数控纵梁平板冲板料自动定位技术
2013-09-25赵新天
张 涛,路 坤,赵新天
(济南铸造锻压机械研究所有限公司,山东 济南 250022)
0 前言
机床性能的稳定及其工作效率是衡量一台机床是否高质量的重要标准之一,机床生产厂家在追求机床高性能的同时,也在不断追求机床的稳定性和工作效率,数控纵梁平板冲同样如此。客户在选购符合加工工艺要求的机床设备时,多数情况下并不仅仅考虑价格的高低,而是全面衡量一台机床的性价比。一台价格相对高的机床,如果工作效率更高,总成本反而会降低。在当今汽车纵梁种类多样的情况下,能够快速适应各种板材类型并准确定位就显得非常重要。
在加工汽车纵梁板材时,经常会遇到各种落差的变截面板材,一般情况下采用手动调整定位装置,精度得不到保证,工作效率低。本文通过I/O LINK轴的功能在不占用基本轴的情况下控制伺服电机,实现快速自动定位,很好地解决了这个问题。
1 问题分析
在加工一张板材时,板料已经通过自动上料置于工作台上,此时只要对中装置根据板材的种类型号快速定位完成就可以送进加工了。普通的定位装置在定位变截面板材时,需要人工进行调整,精度差,工作效率低,只能通过在板材上冲孔的方式重复调整对中装置以达到对中精度。通过选用β伺服电机,利用FANUC的I/O Link轴功能实现快速定位,解决这一加工难题。
2 I/O LINK轴功能
I/O Link轴的控制是通过FANUC系统的I/O Link轴功能对伺服电机进行控制的一种方法。该控制方法的特点是通过PMC对轴的动作进行控制,同时该轴不能与系统控制的其他伺服轴进行插补,另外该轴只需要占用系统I/O Link的输入输出点,不需要占用系统提供的基本轴。该I/O LINK轴通常用来对系统的外围机构进行固定动作的控制,完成某种特定的动作和运动。利用FANUC系统提供的Power Mate CNC管理功能对I/O Link轴进行控制,从而实现特定的运动。下面就介绍这一功能的使用。
2.1 硬件连接
在数控纵梁平板冲中,一般需要多组对中装置,每组对中装置上对应一台β伺服电机,在加工板材时,根据板材的长度选择其中两组对中装置来定位板材。
2.1.1 接口
I/O Link轴的驱动是通过βi系列放大器完成的。该放大器通过I/O Link接口与系统相连,系统通过PMC对该接口的控制,完成对I/O Link轴的控制。由于I/O Link轴的控制是通过FANUC I/O Link功能实现控制的,因此需要占用I/O Link的128个输入点和128个输出点。
2.1.2 地址分配
当使用I/O Link作为系统与放大器之间的通讯时,需要设定通讯地址。通过该通道完成通讯。由于通过I/O Link对该轴进行控制,因此该轴的地址分配符合系统对I/O地址分配的原则。对于系统侧而言,进行I/O模块的地址分配时,需要分配一个16字节大小的模块。例如:
1#放大器分配地址,X地址从X33开始分配:4.0.1.OC02I,Y 地址从 Y22开始分配:4.0.1.OC02O。2#放大器分配地址,X地址从X49开始分配:5.0.1.OC02I,Y地址从Y38开始分配:5.0.1.OC02O。… …
需要说明的是,由于I/O Link轴对于系统而言属于外部通讯设备,因此,地址Y的信号对于系统而言是输出信号,而对于I/O Link轴而言是输入信号,该信号用于控制其状态与动作;而X地址对于I/O Link轴而言是其发送至系统的状态与信息反馈。
2.1.3 硬件连接
图1是其中两个放大器的接线,其余放大器参照此图的接线方式。其中L1、L2、L3为三项电源线,JD1A、JD1B为I/O LINK的连接线,CX30为急停信号接口,U、V、W为三相电机动力线,JF1为电机反馈电缆接口。
DCC/DCP为放电电阻接口,如果系统外部不使用放电电阻,则需要将 CZ7(DCP)和 CZ7(DCC)断开,注意不能短接;但是需要使用短接插头将CXA20的1、2引脚短接,屏蔽对过热信号进行的检测。
在βi放大器上,接口JA72取代了原有的JA35接口,其内部的线路连接也有一定的变化,主要变化是将急停取消。
2.2 参数设定
I/O LINK轴有自己单独的参数设定画面,其相关参数均在POWER MATE CNC管理功能参数画面进行设定。
在参数设定之前,首先确保系统参数中NO.960#3 PMN为0,以确保CNC和AMP之间的通讯正常。其次进行I/O LINK轴的初次设定,设定内容与普通的伺服电机类似,需要设定的内容如表1所示。
上述完成后,再设定电机初始化,参数设定位为0来进行初始化:NO.12#1=0,关机重启后初始化完成NO.12#1=1。
在I/O LINK轴的使用中,为了方便操作,通常选用绝对脉冲编码器,这样可以避免每次开机的回参考点操作,减少PLC的处理量。设定方法如下:
设定参数NO.11#7(APCX)=1,表示绝对值脉冲编码器的检测器为通电状态。其次,设定NO.11#0(ABSX),该参数的含义为绝对值位置检测器和机床的位置是否对应,当在矩形板材的中心时我们设定位1,表示其对应关系已经建立。
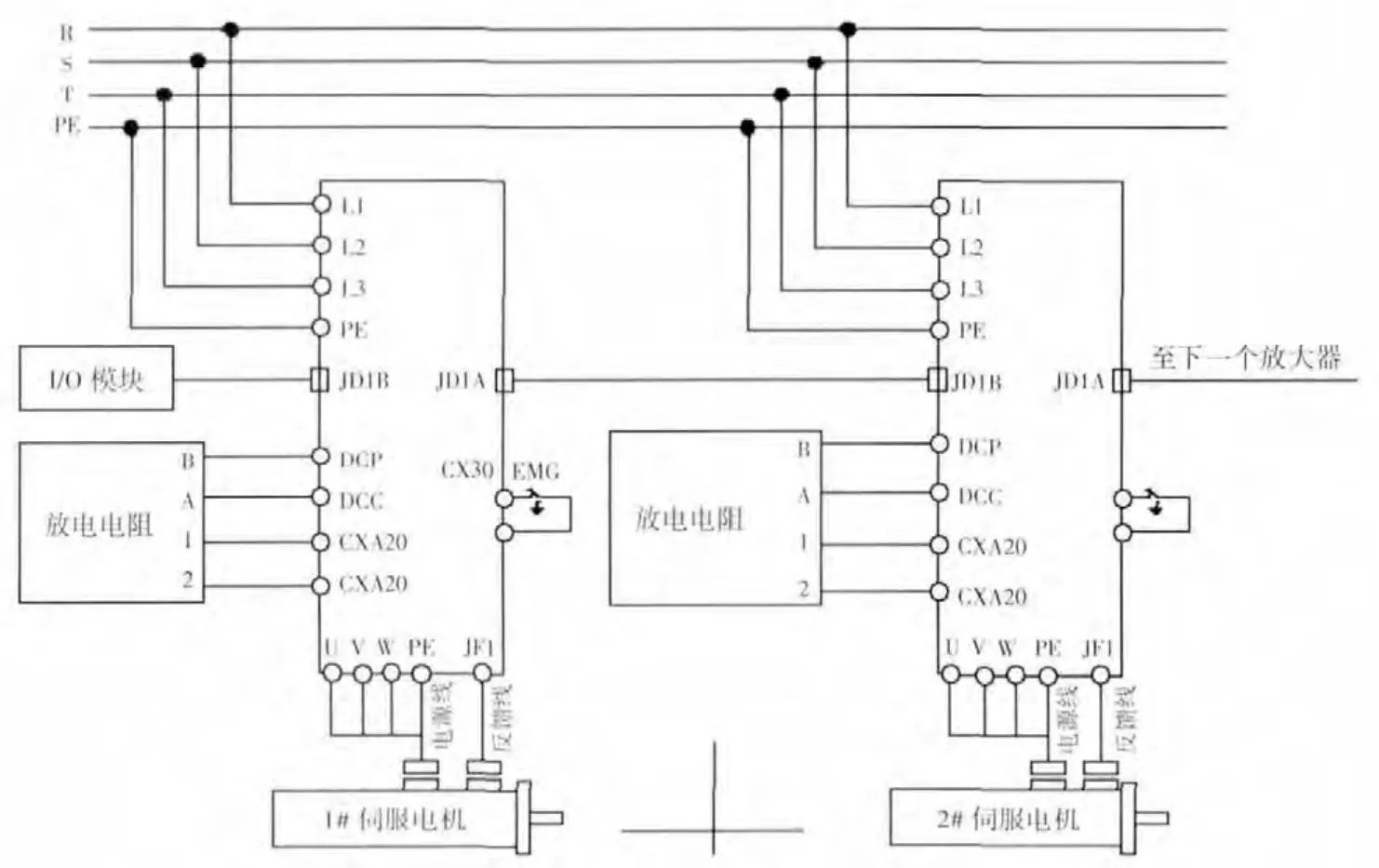
图1 I/O Link轴放大器的连接示意图

表1 I/O LINK轴的参数设定
再把其他的参数设定好,包括:坐标系行程极限、进给速度、加/减速控制、输入/输出信号相关以及伺服相关参数的设定。
2.3 梯形图编制
FANUC I/O Link轴控制接口通常有两种接口形式:外围设备控制接口和直接命令接口。在上述两种接口形式下,对I/O Link的信号分配是不同的。这两种接口形式的转换是通过信号Yy+1#5(DRC)的设定完成的。由于需要对外围设备的一系列动作进行控制,因此采用外围设备控制接口进行控制。详细的接口情况如表2、表3所示。
根据以上两个表格的接口情况把梯形图对应的地址编辑完成后,就可以手动移动伺服电机。
如果希望通过程序自动移动伺服电机,还需要在系统侧设定表4所示的参数。
这样,只需要编辑B XXX就能走对应的XXX数值。把这个指令编辑到子程序里,在执行主程序时,就能根据板材变截面的变化自动定位板材。当然要想全部实现,还需要设定好所有的放大器的参数、程序等。
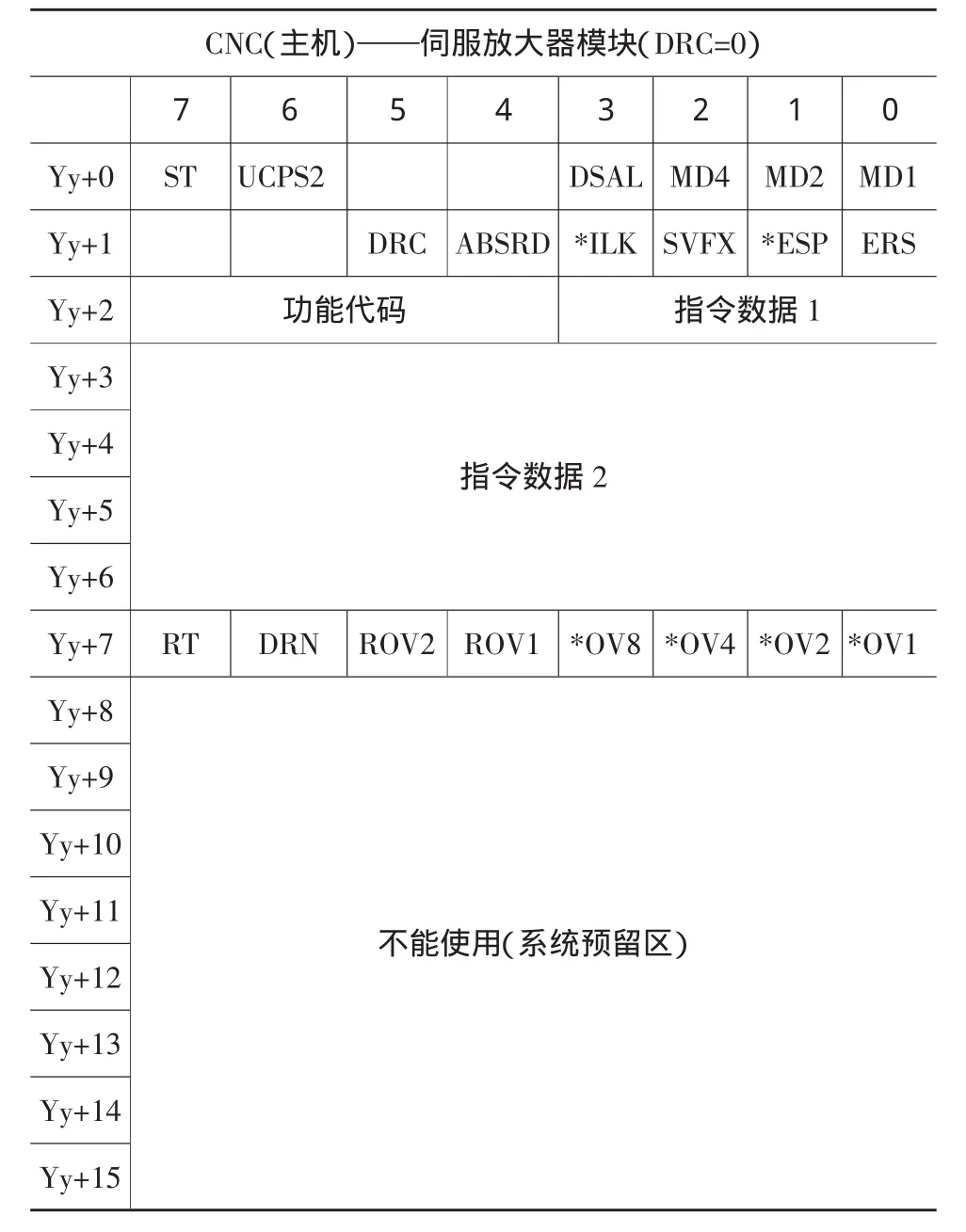
表2 CNC与伺服放大器接口设定
3 结束语
通过I/O LINK轴的功能,较好地解决了变截面板材生产时精度不准的问题,不仅解决了加工精度的难题,也大大提高了生产效率,深受用户好评。为解决落差大的变截面板材加工开辟了一条新的道路。
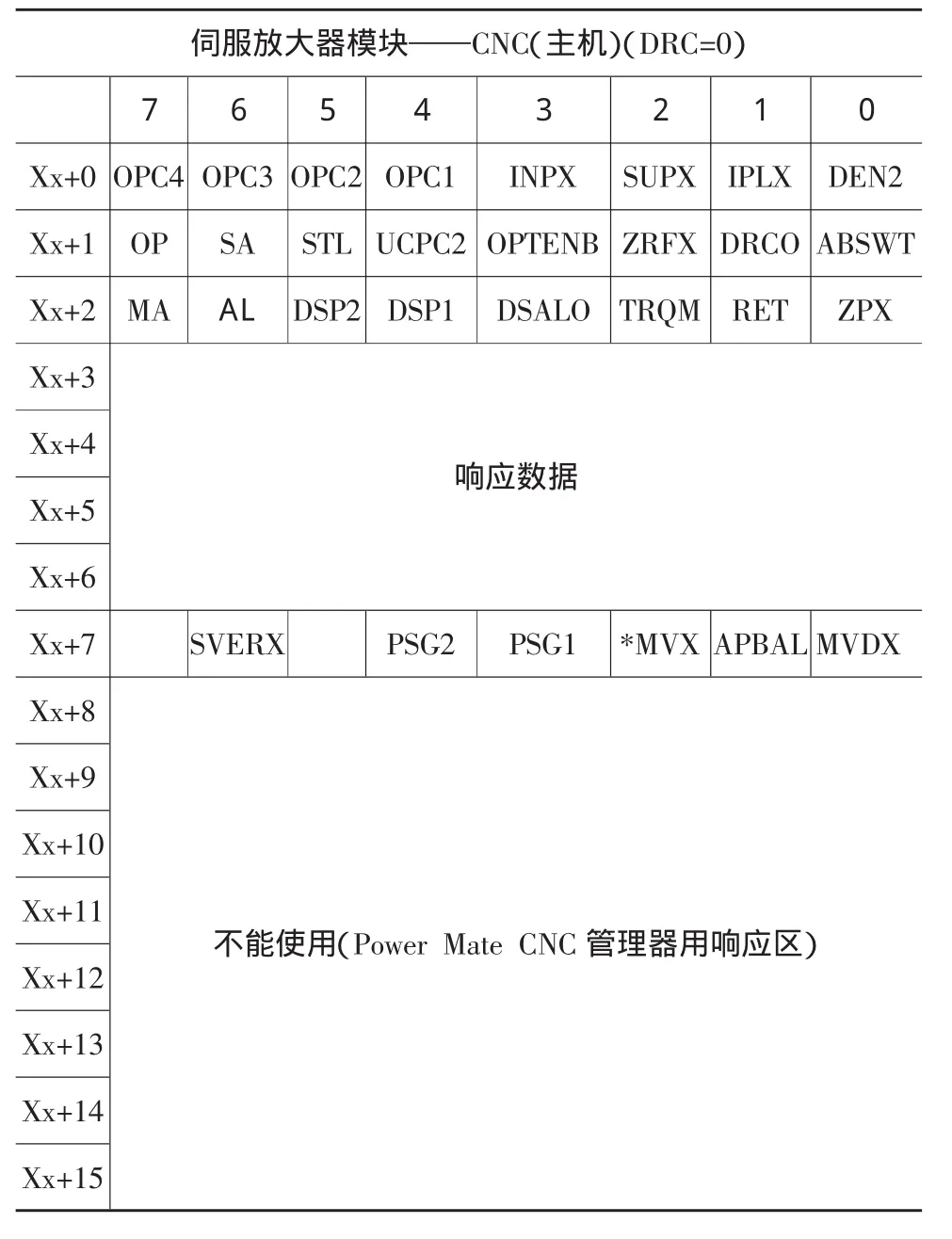
表3 伺服放大器与CNC接口设定
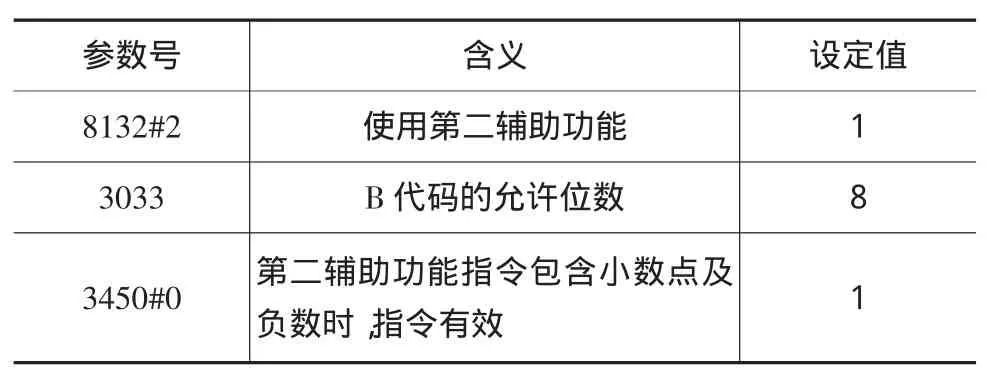
表4 系统参数设定
[1]BEIJING-FANUC 0iD/0i-Mate D简明联机调试资料.北京FANUC公司.2010.
[2]FANUC Series 0-MODEL D参数说明书.北京FANUC公司.2010.
[3]单润生.数控转塔冲床液压冲头高度自动调整技术.锻压装备与制造技术,2013,48(1).
[4]王立勤,刘向群.浅谈汽车纵梁加工设备——纵梁平板数控冲孔线.锻压装备与制造技术,2005,40(5).
