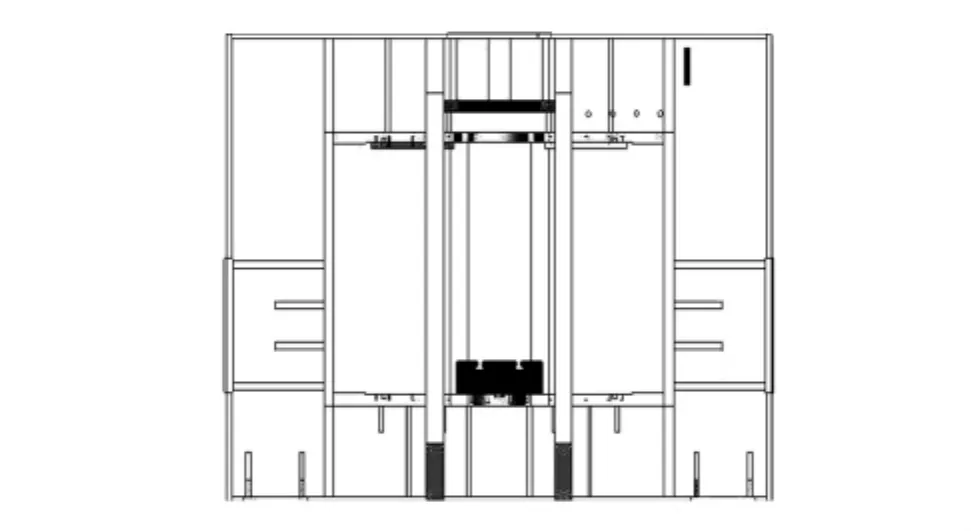
图1 液压机机身三维模型Fig.1 3D model of the multi-ram forging hydraulic press
1.2 建立有限元模型
将简化后的模型导入Ansys Workbench软件中进行网格划分,所划分的单元形式对计算精度和计算时间将产生直接影响。对于液压机这种大型且结构较为复杂的模型,采用solid45单元对三维模型进行网格划分,并对载荷集中的区域进行网格细化。网格划分后的模型如图2所示[3]。
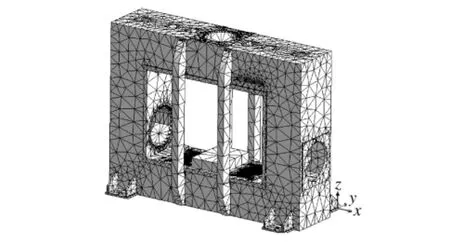
图2 机身有限元模型Fig.2 FEM model of the frame
划分网格后共得到单元61968个,节点108110个。机身由Q235钢焊接而成,主要的力学性能参数见表1。
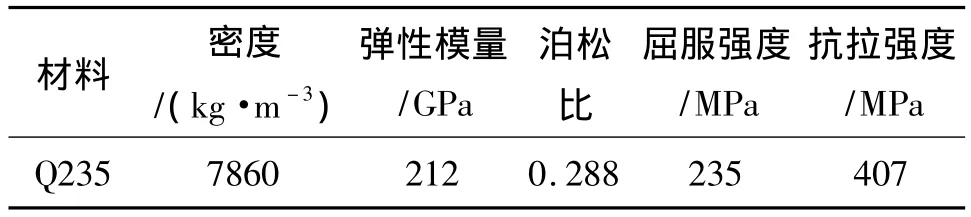
表1 Q235钢力学性能参数Table1 The mechanical properties of Q235
1.3 载荷的处理
该型号液压机在工作时有垂直工作载荷和水平工作载荷。一般的多向模锻液压机主缸的吨位大于侧缸的吨位,由于工艺的特殊性,该液压机侧缸的吨位(4000 kN)大于主缸的吨位(3150 kN)。当对主油缸加压,假设通过力的传递使机身的上横梁受到均匀向上的作用力,以液压机的公称压力作为计算载荷,液压缸对上横梁的反作用力3150 kN以均布力的形式,作用在上横梁油缸安装面上的R 264.5 mm~R 287.5 mm的圆环上,则平均应力为79 MPa;同时液压缸也将公称压力传递给下工作台的模具安装面上,平均应力为2.5 MPa。与垂直工作载荷一样,假设水平工作载荷4000 kN以均布力的形式作用在侧梁中心R 302 mm~R 360 mm的圆环上,则平均应力为 33.7 MPa[4]。
1.4 约束的施加
实际工作中,机身通过地脚螺栓与地基相连,所以边界条件可以设置机身底座为全约束,即约束机身底面z向的自由度,液压机机身的载荷和约束情况如图3 所示[5]。
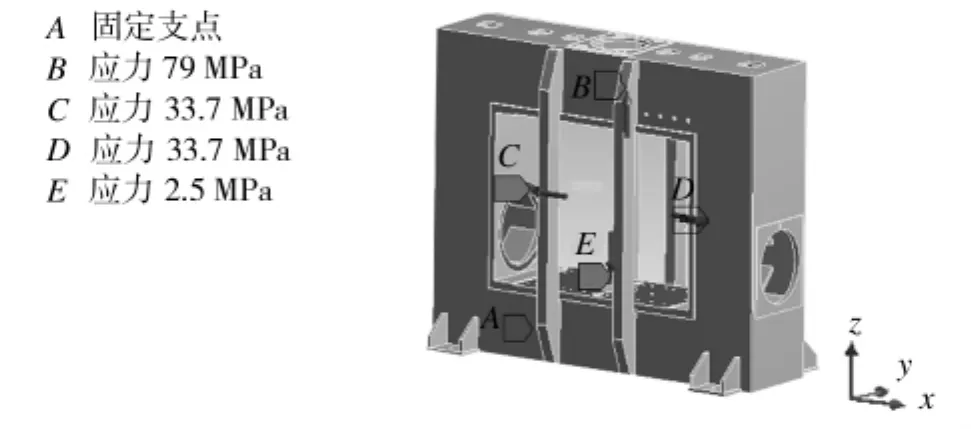
图3 液压机机身载荷和约束情况Fig.3 The load and the fixed support of the press frame
2 结果分析
2.1 变形分析
根据建立的有限元模型,通过静力分析求解,得到一系列机身的变形、应力云图。机身在满载荷情况下的变形等值线如图4所示。为了便于分析,在Workbench软件中,定义水平向右为x正方向,垂直于纸面向里为y正方向,竖直向上为z正方向。通过图4可以看出,变形最大的区域均位于3个安装油缸的法兰面上,该区域受到液压缸的反作用力,变形程度大于其他区域。分析结果表明,x向和z向的最大变形量都在0.48 mm左右,x向对应机身的侧梁,计算其相对挠度为0.193 mm/m,z向对应机身的上横梁,计算其相对挠度为0.227 mm/m。由此可见,机身x向和z向的相对挠度要大于允许值(0.15 mm/m)[1],属于薄弱环节,是应该进行改进和优化的重点。
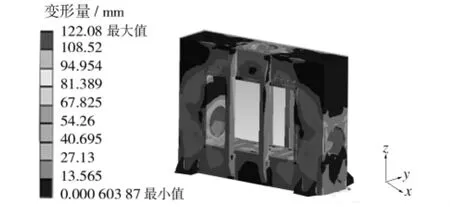
图4 机身变形等值线Fig.4 Displacement of the main frame
从图4还可以看出,左右两侧梁油缸安装面的上部分颜色比下部分颜色深,变形量并不是沿其轴线呈对称分布的,安装面上部分的变形大于下部分。表明左右两侧梁上部分的刚度相对较薄弱,需要优化[6]。
2.2 应力分析
文中采用Von Mises应力作为评价标准[7],如式(1):

机身采用Q235钢板焊接,取安全系数为1.5,则许用应力[σ]为196 MPa。机身的等效应力分布如图5所示,可以看出,液压机机身绝大部分的应力都在0~91 MPa之间,几处应力较大的区域分布在导柱孔的内表面上,其值在122 MPa左右。仿真数据表明机身的等效应力在许用范围内,机身强度足够。
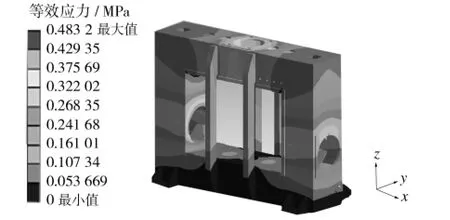
图5 机身等效应力分布Fig.5 Equivalent stress of the main frame
3 机身刚度优化
通过对机身进行有限元分析,发现机身在x,z向的变形量超出许用值,可见机身横梁刚度不足。由于横梁的刚度对液压机的性能和安全性影响很大,所以在设计上需要认真考虑机身的上横梁和左右侧梁的刚度。根据之前对上横梁和左右侧梁的有限元分析,提出了3种优化措施进行对比分析。
1)增加法兰面面积。考虑到油缸安装在横梁的法兰面上,法兰面面积较小,仅仅是一个小环面,有可能造成应力集中,导致横梁的变形过大。如增加法兰面面积,则增大了油缸与横梁的接触面积,相应的载荷就随之降低。
2)增厚筋板。机身变形过大可能是由于与油缸接触的筋板强度不够,因此将筋板增厚10 mm。
3)合理加装筋板。通过观察修改前的机身剖面图(如图6a所示),发现左右侧梁的上半部分筋板数量不够。采取在左右侧梁的上半部加装加强筋板的措施,来抑制机身在x向的变形,加装筋板后的机身剖面图如图6b所示[8]。
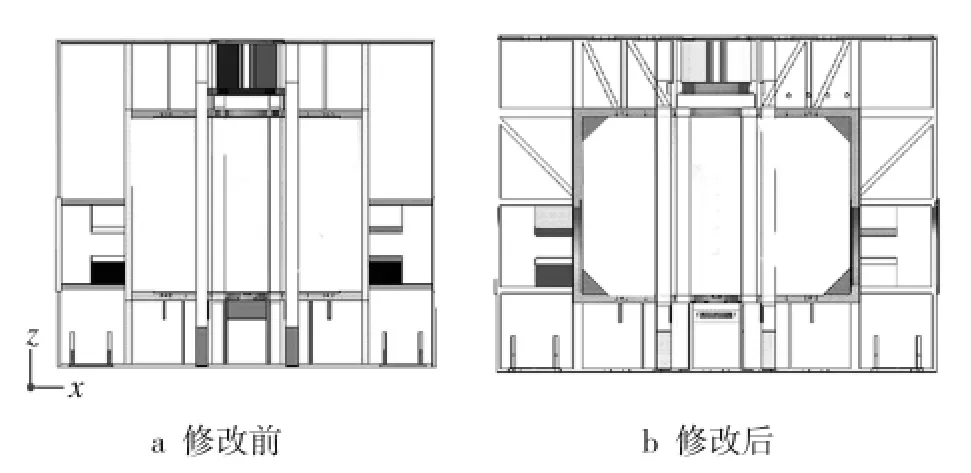
图6 机身修改前后的对比Fig.6 Comparison before and after modification of the frame
分别按照上述3种方案对机身进行有限元分析,通过对比发现:上述3种解决措施均使机身的变形有所降低,但是降低的效果并不明显,因此考虑将3种解决措施综合使用。发现综合采用措施2和措施3使得机身的变形幅度降低最为明显,如图7和图8所示,机身在x向的变形量为0.35 mm,单位长度变形量为0.14 mm/m;在z向的变形量为0.347 mm,单位长度变形量为0.15 mm/m。机身单位长度的变形均未超过许用值,机身的刚度符合设计规范[9]。
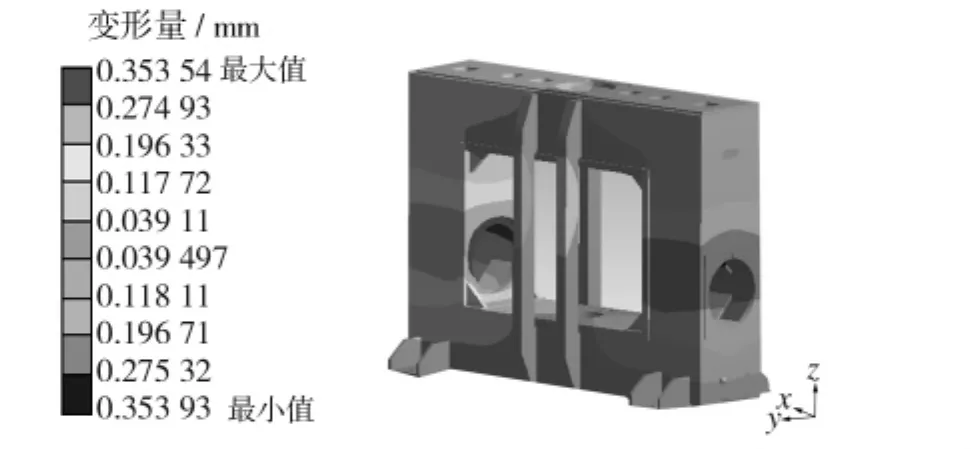
图7 机身在x向的变形Fig.7 Displacement of the x direction
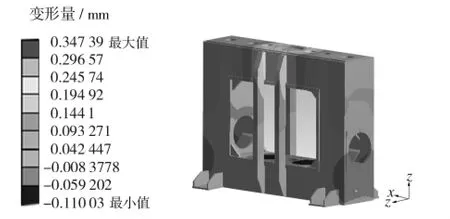
图8 机身在z向的变形Fig.8 Displacement of the z direction
4 结语
1)通过对侧缸吨位大于主缸吨位的多向模锻液压机机身进行有限元分析,得到了该型号液压机在满负荷条件下的机身变形、应力云图。通过对模拟结果分析发现,原设计的机身强度达到设计要求,但是上横梁和左右侧梁的刚度不够。
2)提出3种解决措施并进行优化模拟,发现综合采用增厚筋板和合理加装筋板最为有效,机身刚度满足设计规范要求。
[1]俞新陆.液压机的设计与应用[M].北京:机械工业出版社,2007.
[2]何柏岩,张连红,王树新,等.THP37-150A型液压机主机与部件有限元分析[J].应用基础与工程科学学报,2009,17(3):438 -444.
[3]张倩倩,王刚,薛克敏,等.新型6300 kN多向模锻液压机的有限元分析[J].精密成形工程,2011,3(4):72-75.
[4]韩江,陈党,夏链,等.20 MN大型框架式液压机机身有限元分析及优化设计[J].锻压技术,2011,36(3):67-70.
[5]刘强,付文智,李明哲,等.三梁四柱式多点成形压力机机架结构有限元分析和优化设计[J].塑性工程学报,2003,10(5):49 -52.
[6]申磊,董平,吴凤林,等.基于Pro/E和AnsysWorkbench四柱液压机上横梁的结构优化设计[J].机械管理开发,2009,24(2):10 -12.
[7]李志波,吴树亮,赵长财,等.12.5 MN双柱快锻液压机机架的有限元分析[J].锻压技术,2008,33(4):100-104.
[8]居大伟,李森.框架式液压机机身结构承载分析[J].机械设计,2010,27(9):81 -83.
[9]杨秀萍,张敬宇.3 MN液压机结构设计的有限元计算[C].2004Ansys中国用户论文集,2004:20-25.
