摩托车车架车头管镗孔工装通用化设计
2016-04-07颜丙旭
颜丙旭
(新大洲本田摩托有限公司,上海 201708)
摩托车车架车头管镗孔工装通用化设计
颜丙旭
(新大洲本田摩托有限公司,上海 201708)
本文的理论分析和研究结果已用于指导生产,创造较好的社会效益和经济效益,也为今后摩托车车架的制造提供有价值的依据和方法。
摩托车 车架 车头管 镗孔工装 通用化
引言
深度尺寸A和B)和位置精度(同轴度Φ0.1),如图3所示。
近年来,摩托车行业的总体产销量在逐步下滑,各大企业都在不断地推出新车型以刺激市场。随着新车型的增多,新增的专用工艺装备投资也在不断加大,为减少专用工艺装备的投入,各大企业都在积极地推进生产过程的自动化和工艺装备的通用化。
摩托车车架是摩托车的主要组成部件之一,是承载摩托车动力系统、行走系统、转向系统、操控系统的核心骨架。摩托车在行驶过程中,车架不仅要保证承受人体和货物的重力和惯性载荷,还要保证与车架连接的转向系统的正常操控。因此,对车架的整体焊接强度、车架车头管(连接转向系统)的镗孔加工精度都提出了相当高的要求。
车架主要由钣金冲压板件和管件通过气体保护焊接组成。车头管镗孔加工作为车架制作过程中精度要求最高的部分,必须要有可靠的镗孔工装对车架车头管进行定位和夹紧,以此保证镗孔加工精度的准确性和一致性。但由于车头管单件镗孔加工后进行焊接,焊接热效应会影响车头管镗孔加工的精度,因此镗孔加工必须在车头管的关联焊缝焊接完成后进行。受限于焊接完成后车头管镗孔加工的可利用定位空间有限,且不同车架车头管规格不一致,这就给镗孔工装通用化设计提出了难题。本文以新大洲本田项目为例,介绍了摩托车车架车头管镗孔工装通用化的设计思路。
1 车架车头管镗孔加工工艺介绍
车架车头管的主要功能是连接摩托车转向系统,即安装上下转向轴承关联组件,保证转向灵活,如图1所示。
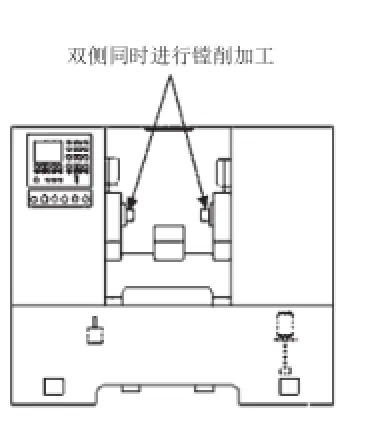
图2 双头镗孔专机示意图
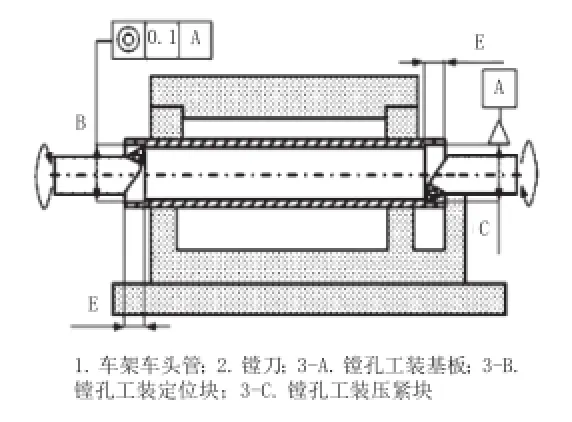
图3 车架车头管镗孔加工示意图
2 车架车头管镗孔工装设计依据
本项目的设计旨在实现A、B、C三款车型车架车头管镗孔加工工序的共线生产,即三款车型共用双头镗孔专机和镗孔工装,实现镗孔工装通用化,以减少专用工艺装备投资,提高设备利用率。
2.1 工艺要求
由于车架车头管单件镗孔加工后进行车头管关联焊缝的焊接,焊接热效应会影响车头管镗孔加工的精度,镗孔加工必须在车头管的关联焊缝焊接完成后进行。受限于车架焊接工艺,车架车头管镗孔加工须在车架前部组合焊接完成后进行,如图4所示。
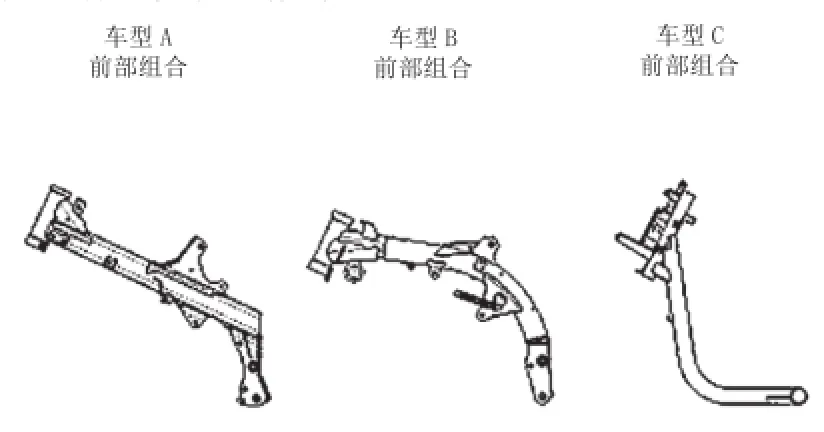
图4 A、B、C三款车架前部组合示意图
2.2 镗孔工装结构介绍
车头管镗孔加工在车架前部组合状态下进行,镗孔工装多为专用,利用一个主定位块(包括两V型定位部分,一端面限位部分)将车架车头管定位,一个(或两个)辅助支撑块将车架前部组合尾部高度进行限位,利用气缸驱动压紧块压紧车头管,如图5所示。
3 车架车头管镗孔工装通用化设计
由于车头管关联焊缝焊接完成后,管镗孔加工的可利用定位空间有限,且A、B、C三款车架车头管规格不一致,这就给镗孔工装通用化设计提出了难题。
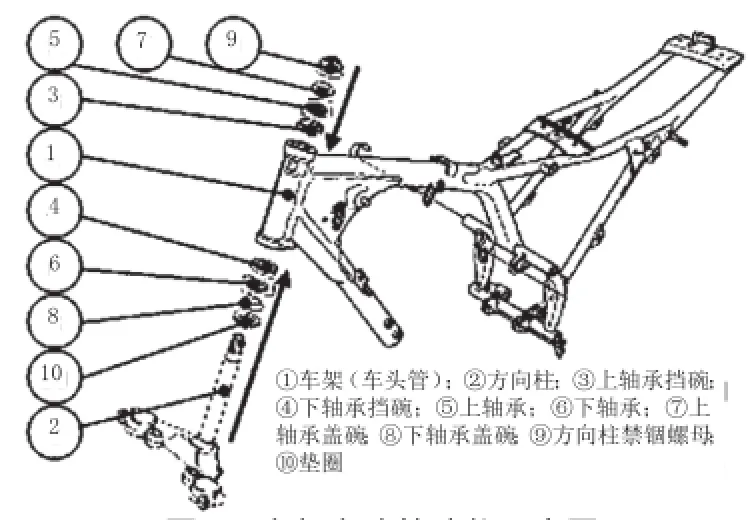
图1 车架车头管功能示意图
镗孔加工是指用安装在双头镗孔专机(如图2所示)上的镗孔工装将车架车头管定位加紧后,对车头管两端进行镗削加工,保证车头管两端的尺寸精度(直径尺寸e和f,
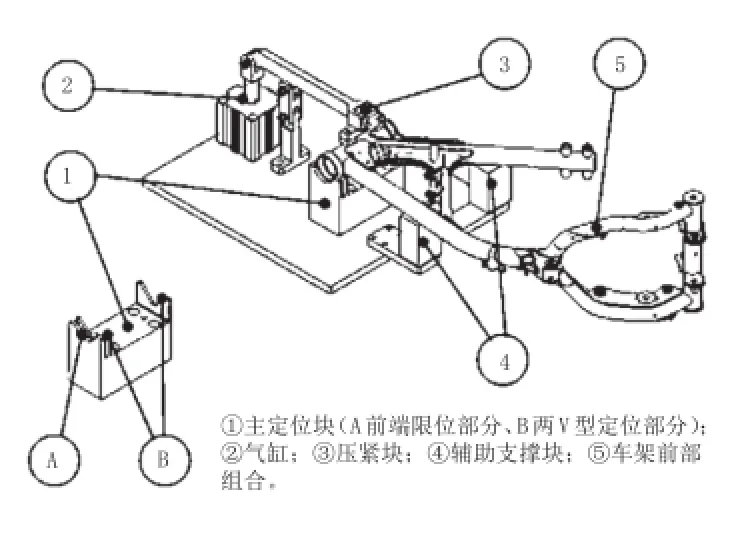
图5 镗孔工装示意图
3.1 车头管规格分析
本次设计项目A、B、C三款车型前立管规格不同,镗孔直径尺寸、深度尺寸均不相同,镗孔同轴度要求相同,如图6所示。
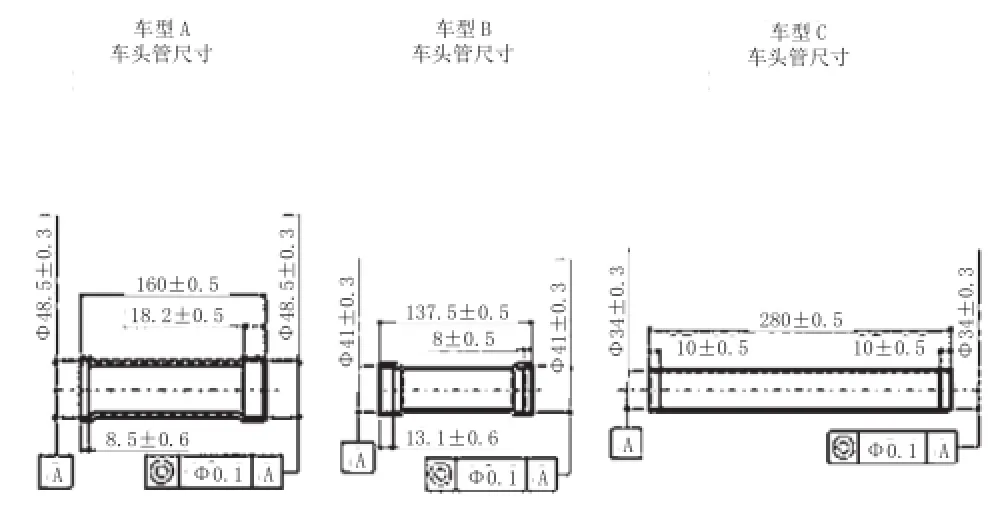
图6 三款车型车头管尺寸示意图
3.2 车头管通用定位块组合设计
根据三款车型的车头管规格及车头管可利用定位空间进行考虑,对三款车型车头管的V型定位块和端面定位块进行专用化设计,定位方式采用一端面定位块,两V型定位块,如图7所示(以车型A为例)。
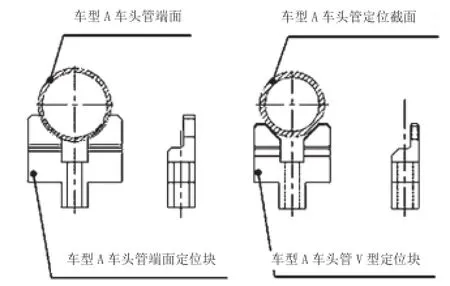
图7 车头管端面定位和V型定位示意图
通过安装螺栓与嵌入在通用滑槽座滑槽内的拉紧块(螺母)连接,将车头管的V型定位块和端面定位块固定。根据不同车型车头管的规格不同可更换各车型的专用端面定位块和V型定位块,利用不同规格的端面限位基准块来确定不同车型车头管端面定位块的位置,以此保证在车型换线生产时端面定位精度的一致性,V型定位块的位置可根据各车型车架车头管的可利用定位空间在通用滑槽座的滑槽内调整位置,如图8所示(以车型A为例)。
4 车架车头管通用化镗孔工装的实际应用
摩托车车架车头管通用化镗孔工装仅通过更换车头管定位块,切换数控加工程序和镗孔刀具即可实现A、B、C三款车型车架车头管镗孔加工的共线生产。如图9所示为三款车型的通用化镗孔工装的3D模型。

图8 车头管通用化定位方式示意图
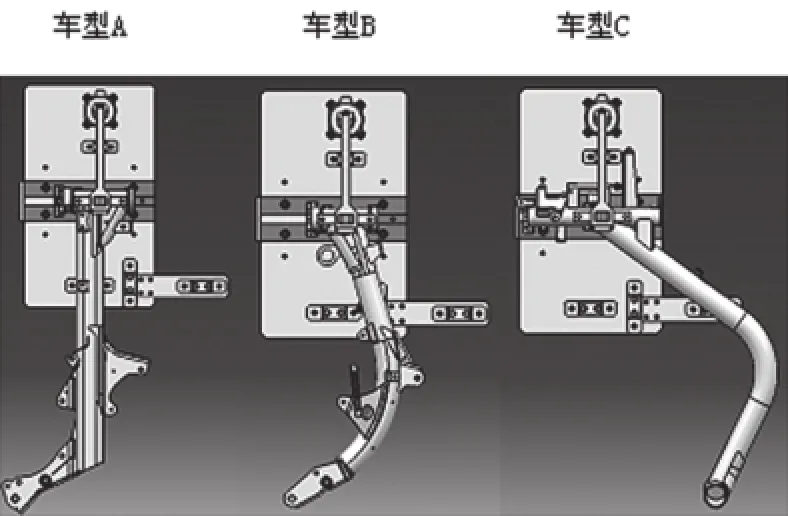
图9 通用化镗孔工装3D模型图
经现场调试和试生产,通用化镗孔工装已于2015年6月正式投入生产,经过一年多的生产验证,加工精度符合要求,受到公司领导的好评。
5 结语
通过实际生产应用证明,通用化镗孔工装可满足多款车型车架车头管镗孔加工的共线生产,后续新车型的车架车头管亦可通过制作专用的定位块即可在该镗孔工装上实现镗孔加工的生产。可大大地节省后续新车型开发时专用镗孔工装的制作成本。通用化定位结构设计也为类似加工工序的通用化定位工装的设计提供了经验。
The Design of Motorcycle Frame Front Tube Boring Fixture in General
YAN Bingxu
(Honda Motor Co., Ltd., Shanghai 201708)
The theoretical analysis and research results of this paper have been used to guide the production, to create a better social and economic benefits, but also to provide valuable basis and methods for the manufacture of motorcycle frame in future.
motorcycle, frame, front tube, boring fixture, universal
