机器人在喷涂装置中的应用
2013-09-11中国电子科技集团公司第四十八研究所张志伟赵加宝刘金平
中国电子科技集团公司第四十八研究所 张志伟 赵加宝 刘金平
一 引言
当今太阳电池产业发展如火如荼,硅锭的烧铸作为太阳电池片生产过程中重要的一环尤为重要,而作为铸锭的承托物——坩埚的喷涂技术却未有大的变革。在以往的坩埚喷涂过程中,全靠人工在高温、大粉尘环境下凭经验手持喷枪操作,不但工作时间长(一锅需1h),而且工艺重复性差,品质难以保证。
而此种基于FANUC(中文:发那科)机器人的全自动喷涂设备在运行过程中无需人工干预,全程自动,具有超温报警、低温报警、过载自动保护等安全措施,喷扫精准、坩埚内壁面覆膜均匀,厚度可控,工艺重复性好,可实现此道工序的全自动和无人值守。目前某些大厂已开始采用此种全自动坩埚喷涂装置且效果很好,不仅提高了工艺水平和一致性,并且节省了人工成本。
二 设备控制系统的结构和功能
1 系统结构
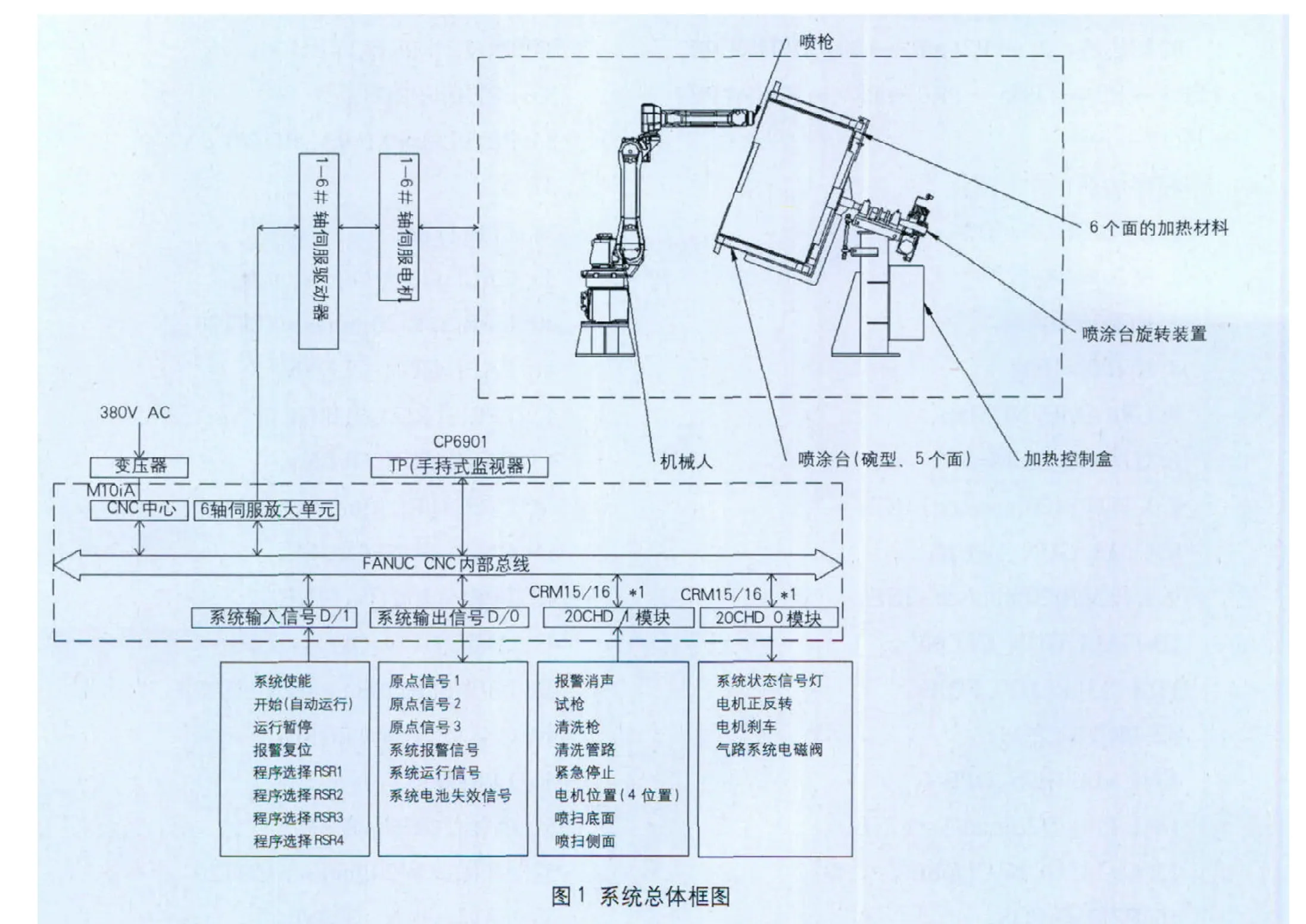
本系统是基于FANUC机器人CNC为中心的控制模式。CNC系统是整个控制的核心,除了处理6个驱动单元和电机以外,系统所有的输入、输出信号也由CNC系统处理,包括坩埚位置、坩埚温度、喷枪状态、机器人是否处于安全位置等。原理框图如图1所示。
2 系统的主要功能
机器人系统能实时、准确、有效地完成整个喷涂过程,包括对侧面的喷扫、底面的喷扫。可在工艺过程中通过红外测温仪自动检测坩埚表面温度、监视用户暂停和停止动作、监视机器人运行力矩,并给出相应的声光报警。系统还具有手动功能供用户选择。具体为:自动采集和处理温度、力矩信号;配合电机动作实现坩埚的自动喷涂;测试喷枪、自动清洗喷枪、自动清洗管路;单独喷扫侧面、单独喷扫底面。
三 便于调试和编辑的程序架构
1 工艺描述
根据坩埚所喷涂的SiN4粉料特点,本系统提供两种工艺方案供用户选择:
(1)先喷扫侧面,待坩埚旋转90¡后再喷扫另一个侧面,如此反复4次后再喷扫底面,这样坩埚的5个面全部喷扫完毕;
(2)先喷扫侧面,然后喷扫左侧面、上侧面、右侧面,最后再喷扫底面,这样坩埚的5个面全部喷扫完毕。
2 程序实现
机器人的运动轨迹较为复杂,涉及的位置及姿态多种多样,不但有单面喷扫,还有两个面的结合线、三个面的结合点等。本系统先在参考面上做好喷枪可编辑的运动轨迹,然后利用坐标系平移功能直接将参考面的轨迹转移到目标面,这样实际上的工作量只有2个面的轨迹编辑。
值得一提的是,在参考面编辑轨迹时要做好调试及扩展的结构。本系统对单面的喷扫轨迹及程序结构如图2所示。速度变量(SPEED)、间距变量(DISTANCE)以及喷扫高度(HIGHTH)等是可调参数,这样,单面喷扫的涉及点位和各个喷扫折返间距可以随意调整,程序犹如一个可拓展和延伸的功能块,调试灵活方便,大大提高了工作效率。
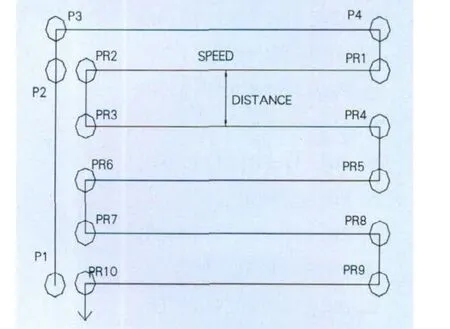
图2 单面喷扫轨迹图
喷扫轨迹:P1→P2→P3→P4→PR1→PR2→PR3→PR4→PR5→PR6→PR7→PR8→PR9→PR10→……
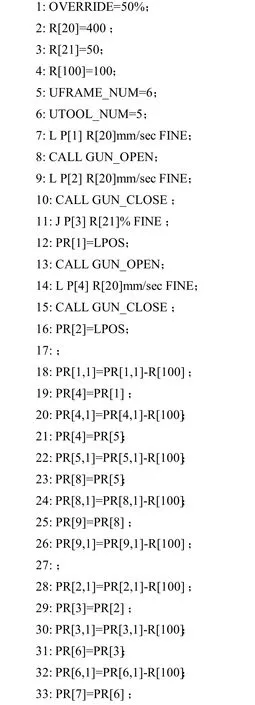
程序如下:

四 结束语
在坩埚自动喷涂装置的设计研制中,采用技术先进(定位精度可达0.08mm)、可靠性高的机器人(FANUC),使得整个设备稳定可靠、重复性好、工艺精准,各种操作方式自由切换从而满足不同的生产需要。
[1]Fanuc程序培训教材[M].2005.
[2]FANUC robot series opearatorÕs manual[M].2005.
