控制点焊焊接电流方向的方法设计
2013-08-22董建涛罗宇璨冯梦楠
段 瑞,董建涛,罗 震,罗宇璨,冯梦楠
(1. 天津大学 材料科学与工程学院,天津 300072;2. 首都航天机械公司,北京 100076)
0 引言
随着航空航天、电子、汽车、家用电器等工业的发展,电阻焊越来越受到广泛的应用。同时对电阻焊的点焊接头质量也提出了更高的要求。通过对传统的一对电极的电阻点焊熔核横截面进行观察,发现熔合区保留着铸态组织形貌。在熔合线附近联生结晶形核后,晶粒最易沿着散热最快的方向(或温度梯度最大的方向)优先增长,一直长到熔核的中心,最终形成粗大的柱状晶,而粗的的柱状晶对接头强度等方面有着不良的影响,这对焊接质量的进一步提高形成了局限[1]。
在对等厚板件点焊过程中可能出现的电极偏心和电极倾斜的情况进行有限元模拟过程中[2,3],发现由于通过被焊板件的焊接电流方向发生一定程度的偏斜,在该电流影响下的熔核温度场分布相比正常情况下的点焊过程也发生了不同程度的偏斜,如图1所示。这种偏斜会使焊接处的等轴晶、柱状晶组织的分布发生一定的变化。
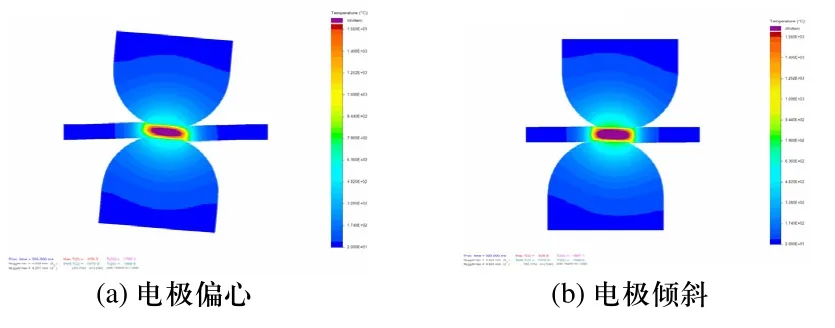
图1 温度场有限元模拟
本文根据电流方向变化对熔核组织的影响,设计了一种通过控制改变流经点焊接头处的焊接电流方向,从而限制熔核处粗大柱状晶体的形成,使其晶粒变细小,进而达到提高点焊接头强度的点焊焊接电流方向控制方法。
1 控制点焊焊接电流方向电路设计
控制电流方向电路设计如图2所示,将传统点焊逆变电源的输出端上下两个电极变为三个上电极和三个下电极,并在每个电极处设置的独立的IGBT桥臂开关和驱动信号源[4],使用IGBT对每个电极的导通进行控制,使点焊过程中形成类似“电极偏心”或“电极倾斜”的效果,实现对电流方向的改变,进而实现对点焊接头组织晶粒细化。
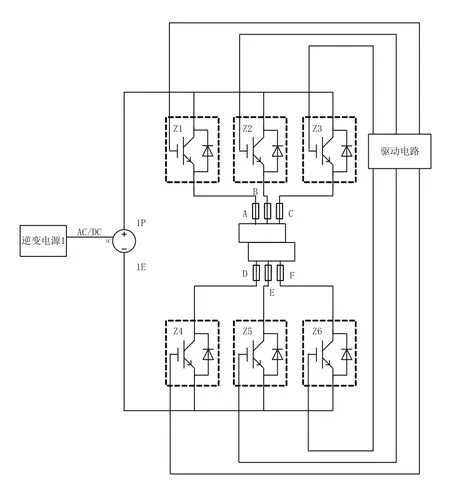
图2 控制电流方向电路
六组IGBT及其驱动信号根据实际焊接需要,按一定的顺序开通或关断,从而控制六个直接可控电极(A、B、C、D、E、F)的输出。焊接电流方向参见图3,图中椭圆为传统点焊的熔核。例如,桥臂Z1,Z4开通,其他桥臂关断,则此时参与点焊的上电极为电极A,下电极为电极D,电流方向为1。通过上下共6个电极的分别开关,可以配合产生9种不同的焊接电流方向。对焊接电流方向进行优化配合,就可以改善熔核的结晶形态,达到提高点焊接头强度的目的。

图3 焊接电流方向示意图
2 控制点焊焊接电流方向电路仿真及结果
根据设计的电路图,针对图3中电流方向3、5、7配合使用的情况进行Pspice电路简化仿真[5],仿真电路图如图4所示。其中V1为逆变电源3V直流输出,R1为电流方向3情况下的被焊板件等效电阻,R2为电流方向5情况下的被焊板件等效电阻,R3为电流方向7情况下的被焊板件等效电阻,均设置为0.00015Ω。驱动信号周期均为0.003s,为避免电路相应时间延迟造成不必要的电流叠加,驱动脉冲宽度设为0.00099s,V2、V3、V4之间脉冲起始时间相差0.001s,驱动信号波形如图5所示。
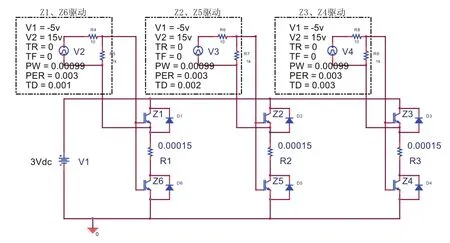
图4 仿真电路图
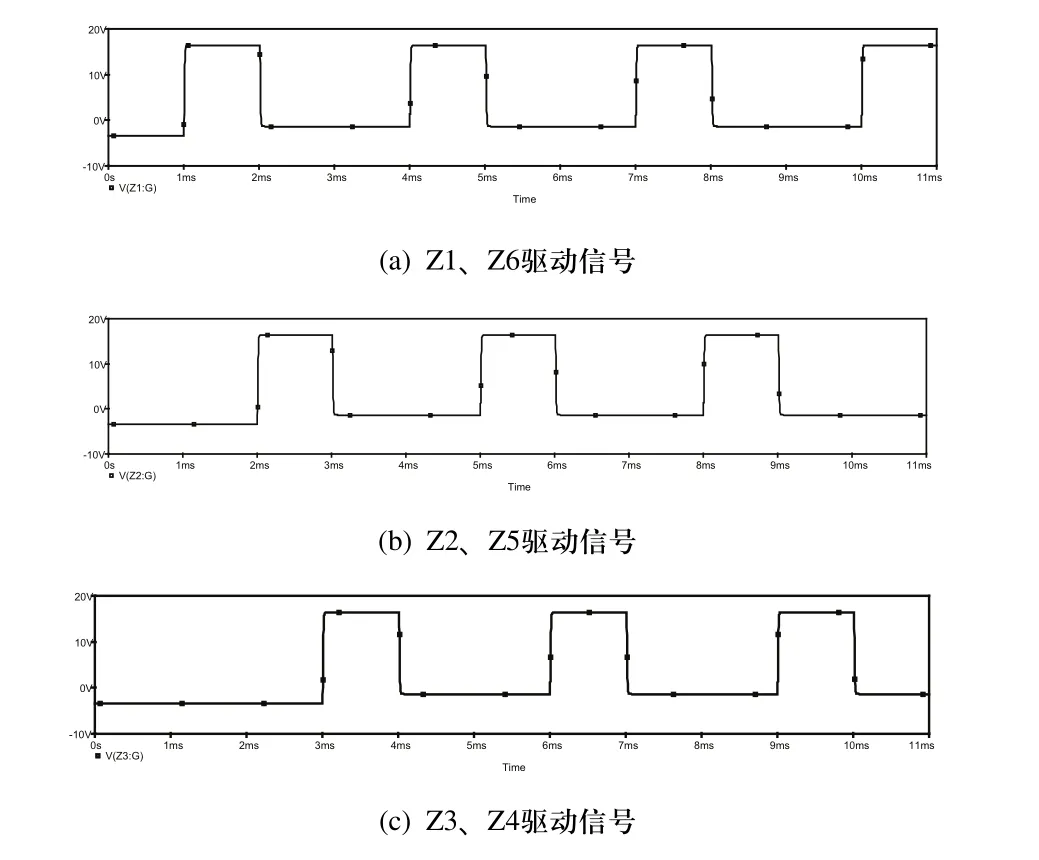
图5 驱动信号波形示意图
由于点焊过程中热源主要是来自于电阻热,即与电阻上的电流值有关,所以观察等效电阻R1、R2、R3 的电流波形,仿真结果如图6所示。R1、R2、R3电流波形之和、即连续通过被焊工件的仿真电流波形如图7所示。

图6 仿真结果示意图
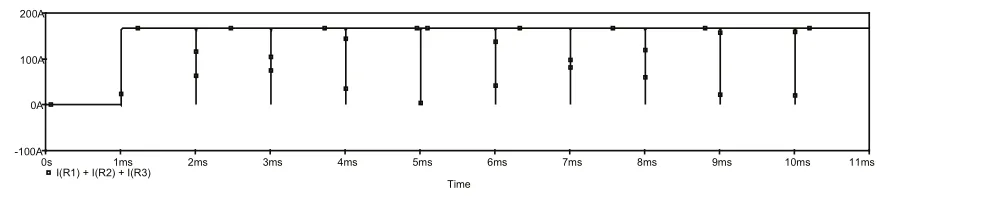
图7 R1、R2、R3电流波形之和
从图6中看出每个等效电阻的电流时间与其对应的驱动信号时间相一致,由图7发现由于将驱动信号脉冲宽度值设置为0.00099s,小于3路驱动信号周期之和的三分之一,即添加了0.00001s的死区时间,避免了在IGBT导通、关断瞬间出现不必要的电流叠加,超过工作电流上限,损坏IGBT开关。而将该脉冲宽度值设置过小,会造成在IGBT导通、关断瞬间即电流方向变化阶段电流值下降,影响热输入、焊接效率。
3 结论
1)本文设计了一种控制点焊焊接电流方向的方法,通过将传统点焊设备中的两电极变为六电极,并分别加以独立可控开关,实现对焊接电流方向的控制,进而改善焊接质量。
2)通过Pspice软件对该控制方法电路进行仿真,结果表明该方法控制精度高,不影响焊接总热输入的大小,保证了焊接效率。
3)在设置电极开关的驱动信号脉冲宽度时应保证必要大小的死区时间。
[1] 唐新新,单平,罗震,叶茂.点焊熔核尺寸及焊接电流逆过程设计[J]. 焊接学报,2007,(11):45-48+115.
[2] 徐士航. DP590GA热镀锌双相钢电阻点焊工艺研究及数值模拟[D].上海交通大学,2010.
[3] 赵阳,熊庆华,马闯. 电阻焊仿真SORPASD在国内的应用[J]. 电焊机,2013,(02):72-78.
[4] 张宏杰. IGBT点焊逆变电源设计与仿真研究[D].吉林大学,2004.
[5] 邓凡李.基于PSpice的电力电子电路仿真研究[D].合肥工业大学,2006.
