浅谈数控系统不能正常开机故障诊断与排除
2013-09-07
(长春职业技术学院,吉林 长春 130033)
数控系统不能正常开机故障主要原因为系统不能正常上电和急停发生故障,遇到此类故障时要检查数控系统电源接口及NC 通电控制线路,还要仔细检查急停回路。
1 数控系统不能正常上电故障诊断与排除
数控机床要开动起来,首先要保证机床能够正常上电,这也是数控机床调试过程或者正常操作首先要做的。
1.1 查看数控系统电源接口
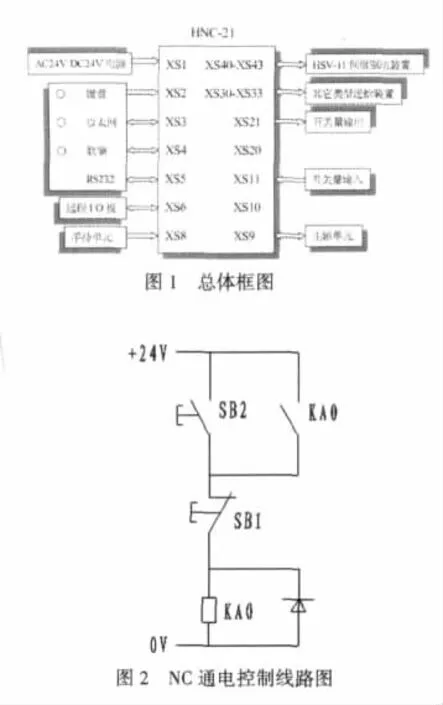
图1 所示为HNC-21 数控装置与其它装置单元连接的总体框图,其中XS1 为数控系统电源接口,采用DC24V 或AC24V 作为输入电源。
图2 所示为NC 通电控制线路图,数控机床进线电源采用三相AC380V 电源,经过变压器变为AC220V,再经过开关电源转变为DC24V 后,作为数控系统的电源输入电压,SB1 为数控机床控制面板上的NC 电源关按钮,SB2 为NC 电源开按钮。
1.2 故障排除思路
1.2.1 当按下数控机床操作面板上的SB2 启动按钮时,机床不能上电,应首先观察KA0 指示灯是否得电。
1.2.2 如果得电,松开SB2 后又断电,说明NC通电控制线路24V 电源已经接入,原因应是KA0常开触点没有接入控制回路,没有形成自锁回路。
1.2.3 如果指示灯没有点亮,则应检查+24V电源是否正确(检查从开关电源输入的24V是否连接到NC通电控制线路)。
1.2.4 24V电源正确后,仍不能正常启动且KA0指示灯仍不亮,则应检查开关SB2按钮是否损坏以及SB1和SB2是否接反以及数控系统中转接板连线是否正确。
1.2.5 检查XS1是否连接到数控系统以及电压是否正确,如都正常CRT显示屏仍不能正常上电,应检查数控系统中熔断器和显示屏是否损坏。
1.2.6 若系统能完成上电,但进不到操作系统界面,则需要重新做系统程序。
2 急停故障诊断与排除
2.1 急停回路线路连接
HNC-21数控装置操作面板设有超程解除按钮,机床压下超程限位开关后,手动操作解除超程状态。HNC-21 数控装置为此设计了接口电路。
HNC-21 数控装置急停回路如图3 所示。在正常情况下,急停按钮处于松开状态,其触点处于常闭状态。按下急停按钮后,其触点断开,使得系统的急停回路所控制的中间继电器(KA)断电,而切断移动装置(如进给轴电机、主轴电机、刀库/架电机等)的动力电源。同时,连接在PLC输入端的中间继电器(KA)的一组常开触点,向系统发出急停报警。此信号在打开急停按钮时则作为系统的复位信号。
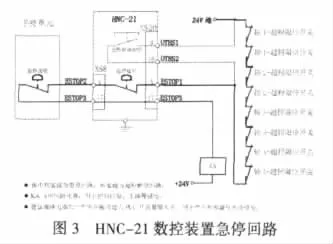
发生超程时,中间继电器(KA)断电会断电,中间继电器(KA)的一组常开触点也会通过PLC输入端,向系统发出急停报警信号。但系统的PLC除检测中间继电器(KA)的常开触点外,还检测各超程限位开关的常开触点的状态,以此区分急停报警和超程报警。
2.2 数控系统始终处于急停故障诊断与排除
2.2.1 故障排除思路
(1)首先按下"超程解除按钮",如果系统能够复位,说明故障出现在超程限位开关位置,检查行程开关是否压限位挡块以及行程开关内部接线。
(2)外部24V 电源故障,根据KA 继电器指示灯可判断外部24 电源是否接入急停回路;
(3)KA 继电器故障,打开急停开关,如KA 继电器指示灯不亮检查外部电源,指示灯亮检查KA 继电器线圈以及急停回路接线是否接在它的常开触点上;
(4)急停开关故障,主要检查急停按钮的常闭触点,若未装手持单元或手持单元上无急停按钮,XS8 接口中的4 和17 脚应短接;
(5)检查"软急停"输入端口接线位置是否与PLC中"软急停"点位设置一致;
(6)外部输入线缆接错位置,如将XS10 和XS11 对调,XS10 中的第一个触点对应位置I0.0 为急停回路中X 向行程开关的常闭触点;而XS11 第一个触点对应位置I2.4 为"软急停",两者互换接入数控系统,将发生急停报警,且按"超程接触按钮"也不能复位。
结语
数控机床故障能够得到及时的维修就会提高机床的使用率,进而保证企业生产的有序进行。HNC-21 数控装置不能正常开机的故障诊断与排除,是数控系统维修的基础,随着数控系统的不断更新,有待于更深层次的挖掘数控系统故障诊断与排除的方法。
[1]王洪波,郑小年.数控机床电气控制[M]..武汉:华中科技大学出版社.2005.
[2]孙慧平.数控机床调试安装技术[M].北京:电子工业出版社.2008.
[3]龚仲华.数控机床故障诊断与维修500例[M].北京:机械工业出版社.2005.
