西门子840Dsl数控系统在全电伺服转塔冲床上的应用
2013-09-25朱志金徐朝忠张志兵
朱志金,徐朝忠,张志兵
(扬力集团 江苏扬力数控机床有限公司,江苏 扬州 225009)
0 前言
西门子840Dsl数控系统为西门子公司全新一代高档数控系统,该系统具有模块化、开放、灵活而又统一的结构,为使用者提供了最佳的可视化界面和操作编程体验及最优的网络集成功能,是一个创新的能适用于所有工艺功能的系统平台。本文主要介绍该系统在EP20型全电伺服数控转塔冲床上的应用。
目前,数控转塔冲床已经发展到第三代:第一代为机械式;第二代为液压式,也是目前市场上的主流传动方式;第三代为全电伺服型,该种转塔冲床定位精度更高、打击模式更多,可通过编程灵活实现静音、压印、成型、滚筋等各种冲压模式。该机床正在以其具有的高效、节能、环保等优势,吸引众多机床制造商纷纷加强研制开发。
1 机床电气设计
机床电气部分主要由西门子数控系统、NCU模块、驱动模块和伺服电机组成,西门子内部各模块之间通过网线或总线连接,伺服冲压轴由其他伺服驱动和伺服电机组成,数控系统通过PROFIBUS总线通讯,对伺服冲压轴驱动进行控制。连接控制图如图1所示。
1.1 NCU单元
NCU是电气控制的核心部分,主要用来控制各坐标轴的运行,通过内置PLC进行各辅助功能的控制,保证机床动作协调可靠。
1.2 TCU(Thin Client Unit)单元
无系统软件,相当于无盘终端。通过网络与NCU(840Dsl)连接。通过NCU装载操作系统。
1.3 I/O模块
该模块选用PP72/48输入输出模块,可提供72个数字输入和48个数字输出。每个模块具有三个独立的50芯插槽,每个插槽中包括了24位数字量输入和16位数字量输出(输出的驱动能力为0.25A,系数为1)。
1.4 ALM(电源)模块
调节型进线电源模块(Active Line Module缩写为ALM),具有DRIVE-CLiQ接口,由840Dsl X100接口引出的驱动控制电缆DRIVE-CLiQ连接到ALM的X200接口。电机模块的X200连接到NCU的X101接口,然后由此电机模块的X201连接至下一相邻电机模块的X200,按此规律连接所有电机模块。
1.5 SINAMICS S120(驱动模块)
西门子公司新的一代驱动系统。S120驱动系统采用了最先进的硬件技术、软件技术以及通讯技术,采用高速DRIVE-CLiQ驱动接口,系统可以自动识别所配置的驱动系统,具有更高的控制精度和动态控制特性,更高的可靠性,实时根据CNC输出的伺服指令,驱动 X、Y、T(A)、C 伺服电机运动。
1.6 冲压轴伺服模块
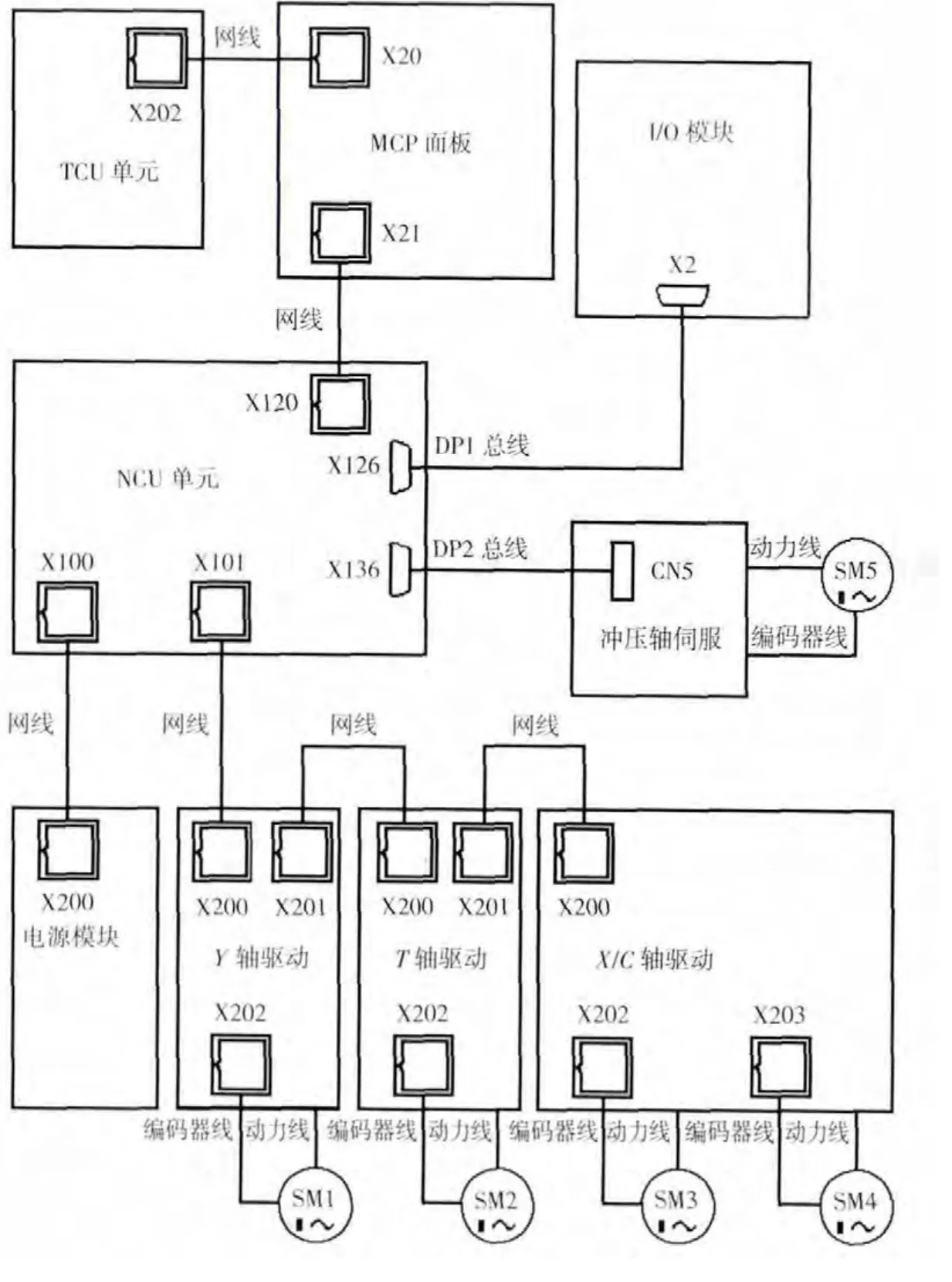
图1 电气设计结构图
该伺服模块选用带有DP100通讯模块,通过DP总线与西门子NCU单元进行通讯,对冲压轴伺服电机进行控制。
2 PLC程序结构
西门子840Dsl系统使用S7-300编程软件,支持S7-300的所有Profibus I/O接口模块,PP72/48、ET200M、ET200S、ET200Pro......接口模块。
在EP20型全电伺服冲床中,X126口为Profibus接口,通过总线连接PP72/48模块,X136口为DP/MPI接口,通过DP总线连接冲压轴伺服模块,硬件设计如图2所示。
由于输入/输出地址从I0.0和Q0.0开始已经被MCP面板使用,因而PP72/48模块上X111、X222、X333输入/输出接口地址可以通过自定义来确定。如图3所示。
在S7-300中,冲压轴伺服模块通过在硬件配置中外挂一个DP100-DPV2硬件来实现控制并可对地址进行分配。如图4所示。

图2 PLC硬件设计原理
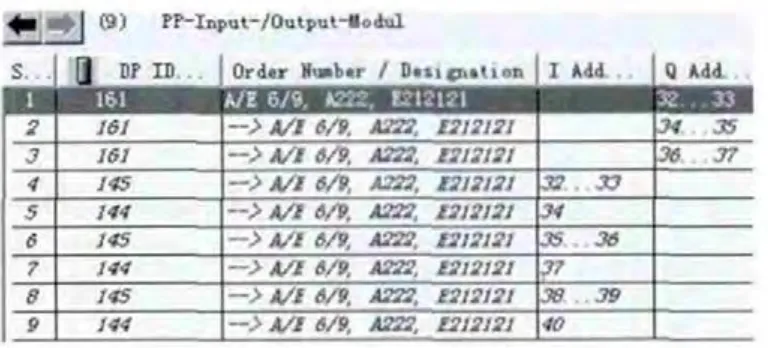
图3 I/O接口地址分配
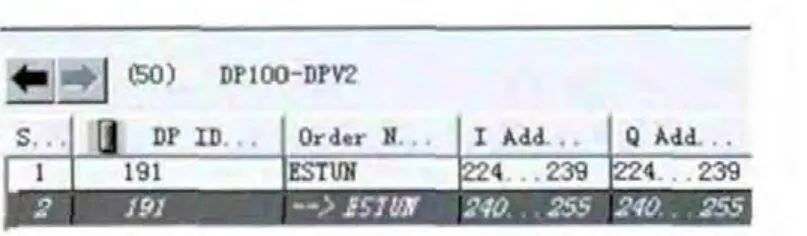
图4 冲压轴地址分配
3 转塔结构与模具库
3.1 转塔分度
把转塔设置为旋转轴A轴,在A轴轴参数中通过设置MD30500=1,把A轴定义为分度轴,工位数量通过参数MD10900设置,从10910[0]开始,对应不同的工位角度,在EP20伺服冲床中,转塔分为30工位,所以MD10900=30,10910[0]=0对应第一个工位角度为0,往下依次设定至10910[29]=339.75,对应的第30工位角度为339.75°。对于其他型号的机床,工位的数量和角度可根据机床实际分配情况对参数进行设置。
3.2 模具库设置
在模具库中,刀具的数量根据机床的工位数量进行设置,刀具设置见图5。
由于转塔在加工中心加工过程中存在误差,所以通过几何长度2和几何长度3来对不同工位的Y和X方向尺寸误差进行补偿,几何半径为工位半径尺寸,用于冲压时调用,保护刀具和夹钳。
夹钳检测程序如下:
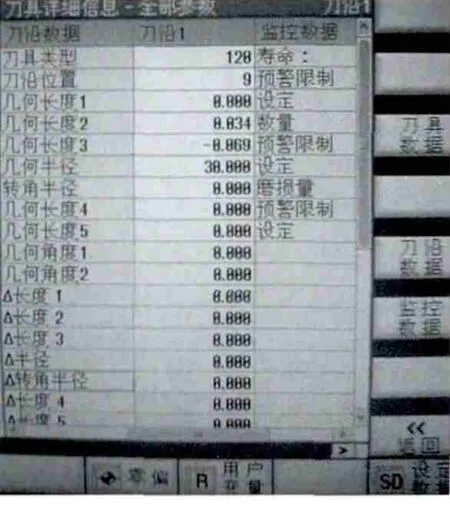
图5 刀具设置图
;DETECT
DEF INT NUM=0
DEF REAL STEP=-100,MAXIMUM=200
R100=0 R101=0 R102=0 R103=0
L103
STOPRE
G01 G53 G90 X=MAXIMUM F30000 MEAS=1
IF$AC_MEA[1]
R101=$AA_MM[X]
R101=TRUNC(R101)
R104=R101+R114-R112/2
NUM=1
G91 X=STEP
ELSE
GOTOF LAB
ENDIF
STOPRE
G01 G53 G90 X=MAXIMUM F30000 MEAS=1
IF$AC_MEA[1]
R102=$AA_MM[X]
R102=TRUNC(R102)
R105=R102+R115-R112/2
NUM=2
G91 X=STEP
ELSE
GOTOF LAB
ENDIF
STOPRE
LAB:R100=NUM
M82
CASE R100 OF 1 GOTOF LC1 2 GOTOF
LC2DEFAULT GOTOF ERROR
LC1:MSG("ONE/1 CLAMP")
GOTOF END
LC2:MSG("TWO/2 CLAMPS")
GOTOF END
ERROR:L103
MSG ("No clamp or too much,press reset to abort!")
GOTOB ERROR
END:L103
M17
通过运行该子程序,可检测出夹钳的坐标点,并把坐标值赋值给R参数,通过R参数计算夹钳的宽度和长度,最终确定夹钳和模具的坐标保护范围。
刀具保护子程序如下:
;DEFINEAREA
STOPRE
G40
STOPRE
$SC_PA_ACTIV_IMMED[0]=0
$SC_PA_T_W[0]=0
$SC_PA_ORI[0]=0
$SC_PA_LIM_3DIM[0]=0
$SC_PA_PLUS_LIM[0]=0
$SC_PA_MINUS_LIM[0]=0
$SC_PA_CONT_NUM[0]=4
$SC_PA_CONT_TYP[0,0]=1
$SC_PA_CONT_ORD[0,0]=R110+R111+R113
$SC_PA_CONT_ABS[0,0]=R104-R110-R112/2
$SC_PA_CONT_TYP[0,1]=1
$SC_PA_CONT_ORD[0,1]=0-R110+R113
$SC_PA_CONT_ABS[0,1]=R104-R110-R112/2
$SC_PA_CONT_TYP[0,2]=1
$SC_PA_CONT_ORD[0,2]=0-R110+R113
$SC_PA_CONT_ABS[0,2]=R104+R110+R112/2
$SC_PA_CONT_TYP[0,3]=1
$SC_PA_CONT_ORD[0,3]=R111+R110+R113
$SC_PA_CONT_ABS[0,3]=R104+R110+R112/2
STOPRE
$SC_PA_ACTIV_IMMED[1]=0
$SC_PA_T_W[1]=0
$SC_PA_ORI[1]=0
$SC_PA_LIM_3DIM[1]=0
$SC_PA_PLUS_LIM[1]=0
$SC_PA_MINUS_LIM[1]=0
$SC_PA_CONT_NUM[1]=4
$SC_PA_CONT_TYP[1,0]=1
$SC_PA_CONT_ORD[1,0]=R111+R110+R113
$SC_PA_CONT_ABS[1,0]=R105-R110-R112/2
$SC_PA_CONT_TYP[1,1]=1
$SC_PA_CONT_ORD[1,1]=0-R110+R113
$SC_PA_CONT_ABS[1,1]=R105-R110-R112/2
$SC_PA_CONT_TYP[1,2]=1
$SC_PA_CONT_ORD[1,2]=0-R110+R113
$SC_PA_CONT_ABS[1,2]=R105+R110+R112/2
$SC_PA_CONT_TYP[1,3]=1
$SC_PA_CONT_ORD[1,3]=R111+R110+R113
$SC_PA_CONT_ABS[1,3]=R105+R110+R112/2
M17
在机床运行过程中,在使用选刀程序时,通过调用DEFINEAREA刀具保护子程序,对夹钳和刀具实行有效保护。
4 冲压轴控制
在冲压轴伺服模块上增加DP100通讯模块,使用西门子PLC模块中的H功能和M功能,在选刀子程序中编入打击模式和打击行程控制等数据,通过DP100通讯模块,对冲压轴的打击模式和打击行程等进行有效控制。
冲压信号和结束反馈等信号通过西门子系统内部的冲压功能模块,直接从I/O高速口输入/输出,降低了PLC扫描时间,使打击响应速度更快。
选刀具子程序如下:
;LT(NUM)
PROC LT(INT NUM) SAVE DISPLOF
M50
G4F0.5
M81
STOPPRE
IF (NUM<=0) OR (NUM>R107) GOTOF ERROR
IF R148<>0 GOTOF LOOP1
LOOP1:POS[A]=CDC(NUM) FA[A]=R108 T=NUM
IF(NUM==1)OR(NUM==16)GOTOF CC
CC:R109=NUM
IF R148==0 GOTOF LOOP2
GOTOF LOOP5
LOOP2:IF(NUM==1)OR(NUM==16) GOTOF
LOOP3
GOTOF LOOP5
LOOP3:
M68
STOPRE
IF NUM==1 GOTOF COMP1
IF NUM==16 GOTOF COMP16
GOTOF LOOP5
COMP1:R160=R151
GOTOF LOOP5
COMP16:R160=R152
STOPRE
GOTOF LOOP5
ERROR:MSG("Tool’s number is wrong,please correct it!")
GOTOBERROR
M17
LOOP5:
IF R146>4 GOTOF AA4
IF R146>3 GOTOF AA3
IF R146>2 GOTOF AA2
IF R146>1 GOTOF AA1
R170=1404-R175
GOTOF AA0
AA4:R170=900-R175
GOTOF AA0
AA3:R170=1146-R175
GOTOF AA0
AA2:R170=1224-R175
GOTOF AA0
AA1:R170=1309-R175
AA0:IF(NUM==1)OR(NUM==8)OR(NUM==16)OR(NUM==23) GOTOF LP1
IF(NUM==5)OR(NUM==20) GOTOF LP2
GOTOF LP0
LP1:R170=R170-R178
GOTOF LP0
LP2:R170=R170-R177
LP0:H1=R170 H2=2347 H3=1
H1=500 H2=3371 H3=2
M38
PROTECT
F=R119
M55
G4F0.5
M80
M17
在此选刀程序中,利用H代码和M代码指令,对打击模式、打击行程、打击速度等赋值,通过PLC程序赋值到冲压轴伺服中。参照选刀子程序,同样可以实现对不同工位的预压点、送料点、下死点、打击模式、打击速度等分别实现智能化控制。
5 总结
西门子840Dsl数控系统相比较其他数控系统,内含数控冲床专用的冲压模块等,功能更强大、响应速度更快,人机界面更完善。图6为我公司研制的EP20型全电伺服转塔冲床。

图6 EP20型全电伺服转塔冲床
[1]李 兵.数控伺服转塔冲床的最新发展[J].锻压装备与制造技术,2012,47(3).
[2]梁 彤.SIEMENS PLC标准功能块开发的实例应用[J].机械工程与自动化,2013,(2).
[3]西门子公司.SINUMERIK 840Dsl/828D高级编程手册.
[4]西门子公司.SINUMERIK 840D solution line简明调试手册.
