圆筒式偏心类零件加工机构设计
2013-08-23中国有色沈阳冶金机械有限公司辽宁110141刘红枫
中国有色(沈阳)冶金机械有限公司 (辽宁 110141) 刘红枫
新型圆筒式偏心类零件加工机构,主要是应用在普通卧式车床设备上,通过增加自行设计开发新型圆筒偏心类零件加工机构,将该机构与机床导轨稳定安装形成一体,利用托辊支撑传动装置将被加工圆筒类零件装夹在机床自身的夹盘装置中,圆筒零件悬臂部分放置在托辊支撑传动装置上,托辊将偏心零件定位支撑,并与零件形成相对旋转,使圆筒类零件与机床夹盘同步旋转;深孔加工刀具装夹在卧式车床的刀架上,作为切削刀具,采用加长刀杆在机床上走复合锥度,实现偏心内孔的加工;采用在锥套另一端设计顶盘,偏心顶盘一端与加工完成的偏心孔内紧密配合,另一端与机床尾座的顶尖配合,实现圆筒偏心类零件的外圆加工。
该圆筒偏心类零件加工机构具有效率高、运行可靠和制造成本低等诸多优点,有利于节约能源和环境保护,市场前景非常广阔,现广泛应用于我公司各种国内大型矿山产品圆筒偏心类零件的加工中。采用该机构加工的产品,设计技术和制造水平完全达到国内外同类产品加工水平,各项技术指标完全满足产品需要:①实现了普通卧式车床圆筒偏心类零件加工。②解决了过去由于刀杆刚性不足导致的切削过程中的让刀现象。③提高了偏心内孔面的加工精度,降低了生产成本,缩短了加工周期。为今后在普通设备上进行圆筒式偏心类零件自主加工奠定了基础,提供了技术保障。
图1为新型圆筒式偏心类零件加工机构结构示意图。
1.深孔加工刀具的设计
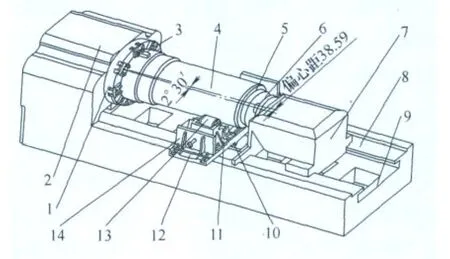
图1
通常情况下,深孔加工多采用在钻床上或镗床上通过钻铰及镗削加工完成,但该加工方法只能加工直孔,对于偏心锥孔加工无法实现;在普通卧车上加工也只能采用设计加长刀杆方式进行加工,但由于刀杆过长在切削过程中产生让刀现象,所以没有专用工装治具做保障,加工难度很大,加工精度及加工效率很低。图2为圆筒类偏心套内孔新型加工结构示意图。
由图2可知,该偏心套锥孔大、小头直径分别为:350mm和246mm;长度为2500mm,为满足刀具在锥孔内既承受工件高速旋转产生的切削力,又能在床身上纵向行走、横向进给走复合锥度加工锥面的加工要求,在设计上刀具的刚度、装夹方式及刀头回转直径的确定,是保证刀具有效切削的关键。
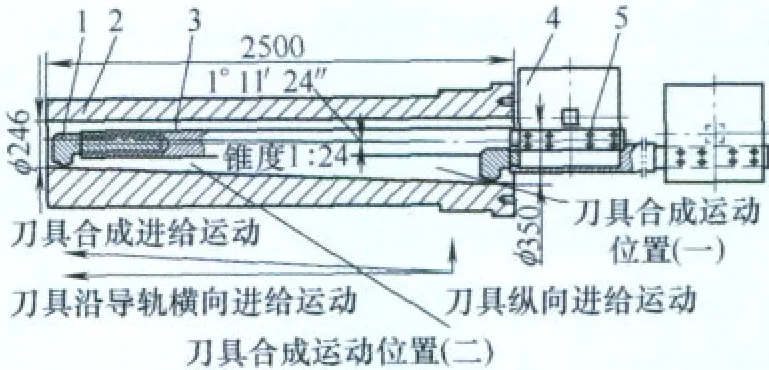
图2
2.细长刀体设计
细长轴是工件的长度与直径之比大于25(即L/D>25)的轴类零件。本设计中由于刀杆长度L=3200mm与刀杆回转直径D=150mm之比为21.3,接近加工细长轴之比25,刀具加工过程属于悬臂加工,刀具不仅要在强力、高温和剧烈摩擦条件下工作,还要承受冲击振动,因此刀具在切削过程中在切削力、重力、切削速度等因素作用下,必然会在重力的作用下产生自重下垂、振动,零件表面质量难以保证;为提高锥孔表面加工质量及刀具刚性,在刀具设计时,必须遵循以下原则:
(1)高硬度:刀具材料的硬度≥2.5倍工件硬度。
(2)足够的强度和韧性:承受切削力和切削时产生的振动,防脆性断裂和崩刃。
(3)高耐热性:在高温下仍能保持硬度、强度、韧性。由于偏心套材质为ZG270-500,硬度要求为179!217HBW,根据上述设计原则要求,在刀具设计上刀头部分的材质我们选择了高速钢W18Cr4V,其硬度要求为:63!66HRC,(HBW=1/10HRC),满足刀具材料的硬度≥2.5倍工件硬度的设计要求;刀体部分材质选用了45钢,217!255HBW,这种状态下的45钢强度、韧性及抗冲击性状态最佳。
(4)在锥孔加工允许空间内,将刀具设计成分体接杆式结构,即:将刀杆设计成整体结构,回转直径为150mm;刀柄与机床刀架紧固部分设计成方柄形式,增加刀杆与刀架的接触面积,刀杆与刀架用高强度螺栓锁紧的把合方式,提高了刀杆的刚性;刀杆与刀头衔接部分设计螺纹联接方式,将刀头通过螺纹旋和与刀杆形成一体,旋和长度为整个刀头部分尺寸的2/3倍,满足了刚性最佳的黄金设计比例,同时方便了切削过程中刀头磨损更换,提高了加工效率。图3为偏心套锥孔加工刀具结构示意图。
3.托辊支撑装置的设计
设计偏心套锥孔加工专用V形托辊支撑传动装置,该装置结构如图4所示。
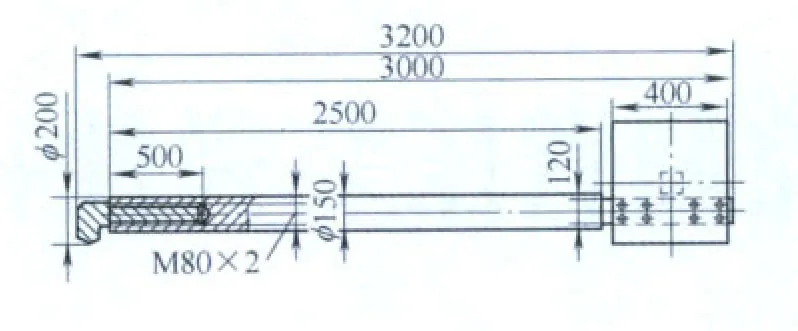
图3

图4
关键技术:
(1)必须确保被加工零件的回转中心与机床回转中心重合。
(2)必须保证被加工零件的回转半径<机床中心高。
(3)在跨距O2O3≥2/3零件直径(φ820mm)前提下(符合设计中的黄金比例分割,这样的结构最稳定),确定两个托辊支撑点与零件回转中心的夹角α,是保证零件与托辊稳定转动的前提。
经过计算,最终确定了支撑稳定、传动平稳的最佳三角形夹角α=85°,采用该套自行研发设计的加工装置在圆筒类零件偏心孔加工应用中取得了良好的效果。
4.定位顶盘的设计
偏心锥孔加工完成后,采用何种方式加工外圆,关键是顶盘偏心的确定。常规情况下,顶盘的回转中心与机床尾座的顶尖在一个回转中心上,但由于偏心套存在偏心,顶盘在设计时,顶盘的中心与机床尾座的顶尖回转中心不重合。根据图样偏心要求,我们通过计算确定了顶盘回转偏心,实现了偏心套外圆的加工。
