后区牵伸对等线密度棉段彩纱性能的影响
2013-08-12史晶晶陈伟雄杨恩龙
史晶晶, 陈伟雄, 薛 元, 杨恩龙
(嘉兴学院 材料与纺织工程学院, 浙江 嘉兴 314001)
后区牵伸对等线密度棉段彩纱性能的影响
史晶晶, 陈伟雄, 薛 元, 杨恩龙
(嘉兴学院 材料与纺织工程学院, 浙江 嘉兴 314001)
段彩纱是一种沿纱线纵向色彩呈分段变化的花式纱线,现有的生产工艺不可避免产生竹节纱的效果,导致不能大规模的推广。本文改进了细纱机的牵伸机构,制备线密度恒定,而组分、色彩是分段变化的棉段彩纱,并探讨分段时间、某一分段时间内两组份的质量比例对成纱性能的影响。结果表明,通过合理控制后区牵伸工艺,可以生产线密度恒定且性能良好的段彩纱。
等线密度; 段彩纱; 牵伸; 分段时间
段彩纱是一种新型花式纱线,不仅富有层次感与立体感,还具有丰富的色彩变化,符合时尚潮流,可广泛应用于服装面料,深受消费者的喜爱,经济效益也非常可观[1]。段彩纱的特点是在基纱上分布着长度、间隔、色彩间断变化的彩段,进而使纱线具有彩色分段效果[2]。目前生产段彩纱常用的方法有2种,第1种是采用对纱线染色的方法使纱线在纵向呈现出颜色分段的效果[3],但这种方法色段之间的分界不够明显,有比较长的过渡色,色段的循环固定,工序较多,成本昂贵,不适合大规模的推广。第2种方式是通过纺纱工艺的改进来实现段彩的效果,主要工艺方法包括三罗拉法[4-6]和四罗拉法[7],但这2种方法都有它们的优缺点。三罗拉法改造成本较低,纺纱效率很高,断头很少,但段彩处容易产生竹节,且在络筒的过程中色纤维由于翘头,容易剥脱,产生棉结。四罗拉法中两粗纱条在后区牵伸过程中变速点位置不同,成纱条干均匀度较差。导致这2种方法不能大规模的推广。本文开发出等线密度段彩纱技术,后区采用同轴双罗拉牵伸,固定罗拉与活套罗拉分别由后罗拉轴与活套罗拉轴传动,其转速受电脑程序控制器控制,可以对后牵伸区参数以时间分段进行设定,改变不同时间段内两粗纱牵伸倍数可改变其在细纱相应段内的质量比例,以实现段彩效果,改变各段纺纱时间的长度可改变该段细纱的长度[8]。该方法能显著提高纺纱效率,改善纱线条干均匀度,更适合大规模生产。其成纱质量主要受后区牵伸工艺的影响,本文就分段时间和某一分段时间内两组份的质量比例进行深入探讨。
1 实 验
1.1 实验原料
红色和白色棉粗纱,干定量均为6.09 g/10 m。
1.2 实验设备
HFX-A4J型等线密度环锭纺段彩细纱机,采用同轴双罗拉结构,实现2组纤维同轴喂入,2组纤维牵伸工艺控制条件一致,可以极其方便地对后罗拉速度藕合,实现等量喂入,成纱装置示意图见图1。图1(a)中K方向的牵伸机构见图1(b)所示。A粗纱与B粗纱从细纱机中罗拉后喇叭口处连续喂入,但A粗纱与B粗纱是由2个不同罗拉进行牵伸,虽然在同一根轴上,但是控制A粗纱的为固定后罗拉,控制B粗纱的为活套后罗拉,活套后罗拉通过皮带与细纱机后另一罗拉轴相连,通过调节后罗拉轴的转速就可以控制活套罗拉的转速。
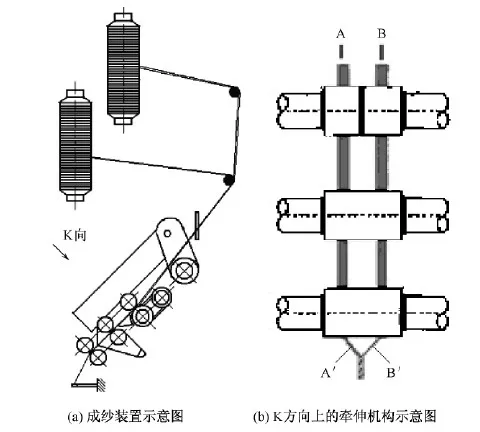
图 1 等线密度段彩纱工艺原理Fig.1 Process mechanism of equal linear density segment color yarn. (a) Yarn spinning apparatus;(b) Draft system in K direction
1.3 纺纱工艺
纱线设计线密度为30 tex,细纱机环锭转速为6 180 r/min,前罗拉线速度为11.2 m/min,捻度为550捻/m。所纺纱线包括A、B纱和段彩纱,其中段彩纱分段时间分别为0.5、1、2、4、8 s。AB纱及段彩纱在某一分段时间内两组份之间的质量比例为1∶1、3∶5、1∶3、3∶13、1∶7(即在某一分段时间内其中1种组份在该段纱线总量中质量分数为50%、37.5%、25%、18.8%、12.5%)。
段彩纱中某一粗纱总牵伸倍数的计算公式为


式中:T是棉粗纱原料的干定量,g/10 m,本文中T=1.09 g/10m,T设是纱线设计线密度,tex;Wx是其中1种组份段内的质量百分数,%;8.5%是棉纱的公定回潮率。两组份前区牵伸倍数一致且均为组份较大粗纱的总牵伸倍数除1.25。以分段时间2 s,在某一分段时间内其中1种组份在该段纱线总量中质量分数为37.5%的段彩纱工艺为例。第1个2 s粗纱A总牵伸倍数为58.72,粗纱B的为35.23,该段内粗纱B占有的质量分数多,主要显示来自B粗纱纤维的颜色;第2个2 s两粗纱总牵伸倍数数值调换,该段粗纱A占有的质量分数多;而A、B粗纱前区牵伸倍数均为29.36,依次循环。
1.4 测试方法
纱线表面形貌用KH1300型三维视频显微系统拍摄。纱线强伸性能采用YG021D型电子单纱强力仪测试,预加张力为0.5cN/tex,隔距长度为500 mm,拉伸速度为500 mm/min,测试次数为10。纱线条干不匀率采用YG137型条干均匀度测试分析仪测试,测试速度为100 m/min,测试时间为2.5 min,测试次数为2。纱线毛羽用YG171B型毛羽测试仪测试,测试速度为30 m/min,纱线片段长度为10 m,测试次数为6。测试温度为25 ℃,相对湿度为60%。
2 结果与讨论
2.1 纱线表面形态
段彩纱表面形貌如图2所示。可以看出,浅色纱含量从左到右逐渐变多,深色纱含量从左到右逐渐变少,而纱线粗细没有明显变化。

图2 段彩纱表面形貌Fig.2 Morphology of segment color yarn
2.2 后区牵伸对纱线条干的影响
后区牵伸对纱线条干不匀率的影响如图3所示。纱线条干不匀率采用变异系数CV表示。从图可看出,AB纱比段彩纱条干均匀。分段时间越长,段彩纱条干不匀越大。这是由于后区牵伸过程中,组份较小的粗纱牵伸倍数高,而该粗纱条在后区没有受到良好的握持而回缩,造成条干不匀,这种条干的不匀随着分段时间的延长而变大。当段彩纱两粗纱中较小的质量分数越小,条干不匀越大。当两粗纱中较小的质量分数为18.8%,分段时间大于3.5 s时,纺纱宜形成粗节,纱线条干恶化,断头增多。两粗纱较小的质量分数为12.5%,分段时间大于2.5 s时,同样出现上述现象。分段时间在0.5 s时,两粗纱较小的质量分数小于25%时,段彩纱条干不匀比较大。这是因为罗拉变速至少需要0.3 s的反应时间,当两组份后区牵伸倍数差异比较大且分段时间短时,后罗拉来不及变速,导致条干不匀稍微增大。当两粗纱较小的质量分数小于18.8%时,纺纱时要合理控制分段时间的长度,否则会因为条干恶化导致织物质量变差。在纺纱机后区牵伸改进方面需要加强对粗纱条的握持,以减小条干不匀。
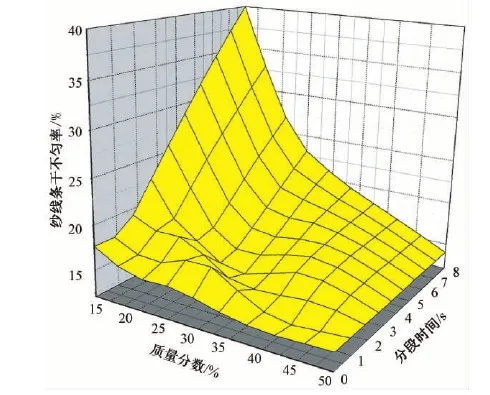
图3 后区牵伸对纱线条干不匀率的影响Fig.3 Effect of back zone draft on yarn evenness
2.3 后区牵伸对纱线毛羽的影响
后区牵伸对纱线3 mm毛羽的影响如图4所示。从图可看出,后区牵伸对3 mm毛羽的影响和对条干的影响规律相近。AB纱的3 mm毛羽比段彩纱少;分段时间越长,段彩纱毛羽越多;两组分较小的质量百分数越小,毛羽越多。当两组份较小组份质量分数小于18.8%,分段时间大于3 s时,3 mm毛羽急剧增多,一方面是因为纱线条干恶化,另一方面纤维在纱线中的排列整齐度变差,成纱熵变增加,导致毛羽增多[9]。当分段时间在0.5 s时,粗纱条在后区的回缩较小,对纤维在纱线中的排列整齐度影响不大,因此毛羽稍有增加。在实际纺纱过程中可以在前区加装纱线集合器,以减少加捻三角区宽度,从而减少毛羽。

图4 后区牵伸对纱线毛羽的影响Fig.4 Effect of back zone draft on yarn hairiness

图5 后区牵伸对纱线断裂强力的影响Fig.5 Effect of back zone draft on yarn breaking strength
2.4 后区牵伸对纱线断裂强力的影响
后区牵伸对纱线断裂强力的影响见图5所示。从图可看出,AB纱比段彩纱强力稍高。当两粗纱质量分数是50%时,纱线强力相对最高。随着两粗纱较小的质量分数的降低,纱线强力变差[10]。当两粗纱较小的质量分数小于18.8%时,纱线强力下降严重。此时纱线条干不匀较大,导致纱线捻度分布不匀变大,纱线断裂强力急剧恶化。随着分段时间的增大,纱线断裂强力变小,但变化幅度较小。虽然分段时间增大,纱线条干不匀变大,但以相同工艺纺出的纱线也越长,所以纱线强力整体变化较小。
3 结 论
1)对于棉纺段彩纱而言,分段时间在0.5~4 s之间,两组份较小的质量分数在18.8%~50%之间时,成纱的强力、毛羽、条干较好,基本符合后道加工的要求。两组分较小的质量分数在12.5%~18.8%之间时,分段时间控制在0.5~3 s。两组份较小的质量分数小于12.5%时,较难成纱。
2)纺纱过程中,牵伸倍数较高的粗纱因为缺少足够的握持而回缩是导致条干不匀的主要原因,在后续细纱机的改进过程中需要加强对后区粗纱的握持。
3)后区牵伸的分段变化使得纤维在纱线中的排列整齐度变差,成纱毛羽增多,如在前区加装纱线集合器,可以减少加捻三角区宽度,从而减少毛羽。
FZXB
[1] 赵慧,叶静.彩涤/棉纤维段彩纱的工艺研究[J].轻纺工业与技术,2010,39(4):5-6,21. ZHAO Hui, YE Jing. Process study of colorfulpolyester/cotton fiber segment color yarn[J]. Light and Textile Industry and Technology, 2010, 39(4): 5-6,21.
[2] 李晓华,陆锡滨,陈卫红.彩虹纱的开发实践[J].广西纺织科技,2007, 36(3):9-10,28. LI Xiaohua, LU Xibin, CHEN Weihong. Development of segment color yarn[J]. Guangxi Textile Science & Technology, 2007, 36(3): 9-10, 28.
[3] 张立鹏,杨俊芳.多色段彩色绒线的开发[C]//第十六届全国花式纱线及其织物技术进步研讨会.北京:中国纺织工程学会,中国纺织信息中心,2010:59-60. ZHANG Lipeng, YANG Junfang. Development of segment color worsted yarn[C]//The 16th National Symposium on the Technological Advancement of Fancy Yarn & Its Fabric. Beijing: China Textile Engineering Society, China Textile Information Center, 2010: 59-60.
[4] 上海日舒棉纺织厂.段彩纺纱传动装置:中国,CN200420081737.2[P].2004-08-11. Day Shu Shanghai Cotton Textile Factory. Gearing mechanism of segment color yarn spinning: China, CN200420081737.2[P]. 2004-08-11.
[5] 李广德,赵学建,楚爱秋,等.赛络纺段彩纱质量控制体会[J]. 棉纺织技术,2009,37(3):38-40. LI Guangde, ZHAO Xuejian, CHU Aiqiu, et al. Quality control of sirospun segment color yarn[J]. Cotton Textile Technology, 2009, 37(3): 38-40.
[6] 周惠煜,罗万象,付文娟.多功能三罗拉牵伸装置[C]//第十五届全国花式纱线及其织物技术进步研讨会论文集. 北京:中国纺织工程学会,2009:5-6, 21. ZHOU Huiyu, LUO Wanxiang, FU Wenjuan.Multi-fuction three roller system[C]//The 15th National Symposium on the Technological Advancement of Fancy Yarn & Its Fabric. Beijing: China Textile Engineering Society, 2009: 5-6,21.
[7] 夏龙全.新型四罗拉段彩纱产品的开发[C]//2006中国纱线质量暨新产品开发技术论坛.青岛:全国棉纺织科技信息中心,2006:304-305. XIA Longquan. New four roller segment color yarn development[C]//2006 Yarn Quality and Product Development Forum, Qingdao: China Cotton Textile Science and Technology Information Center, 2006: 304-305.
[8] 陈伟雄.等线密度环锭纺段彩纱成纱方法及装置:中国,CN201010616326.9[P].2010-12-28. CHEN Weixiong.Equal linear density ring spinning section colorful yarn forming method: China, CN201010616326.9[P]. 2010-12-28.
[9] 姜岩,王善元.长丝变形纱成纱过程的熵变现象[J].纺织学报,2009, 30(1):26-28. JIANG Yan, WANG Shanyuan. Entropy change phenomenon during forming of textured yarn[J]. Journal of Textile Research, 2009, 30(1): 26-28.
[10] 张海霞,张喜昌,王善元.转杯纺复合纱的结构与拉伸特征[J].纺织学报,2009, 30(1):33-36. ZHANG Haixia, ZHANG Xichang, WANG Shanyuan. Structure and tensile characteristics of rotor-spun composite yarns[J]. Journal of Textile Research, 2009, 30(1): 33-36.
Effect of back zone draft on physical properties of segment colored cotton yarn with constant linear density
SHI Jingjing, CHEN Weixiong, XUE Yuan, YANG Enlong
(CollegeofMaterialandTextileEngineering,JiaxingUniversity,Jiaxing,Zhejiang314001,China)
Segment colored yarn is a kind of fancy yarn whose color changes regularly segment-by-segment in yarn length direction. The present processing technology inevitably produces slubby yarn effect. Therefore this paper employed a modified draft system of ring spinning machine to produce segment colored cotton yarn with constant linear density but component and color changing segment-by-segment. The effects of segment time and mass ratio of two components within a given segment time on the properties of the formed yarn were investigated. The results indicated that segment colored yarn with constant linear density and good quality can be produced by proper control of back zone draft process.
constant linear density; segment colored yarn; draft; segment time
0253- 9721(2013)06- 0030- 04
2012-07-16
2012-10-25
浙江省重点科技创新团队自主项目(2012R10012-04);嘉兴市科技计划项目(2012AY1019)
史晶晶(1981—),女,硕士生。主要研究方向为等线密度段彩纱工艺原理及其产品开发。杨恩龙,通信作者,E-mail: enlong_e_mail@hotmail.com。
TS 104.7
A
