透光率计滤光片标准物质的研制
2013-08-21杨欣欣孔炜邱黛君王云潘忠泉
杨欣欣 ,孔炜 ,邱黛君 ,王云 ,潘忠泉
(1.中国兵器工业集团第五三研究所,济南 250031; 2.山东省计量科学研究院,济南 250014)
透光率计广泛应用在汽车制造与检测、玻璃制品、航空航天等行业的现场测量,眼镜、太阳镜、防晒保护膜、塑料制品及其它透明或半透明材料的透光率或雾度测量。透光率计的校准目前在国内外还是空白,没有相应的检定规程、校准规范或国家标准,只有生产企业的产品标准。笔者研制的透光率计专用滤光片标准物质可用于校准透光率计,保证仪器透射比量值准确可靠,填补了我国透光率计校准的空白。该滤光片标准物质由可见光区光谱范围内标称透射比分别为30%,50%,70%,80%,90%的光谱中性滤光片组合而成,可用以对透光率计进行校准,使透光率计的校准工作规范化、实用化和可溯源。
1 设计原理
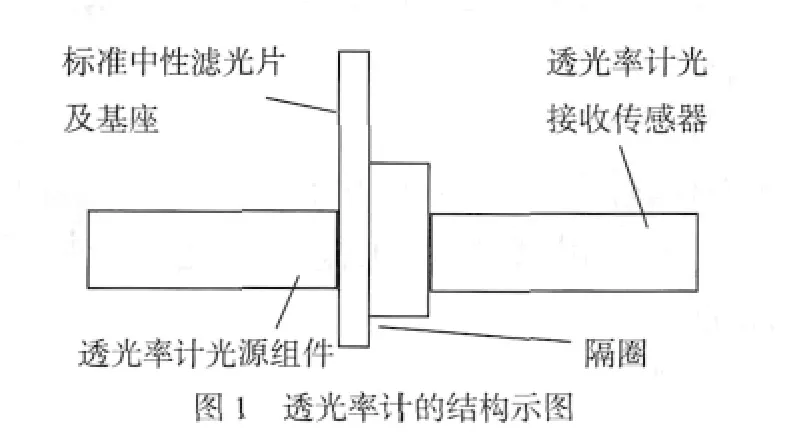
透光率计的测量原理是使一定光通量的入射光透过被测玻璃,在被测玻璃另一侧,用光接收传感器测量透射光的光通量,按透射比的定义计算透射光光通量与入射光光通量的比值,从而确定被测玻璃的透射比[1]。透光率计的结构如图1所示。
2 制备工艺
2.1 材料选择
透射比标称值为30%,50%,70%及80%的滤光片标准物质的制备采用中性灰玻璃材料。中性灰玻璃材料采用光学冷加工的方法制成,通过控制滤光片的厚度可得到不同的透射比值。它是一种离子着色玻璃,着色剂铁、铬、镍、钴等以离子状态存在,色调为灰色,在380~780 nm呈光学中性,其均匀性及稳定性良好。

而对于透射比标称值为90%的滤光片,若采用中性灰玻璃材料,由于可供选择牌号的中性灰玻璃材料相当薄,研磨及抛光加工工艺无法保证其均匀性。实验研究发现可采用特种石英玻璃材料制作基片,该材料在380~780 nm波段呈现极好的光学中性,平均透射比不小于90%,均匀性及稳定性良好,可满足实验要求。
2.2 制备方法
分别选择对应的基片材料,经光学冷加工即切割、研磨(包含粗磨、精磨)、抛光等光学冷加工工艺加工而成。
2.2.1 切割
切割在多条锯床或圆片锯床上进行,锯片由1~2 mm薄钢片制成,圆片锯床锯片边缘镶嵌金刚钻,切割时在锯片边缘添加金刚砂及水,可采用粒度为300#以上的金刚砂,根据所需样品厚度调整锯片的宽度。
2.2.2 研磨
在研磨机上进行研磨,粗、精磨分别采用400#,600#金刚砂作为磨料。在研磨的最后阶段用细一些的磨料或软质磨盘等措施来获得研磨表面浅的凹陷层,可使玻璃表面尽量细致些。
比如说在轴对称的教学中,教师可以这么来进行。教学伊始,教师就可以先提问学生让他们说一说对轴对称的看法。在此之后,教师就可以准备三个图形工具,分别为轴对称图形、中心对称、不对称模型。并为学生分组,让他们去辩论三种图形的对称状况,并概括他们的不同。通过学生们的讨论,轴对称这一概念学生可以形成一种较为深入的思考模式,他们学习的主观能动性得到有效的激发。
2.2.3 抛光
研磨后的玻璃表面有凹陷层,下面有裂纹层,因此玻璃表面是散光而不透明的。必须把凹陷层及裂纹层都抛去,才能获得光亮的玻璃。抛光速度为8~15 μm/h,因此所需抛光时间较研磨时间长得多。调节抛光机转速为35~100 r/min,顶盘用毛毡粘于细铁盘上,用石膏加水,将被抛光的玻璃毛坯粘在底盘上。粘合前先检查表面细磨程度,避免附有砂孔等缺陷影响抛光质量。粘合后先用600#金刚砂细研磨,直到用放大镜检查符合要求后,用水冲洗,换用红粉抛光。研磨时室内温度必须保持在20℃以上,玻璃表面的温度保持在25℃左右,温度过高将使石膏变形,过低则水解作用缓慢,抛光时间延长。
3 定值
定值装置:Lambda 900型紫外可见近红外分光光度计。
对所制备的系列标准物质在380~780 nm范围内进行扫描,得谱图如图3。
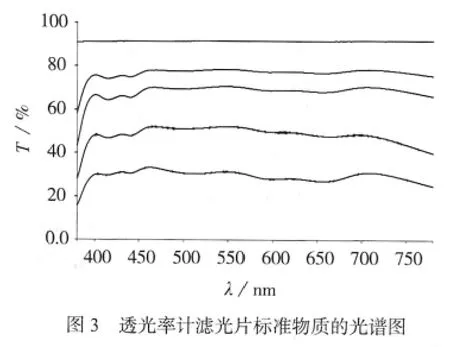
在可见光区间(380~780 nm)范围内,每间隔10 nm测量透射比值,标准中性滤光片的透射比值按公式(1)加权计算而得:

式中:τi——第i(i=1,2,3,4,5)片中性滤光片的透射比值;
τi,j——第i片中性滤光片、第j(j=1,2,……,18)波长间隔的透射比;
Vj(λ)——第j波长间隔人眼明视觉函数。
4 不确定度分析
测量不确定度是表征被测量之值的分散性,并与测量结果相联系的参数。测量不确定度由多个分量组成,其中一些分量可按统计分布来评定,以实验标准偏差表征[5]。透光率计滤光片标准物质透射比值的不确定度主要由重复性、均匀性、稳定性、定值仪器引入的不确定度决定。
4.1 重复性引入的不确定度u1
用定值装置测试标准物质的透射比值,重复测量6次,计算6次测量结果算术平均值的相对实验标准偏差sR,测量结果见表1。
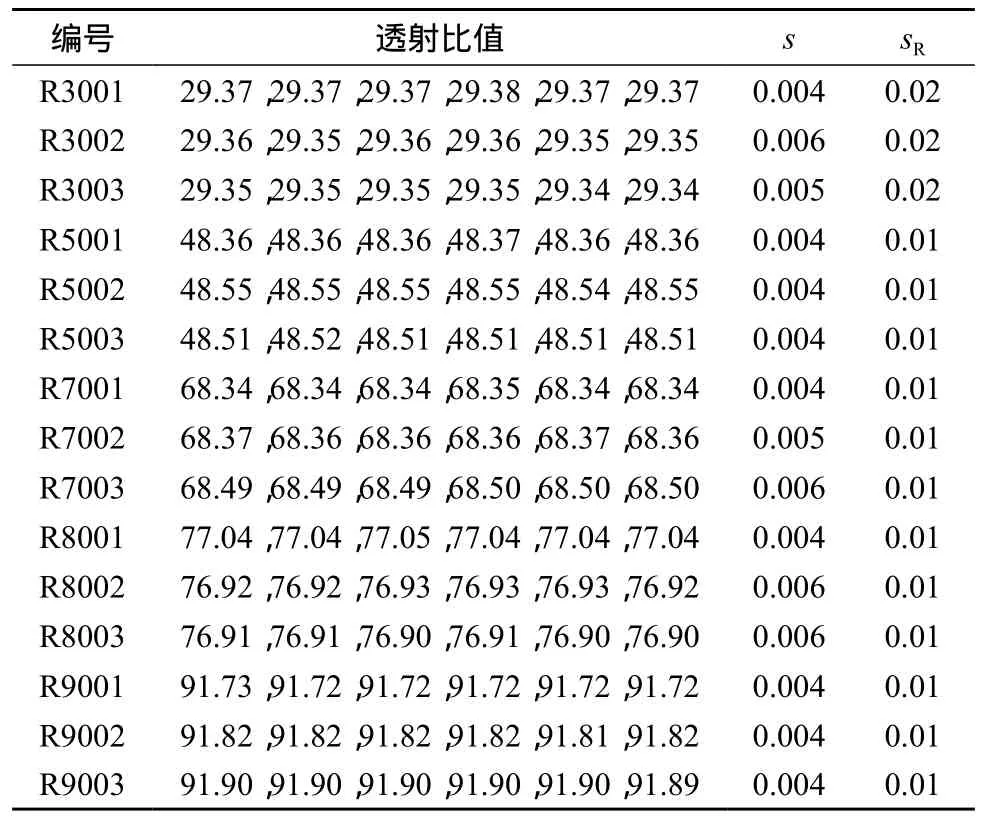
表1 标准物质的重复性测量结果 %
由表1可知,sR≤0.02%,即由重复性引入的标准不确定度u1=0.02%。
4.2 均匀性引入的不确定度u2
将测试仪器预热、调节完毕,分别测试3套样品不同位置(样品的中心点及距中心点上下各5 mm处)的透射比值,用极差法计算透射比测量值的相对标准偏差反映样品的均匀性不确定度,测量结果见表2。由表2可知,取sR最大值,u2=0.08%。

表2 标准物质的均匀性测量结果 %
4.3 稳定性引入的不确定度u3
每隔2个月分别测试标准物质的透射比值,用贝塞尔公式计算测量值的相对实验标准偏差来反映标准物质的稳定性不确定度。为了保证标准物质的稳定性,采用特制的包装盒进行包装,非使用状态应将标准物质置于包装盒内,与包装盒一同放入干燥器,贮存于避光、阴凉、洁净的环境中。
表3为标准物质稳定性测量结果,由表3可知,稳定性引入的标准不确定度u3=0.19%。

表3 标准物质的稳定性测量结果 %
4.4 定值仪器引入的不确定度u4
定值仪器的透射比扩展不确定度为0.03%(k=2),因此由定值仪器引入的标准不确定度u4=0.03%/k=0.015%。
综上所述,透光率计滤光片标准物质的透射比合成标准不确定度为:

扩展不确定度U=kuc=0.42%≈0.5% (k=2)。
5 结语
笔者研制的透光率计滤光片标准物质采用合适的加工工艺,保证了标准物质的均匀性、稳定性的要求,其不确定度指标可满足实际要求,可准确、方便地用于透光率计透射比示值误差及测量重复性的检定与校准。
[1]JJF 1225-2009 汽车用透光率计校准规范[S].
[2]赵彦钊,殷海荣.玻璃工艺学[M].北京:化学工业出版社,2006.
[3]F·V 托利.玻璃制造手册[M].刘时衡等,译.北京:中国建筑工业出版社,1983.
[4]JJG 1034-2008 光谱光度计标准滤光器[S].
[5]GJB 3756-1999 测量不确定度的表示及评定[S].