轴类配合零件的加工
2013-08-16张莉
张 莉
(江苏联合职业技术学院 徐州机电分院,江苏 徐州221011)
1 零件图样
如下图所示,生产纲领:2 件。
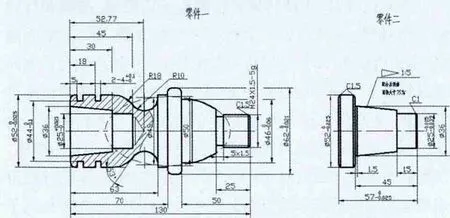
图1 零件图
2 零件的工艺分析
此轴类二件配零件组合较为复杂,从外形上看件一的右端有部分椭圆形,左边部分有R18,R10 的圆弧,且从图中可发现R10 的圆弧较难加工,内孔有锥面孔。

3 选定加工内容及数控机床

数控机床:CK6140A
4 确定加工工序、工步及装夹方案
本课题按安装次数来划分工序,共分4 道工序。
4.1 先加工零件2 右端
工艺路线
①车端面。夹直径65mm 毛坯,伸出长度约65mm,校正、夹紧,用外圆车刀加工端面。
②粗车外圆。粗加工外轮廓ø25mm、锥面、ø52mm,留精加工余量0.2mm。
③精车外圆。粗加工外轮廓ø25mm、锥面、ø52mm,至尺寸要求。
④切断留余量0.5mm。
4.2 加工零件2 左端
1)工艺路线
①工件换边安装,夹ø25 外圆,夹持长15mm。
2)装夹方案及加工部位。夹持工件右侧ø25 外轮廓。
4.3 加工零件1 左端
工艺路线
①车端。夹ø65mm 的毛坯,伸出长度85mm。
②打中心孔。
③钻孔ø20×52.77mm。
④粗镗孔。粗镗孔内轮廓ø25mm 的内孔、锥孔,留精加工余量0.2mm。
⑤精镗孔。精镗孔内轮廓ø25mm 的内孔、锥孔至尺寸要求。
⑥粗车外圆。粗车外轮廓ø52mm 和ø62mm,留精加工余量0.2mm。
⑦精车外圆。精车外轮廓ø25mm 和ø62mm 至尺寸要求。
⑧粗加工圆弧。粗加工圆弧R18,R10,留精加工余量0.2mm。
⑨精加工圆弧。精加工圆弧R18,R10 至尺寸要求。
⑩加工槽。割两个槽4×3mm 至尺寸要求。
4.4 加工零件1 右端
工艺路线
①工件换边安装,夹ø52mm 外圆,夹住长度70mm。
②车右端面保证总长,光外圆对刀。
③粗车外圆。粗车外轮廓ø24mm、ø46mm、R3 圆角,留精加工余0.2mm。

表1 数控加工工序卡片1
④精车外圆。精车外轮廓至ø24mm、ø46mm、R3 圆角至尺寸要求。
⑤粗加工椭圆。粗加工椭圆留精加工余量0.57mm。
⑥精加工椭圆至尺寸要求。
⑦切槽。割螺纹退刀槽5×1.5mm。
⑧粗精车螺纹M24×1.5-5g。
5 填写加工工序卡
(见表1)。
[1]邹新宇.数控编程[M].清华大学出版社,2006.
[2]陈子银,徐鲲鹏.数控加工技术[M].北京理工大学出版社,2006.
[3]眭润舟.数控编程与加工技术[M].北京:机械工业出版社,2006.