昆明新机场航站楼钢结构工程
2013-09-17李翠光朱克进
李翠光,王 栋,朱克进
(江苏沪宁钢机股份有限公司,江苏 宜兴 214231)
1 概述
昆明新机场位于昆明市官渡区大板桥镇,建成后在云南省和整个西南地区是最大的枢纽机场之一,也是国家十一五期间批准的唯一国家特大型机场,属于国家重点工程。
机场航站楼屋盖为双曲面外形,南北方向长约850 m,东西方向宽约1 120 m,主楼地下一层,地上三层,航站楼建筑面积约36万m2,为重要公共建筑。昆明新机场彩带结构是本工程的特色,共7榀,寓意七彩云南,包括5榀垂直于地面的平面彩带、两榀与地面倾斜的彩带相交形成的空间彩带。整体效果如图1所示。
2 焊接质量规划、保证措施及相关的焊接技术

图1 昆明新机场整体效果
为确保工程质量一次性验收达到招标文件要求的合格标准,并确保钢结构金奖、力争国家优质工程鲁班奖,通过建立完善的质量保证和焊接技术管理体系,采取严格有效的质量控制手段,使本工程的焊接质量全方位、全过程受控。根据工程的焊接难点制定相应的焊接技术,并将两者结合以达到预定的工程规划质量。
2.1 质量保证体系建设
成立以项目经理为首的质量保证组织机构,定期开展质量统计分析,掌握工程质量动态,全面控制各分部分项工程质量。树立全员质量意识,贯彻“谁管生产,谁管理质量;谁施工,谁负责质量;谁操作,谁保证质量”的原则,实行工程质量岗位责任制,并采用经济手段来辅助质量岗位责任制的落实。
2.2 焊接技术管理体系建设
2.2.1 建立组织机构及各职能部门的主要职责
根据昆明新机场航站楼钢结构工程构件加工制作特点的要求,在总结之前承制重大工程组织机构设置的基础上,建立了完善、有效的焊接组织机构并明确各职能部门,职能部门主要有:技术部、物资部、质检部、施工班组等。
2.2.2 控制焊材的质量,保证焊接源头的质量
焊接材料的质量是保证焊接质量的先决条件之一。焊接材料的管理从两方面进行,包括选择信誉好的厂家及贯彻合格焊材的管理制度。
2.2.3 焊接工艺评定及焊接工艺规程
焊接工艺评定是焊接技术管理中一项非常重要的工作,它是作为焊工培训、资格取证考试以及工程产品施焊的先决条件。根据工程施工图中的材料牌号及规格、焊缝位置、接头形式、技术要求等信息,按照标准JGJ81-2002、设计图纸及合同的要求,先拟定出焊接工艺评定计划书。按照工程进度需求先后,逐项地实施工艺评定试件的施焊、检验,以测定焊接试件是否具备所要求的性能,同时以文件的形式明确和固化各项工艺参数,作为本工程实施焊接施工的依据和控制焊接质量的指导性文件。
2.2.4 焊接资格取证及资格管理
按照JGJ81-2002《建筑钢结构焊接规程》第八章“焊工考试”的规定,对焊工进行取证与复核。从焊工资格授予之日起开始对其进行资格跟踪管理,并依据“焊工连续操作记录表”对每一名焊工的每一项资格实施动态跟踪管理,确保每一名焊工的每一项焊接资格的有效性。
为确保本工程焊接施工质量的一次合格率,应根据焊工的技能情况和工程需要,对投入本工程的焊工中部分人员进行工程附加考试的抽考,抽考的项目要依据工程实际进行。
2.2.5 焊接质量控制管理
(1)焊前控制。
在焊接之前检查焊接准备工作落实的情况,及前道工序的完成情况。是否有什么会影响焊接质量。
(2)焊接过程控制。
班组应按焊工的资质分配工作,质检员在焊接过程中对焊接操作人员的焊接质量和焊接工艺规程的落实情况进行检查,及时发现问题并解决问题。
(3)焊接不符合项的控制。
对于外观不合格的焊缝,应及时进行修磨。对于无损检测不合格的焊缝,同一部位焊缝只能返修两次,两次返修后仍不合格的部位应重新制订返修方案,经工程技术负责人审批并报监理工程师后方可执行。
3 典型构件及其焊接难点分析
典型构件如图2~图5所示。

图2 一字形弯扭箱形构件
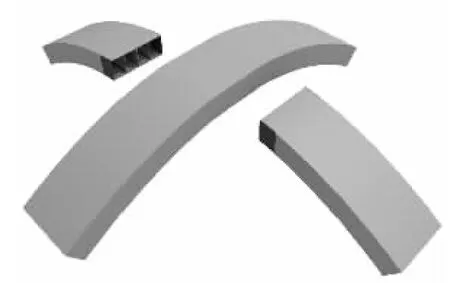
图3 X型弯扭箱形节点
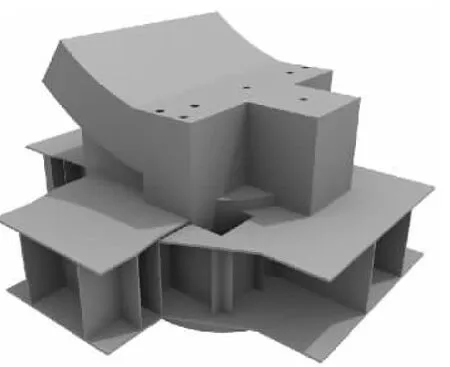
图4 拱底支座弯扭节点
3.1 昆明新机场航站楼工程焊接难点
针对昆明新机场航站楼钢结构工程焊接工作的技术难点,江苏沪宁钢机股份有限公司采取了针对性的方案措施,高效的同时保证了高的焊接质量。
(1)工程拱底支座和交叉支座节点板板厚大,内部劲板、纵横向隔板多且大部分是全熔透焊缝。因拱底支座和交叉支座内部操作空间窄小,如何高效高质地完成拱底支座和交叉支座的焊接是一个焊接难点,如图6、图7所示。
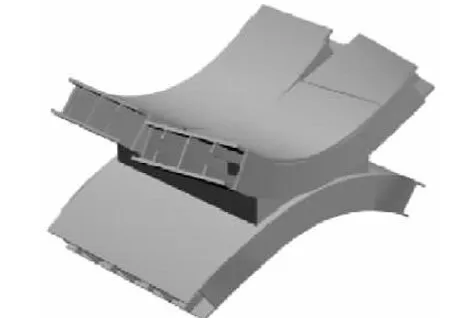
图5 交叉支座弯扭节点
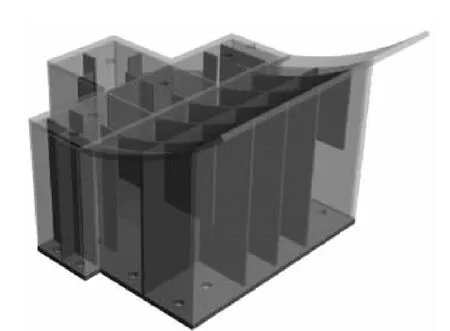
图7 拱底支座内部透视图
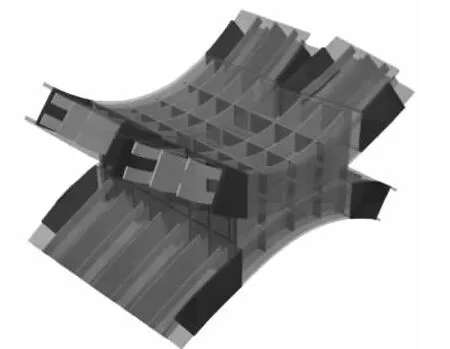
图6 交叉支座内部透视图
对于上述焊接难点,沪宁钢机股份有限公司有效利用结构特点,根据纵横隔板的布置要求,先进行平面分段组装法组装焊接,做成平面分段或小箱体分段,然后进行整体组装,以减小箱体内的焊接工作量。通过设置必要的焊接工艺孔,使箱体内一些不易焊接的地方有焊接需要的空间和角度,对局部无法焊接的死角,采用电渣焊接的方法进行焊接。
(2)工程一字形弯扭箱形彩带因其特殊的形状,导致其内部的加劲肋和横向加劲板的焊接操作高度空间窄小。一字形弯扭箱形彩带的截面翼缘宽度较宽,高度较小,箱体内有纵横隔板和大量加劲板,造成焊接空间较小且横隔板焊接困难。因本工程的一字形弯扭箱体不同于常规的箱体(其内部加劲板角度一致),一字形弯扭箱体腹板的电渣焊如何焊接、如何保证,是一个焊接难点。如图8所示。

图8 一字形弯扭箱形彩带
针对上述焊接难点,采用新的组焊顺序来解决内部加劲肋和横隔板焊接困难的问题,具体的组焊顺序如图9所示。
上述组焊顺序与常规的组焊顺序不同,其更有利于本工程箱体内部结构的焊接,有利于保证内部焊接质量。对于一字形弯扭箱形彩带腹板电渣焊如何焊接和如何保证,经讨论,决定利用弯扭构件专用胎架对弯扭构件进行角度方面的调节,使得待焊电渣焊槽垂直于地面。通过实践证实了该方法完全满足本工程一字形弯扭箱形彩带腹板电渣焊焊接的要求。
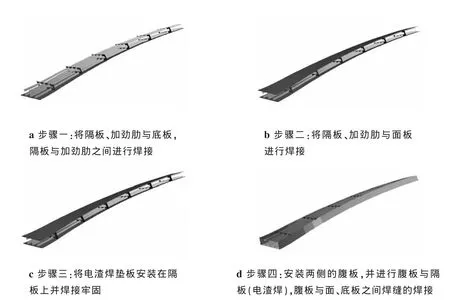
图9 组焊顺序
4 结论
昆明新机场航站楼钢结构工程在总结公司之前承制的大型工程的基础上,进一步完善了工程项目的质量保证体系、焊接技术管理体系以及焊接质量控制体系建设与质量控制措施,有力地确保了焊接质量的全过程受控,确保昆明新机场航站楼钢结构工程质量完全满足设计要求。
在建立及执行质保体系的基础上,分析工程的焊接难点,并对焊接难点一一做出针对性的解决方案,在保证工程按期、高质完成方面起到了良好的作用。
